I. Introdução
A freio de imprensa é uma ferramenta de produção industrial comum utilizada para dobrar uma variedade de materiais, tais como chapas de aço, alumínio e cobre.
O conhecimento e a técnica da prensa dobradeira são os seus fundamentos, que são fundamentais para o ajudar a utilizá-la na produção.
A minha passagem mostra-lhe esta informação, incluindo o fator K, a tolerância de dobragem e a dedução de dobragem.
O fator K, também conhecido como o fator do raio de curvatura, é responsável pela tendência do material para esticar na superfície exterior e comprimir na superfície interior durante a curvatura.
O cálculo correto do fator K é importante para determinar a posição do eixo neutro e minimizar potenciais defeitos como fissuras ou rugas.
A margem de curvatura refere-se ao material adicional necessário para acomodar o raio de curvatura, evitando o estiramento ou a compressão excessivos do material.
O cálculo exato da tolerância de dobragem é vital para garantir que as dimensões finais da peça estão em conformidade com as especificações do projeto.
A dedução de dobragem, por outro lado, compensa o efeito de mola de retorno do material, em que a peça dobrada tende a desdobrar-se parcialmente após a remoção da força de dobragem.
É essencial ter em conta a dedução da curvatura para obter o ângulo de curvatura pretendido e manter a precisão dimensional.
Ao compreender e aplicar corretamente estes factores essenciais, pode otimizar os seus processos de dobragem, minimizar o desperdício de material e produzir consistentemente componentes dobrados de alta qualidade que cumprem os requisitos mais rigorosos.
II. O que é o fator K?
Em primeiro lugar, precisamos de compreender o eixo neutro. Quando a chapa é dobrada, a superfície inferior é comprimida, e a superfície superior é esticada.
O eixo neutro está localizado no interior do metal onde não será comprimido nem expandido, o que lhe permite manter um comprimento constante.
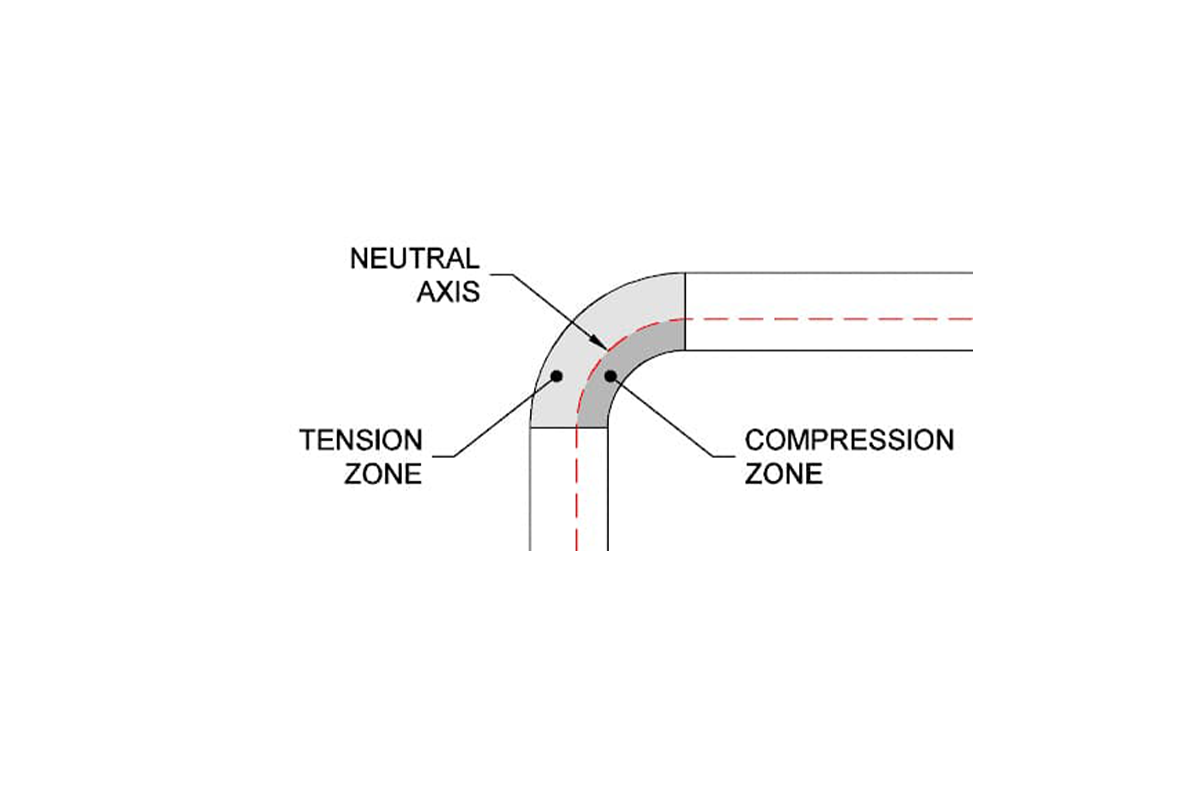
Em chapa metálica plana, o eixo neutro está uniformemente localizado a metade da espessura da chapa metálica, mas deslocar-se-á durante a dobragem.
A mudança de posição do eixo neutro é determinada por vários factores, tais como as propriedades do material, espessura, ângulo de flexão, raio interno, e método de flexão da placa.
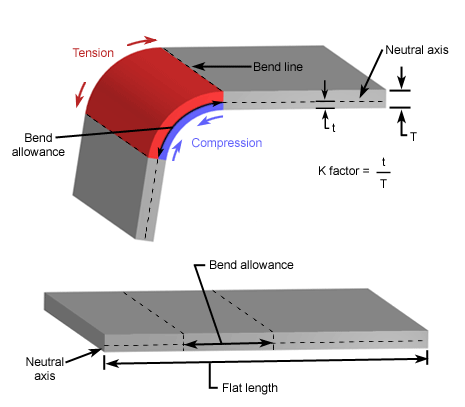
Matematicamente, o factor K representa a relação entre a posição do eixo neutro (t) e a espessura da placa (T).

Onde t é a distância da superfície interna ao eixo neutro e T é a espessura do metal (Figura 1).
O factor K é determinado pelas propriedades físicas do material, método de dobragem, ângulo de dobragem, e outros factores.
Propriedades do material: varia tipicamente entre 0,30 e 0,50. Em geral, o fator K do cobre macio ou dos materiais de cobre macio é de 0,35, o fator K de materiais como o cobre semi-duro ou o latão, o aço macio e o alumínio é de 0,41 e o fator K de materiais como o bronze, o cobre duro, o aço laminado a frio e o aço para molas é de 0,45.
Raio de curvatura: quanto menor for o raio de curvatura, maior será o fator K.
Espessura do material: quanto maior for a espessura do material, maior será o fator K.
Esforço de cedência do material: quanto maior for o limite de elasticidade, menor será o fator K.
Módulo de elasticidade (também conhecido como módulo de Young): quanto maior for a espessura do material, maior será o fator K.
No fabrico de chapas metálicas de precisão, o fator K é um fator crucial. O fator K é utilizado para calcular o padrão plano de dobragem, que está diretamente relacionado com o comprimento da chapa metálica esticada durante a dobragem.
É o valor fundamental para determinar o subsídio de flexão e a dedução de flexão.
Como a relação entre a distância ao eixo neutro e a espessura da placa determina a posição do eixo neutro na placa metálica, saber o factor K ajuda a determinar a posição do eixo neutro após a dobra.
Também se pode determinar o factor K utilizando a tabela abaixo:

Também é possível utilizar o online e gratuito Calculadora de Factor K para uma dobragem perfeita de chapas metálicas
III. O que é o subsídio de dobragem?
O Bend Allowance (BA) é o comprimento do arco de curvatura medido ao longo do eixo neutro da placa metálica, uma vez que o comprimento do eixo neutro não muda após a curvatura.
Uma vez calculada a tolerância à flexão, esta deve ser adicionada ao comprimento plano para determinar o comprimento de chapa necessário para formar a peça de trabalho desejada.
Como se mostra na figura abaixo:
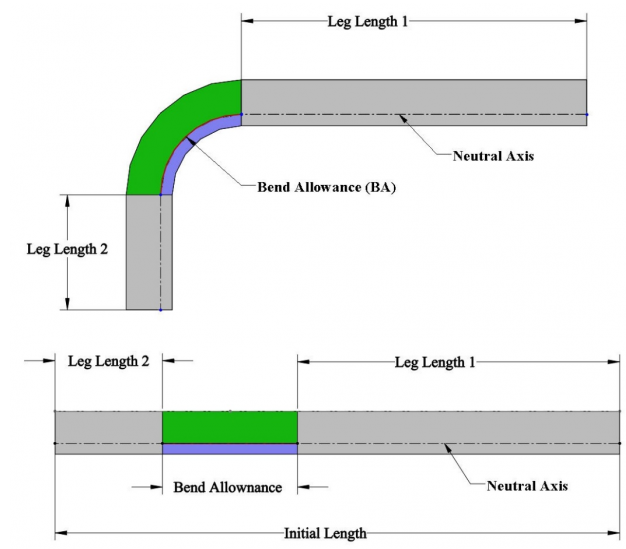
A seguinte fórmula é utilizada para calcular o comprimento plano:
Comprimento da chapa de metal = Comprimento da perna 1 +BA + Comprimento da perna 2
Fórmula de cálculo do subsídio de flexão:
Onde:
A - Ângulo de curvatura
R - Raio interior
Factor K - K
T - Espessura do material
IV. O que é a dedução de dobras?
Após a dobragem, o comprimento da flange (ou seja, o comprimento total) é maior do que o comprimento da chapa metálica padrão plana.
A dedução da curva é o comprimento do material que precisamos de remover do comprimento total da placa para obter o padrão plano correcto.
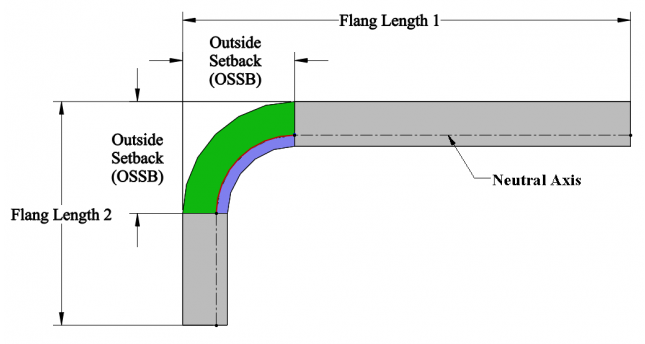
De acordo com a figura acima, a dedução da curva é a diferença entre a dedução da curva e o dobro do contratempo exterior.
Fórmula de Cálculo de Dedução de Dobradura:

Onde:
OSSB - O recuo exterior (o comprimento da peça que se estende para além do ângulo de curvatura).
R - Raio de curvatura
K - Fator K (determinado pelas propriedades do material e pela espessura)
T - Espessura do material
A - Ângulo de curvatura pretendido em graus
Vamos supor que queremos dobrar uma chapa de aço inoxidável de 2 mm de espessura num ângulo de 90° com um raio de curvatura interior de 3 mm. O fator K para este material é conhecido como sendo 0,44. Vamos calcular a dedução de dobragem passo a passo:
1. Calcular a tolerância de curvatura (BA):
BA = π * (R + K * T) * (A / 180)
Onde R é o raio de curvatura interior, K é o fator K, T é a espessura da chapa e A é o ângulo de curvatura.
Introduzir os valores:
BA = π * (3 + 0,44 * 2) * (90 / 180) = 4,39mm
2. Calcular o recuo exterior (OSSB):
OSSB = R + T = 3 + 2 = 5mm
3. Calcular a dedução de curvatura (BD):
BD = 2 * OSSB - BA
Introduzir os valores:
BD = 2 * 5 - 4,39 = 5,61mm
Por conseguinte, para obter uma dobra de 90° com um raio de dobra interior de 3 mm nesta chapa de aço inoxidável de 2 mm de espessura, temos de definir a Dedução de dobra para 5,61 mm durante o processo de dobra.
Isto significa que temos de dobrar a chapa em 5,61 mm para compensar o retorno elástico após a dobragem, obtendo assim o ângulo de dobragem de 90° pretendido.
O cálculo da dedução de dobragem pode ajudar a determinar as dimensões da peça antes da dobragem, permitindo um melhor planeamento da produção e a redução do desperdício de material.
V. Conclusão
Através de uma exploração aprofundada do fator K, da tolerância de dobragem e da dedução de dobragem, podemos compreender melhor o papel que estes parâmetros-chave desempenham no processo de dobragem.
O fator K determina o grau de estiramento do material durante a dobragem, a tolerância de dobragem define as dimensões reais da peça de trabalho após a dobragem e a dedução de dobragem ajuda a calcular as dimensões da peça de trabalho antes da dobragem.
O cálculo exato destes parâmetros é crucial para conseguir uma dobragem precisa e reduzir o desperdício de material.
No entanto, o fator K, a tolerância à curvatura e a dedução da curvatura têm de ser determinados através de ensaios repetidos na produção real, e os cálculos teóricos só podem ser utilizados como referência inicial.
Se estiver à procura de um fabricante profissional de quinadoras, recomendo que considere a ADH Machine Tool.
Como líder da indústria com mais de 40 anos de experiência, a ADH fornece soluções de dobragem abrangentes aos seus clientes através do desempenho excecional dos seus produtos e de um serviço ao cliente de alta qualidade.
Pode navegar na página de produtos da minha empresa para saber mais sobre as últimas actualizações de produtos e especificações técnicas, e tenho a certeza de que encontrará uma prensa dobradeira que satisfaz os seus requisitos.