I. Введение
Определение
Сайт листогибочный пресс это машина, используемая для изготовления листового металла. На нем можно производить гибку листового металла с помощью штамповки.
Эволюция
Первоначально листогибочный пресс приводится в действие ручным трудом для гибки металлического листа.
В 1930-х годах появился гидравлический листогибочный пресс, который заменил работу человека и значительно повысил эффективность производства.
В 1980-х годах в листогибочном прессе была применена технология ЧПУ.
Листогибочный пресс с ЧПУ управляется компьютером, который может осуществлять автоматическое программное управление гибкой, подключение к CAD/CAM-системе и охрану без присмотра. Это символизирует эволюцию листогибочного пресса в интеллектуальное производство.
В 21-м году листогибочный пресс вступает в период интеллектуального производства.
С помощью технологии искусственного интеллекта, оптимизирующей параметры гнутой трубы, можно добиться индивидуальной настройки, обеспечивая тем самым более эффективное интеллектуальное обслуживание пользователей.
II. Типы листогибочных прессов
Ручной листогибочный станок
Ручной листогибочный станок также называют листогибочным станком для металла, это наиболее распространенный тип листогибочного станка.
Станок требует ручной регулировки размера и угла гиба при резке, наиболее подходит для гибки по размеру и углу при массовом производстве.
В состав ручного листогибочного станка входят, в основном, верстак, опоры и шплинты.
Верстак также устанавливается на опорные полки, опора состоит из основания и прижимной плиты.
Ручной листогибочный станок сложнее других типов листогибочных станков.
Таким образом, серийное производство может осуществляться только после проверки размеров гиба и угла гиба.
После завершения изготовления партии производственной массы оператору необходимо отрегулировать размер и угол наклона для непрерывного производства.
Гидравлический листогибочный пресс
В гидравлическом листогибочном прессе используются два гидроцилиндра, что обеспечивает больший контроль и равномерность хода.
По классификации синхронности гидравлические листогибочные прессы можно разделить на моментные синхронные прессы, гибридные и электрогидравлические синхронные прессы.
По классификации движения листогибочные прессы можно разделить на листогибочные прессы с восходящим движением и листогибочные прессы с нисходящим движением.
Листогибочный пресс содержит опоры, верстак и шину.
Верстак устанавливается на опоры и состоит из основания и прижимной плиты.
Основание состоит из корпуса, катушки и крышки, которые соединены между собой шарнирами и пластинами.
Катушка помещается в паз корпуса, а сверху паз закрывается крышкой.
Листогибочный пресс с ЧПУ
Сайт Листогибочный пресс с ЧПУ отличается высочайшей точностью и возможностью индивидуальной настройки, а также использует компьютерные технологии для контроля точности и повышения эффективности.
Он состоит из станины, плунжера, рабочего стола, масляного цилиндра и сервосистемы, системы определения положения, контроллера ЧПУ и системы электрического управления.
В листогибочном прессе с ЧПУ гибка достигается за счет управления ходом ползуна и обратным калибром.
При использовании листогибочного станка с ЧПУ оператору достаточно ввести требуемое количество заготовки и каждый шаг угла гибки.
Станок может завершить гибку в соответствии с процедурами, заданными в контроллере.
Современный листогибочный станок с ЧПУ оснащен сервосистемой с водяным и электрическим приводом и линейной шкалой для формирования замкнутого контура управления.
Он отличается высокой точностью управления, точностью гибки и точностью перестановки.
Гибкий режим работы позволяет добиться сверхдлинной гибки листа на тандемной гибочной машине и производства коротких заготовок на обычном листогибочном прессе, что позволяет не только повысить эффективность работы листогибочного пресса, но и снизить расход.
III. Принцип работы
Принцип работы листогибочного пресса заключается в использовании пуансонов и матриц с заданным углом установки для изгибания и резки металла в различные формы и очертания.
Роль штампов и матриц
Пуансон и матрица являются ключевыми компонентами для достижения заданной гибки. Пуансон используется для создания давления и вдавливания металлического листа в матрицу, в результате чего достигается необходимый результат гибки.
Форма и размер штампа определяют форму и размер конечных изделий.
Оператор может точно контролировать степень и направление гибки, выполняя множество задач по изготовлению металлоконструкций.
Тоннаж
При увеличении тоннажа длина гиба может быть самой большой для гибки металлических листов.
Например, если у вас есть станок с длиной гиба 14 дюймов, то любой лист металла длиной более 14 дюймов станок не сможет изготовить.
В зависимости от толщины и размеров применяемого материала требуется машина с различной грузоподъемностью и длиной гиба.
Эти факторы имеют первостепенное значение, поскольку полезно проверить ограничения по нагрузке листогибочного пресса - предельные значения в тоннах на дюйм.
IV. Процессы и методы гибки
Монета
Оператор с помощью листогибочного пресса с пуансоном и матрицами сгибает металл на определенный угол.
В этом процессе вся заготовка помещается под действием всего тоннажа.
При чеканке каждая гибка должна быть одинаковой, независимо от того, сколько изделий требуется изготовить.
Листовой металл укладывается горизонтально на верхнюю часть штампа.
Металл сжимается под большим усилием между пуансоном и матрицей для создания точного угла изгиба.
В штампе предусмотрены тупой, острый и прямой углы. Независимо от того, какой угол выбирает штамп, металлический лист будет согнут точно под этим углом.
При чеканке можно каждый раз добиваться точной и стабильной гибки.
Для чеканки монет требуется самый большой тоннаж в методах гибки, который обычно в 3 и 5 раз превышает другие методы гибки.
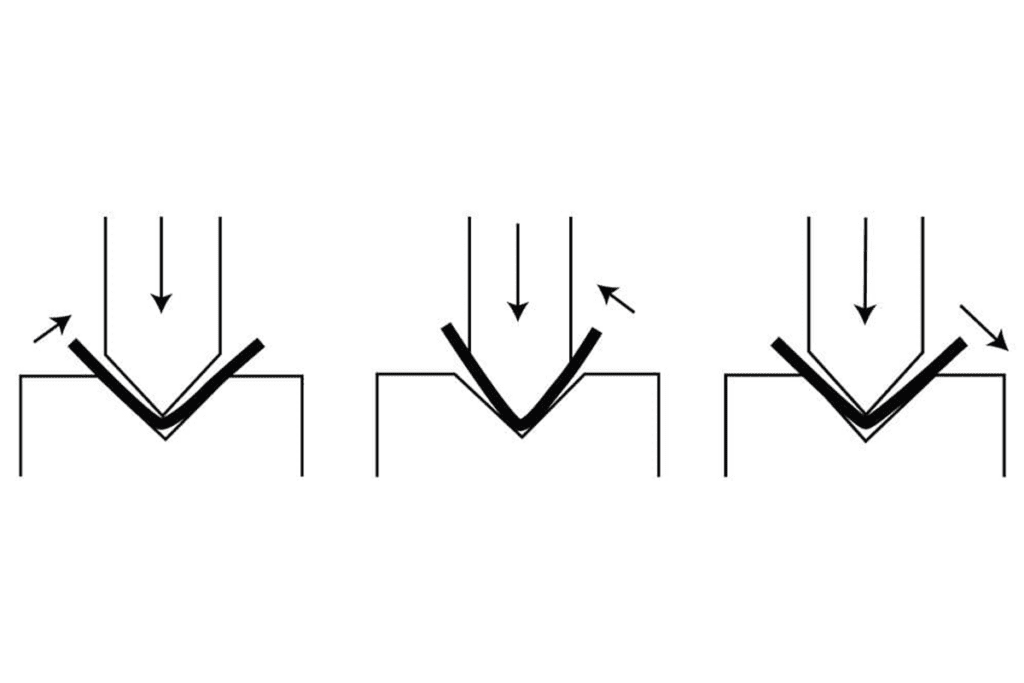
Воздушный изгиб
Принцип работы пневматической гибки заключается в подаче материала в матрицу для достижения требуемого угла.
При этом имеется небольшая материальная компенсационная пружина.
В то же время один и тот же набор инструментов может быть использован для обработки различных углов гиба. Это является экономическим преимуществом.
Толщина гиба, двойственность, твердость и упругость определяют угол наклона пуансона и матрицы.
Благодаря своей гибкости этот метод позволяет повысить точность измерений.
Однако для успешной работы требуется точный позиционирующий станок и шлифовальные инструменты. При воздушной гибке требуется меньший тоннаж.
Штамп касается только кончика пуансона и боковых сторон штампа.
Угол изгиба определяется расстоянием, на которое пуансон опускается в матрицу.
Чем дальше опускается пуансон, тем более острым будет угол изгиба.
Благодаря тому, что ход ползуна определяет угол изгиба, на простой матрице с углом 85° можно получить множество углов.
Однако угол изгиба не равен или меньше угла наклона пуансона и матрицы.
Тоннаж при воздушной гибке меньше, чем при чеканке.
Как и при гибке снизу, при воздушной гибке также возникает обратная пружина, поэтому для получения требуемого изгиба необходимо сгибать материал под более острым углом.
Загиб дна
Изгиб дна также называют "донным изгибом".
Тоннаж, необходимый для гибки днища, меньше, чем при чеканке, и больше, чем при воздушной гибке.
Металл вдавливается в V-образный штамп для изгиба.
При гибке снизу металлический лист располагается горизонтально, а верхний пуансон и матрица соединяются сверху и снизу заготовки при наименьшем тоннаже, в результате чего материал соприкасается с вершиной пуансона и боковыми сторонами v-образной выемки.
Она отличается от чеканки тем, что пуансон и матрица не полностью касаются металла.
Металл испытывает обратную пружину, и после сгибания он разжимается на больший угол.
Различные материалы и толщины по-разному реагируют на возвратную пружину, поэтому оператор станка должен хорошо знать отличительные свойства каждого металла.
Факторы, влияющие на выбор технологии гибки
Для выбора подходящей технологии гибки необходимо учитывать множество факторов.
Во-первых, тип и толщина материала напрямую влияют на степень изгиба и требуемое усилие.
Во-вторых, ключевым фактором также является требуемая точность и производительность. Например, воздушная гибка подходит для быстрого и недорогого производства, в то время как нижняя гибка и чеканка больше подходят для более высокой точности и массового производства.
Наконец, стоимость и обслуживание оборудования также являются неотъемлемым фактором. Разные основы гибки требуют разного уровня инвестиций и обслуживания.
Приложения
Технология гибки широко применяется во многих отраслях промышленности, включая автомобильную, аэрокосмическую, строительную и бытовую технику.
В автомобильной промышленности гибка днища и чеканка используются для изготовления сложных и высокоплотных деталей автомобилей.
В аэрокосмической промышленности воздушная гибка получила широкое распространение благодаря высокой эффективности и гибкости.
В строительной отрасли эти технологии используются для производства конструкционной стали и других строительных материалов, обеспечивая прочность и безопасность здания.
V. Компоненты и работа листогибочного пресса
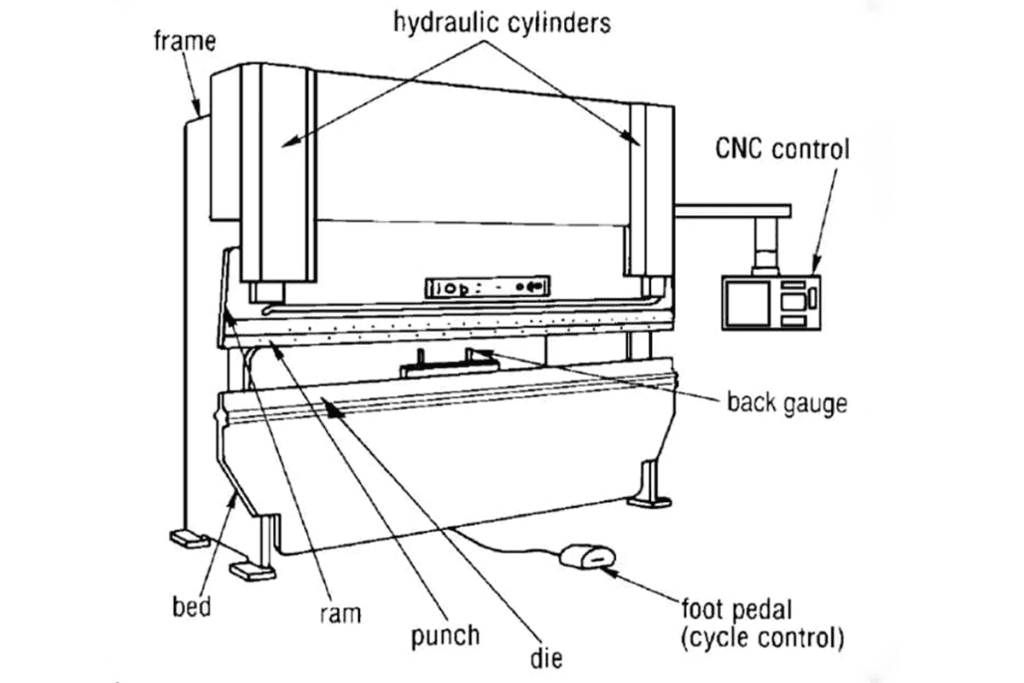
Листогибочный пресс состоит в основном из следующих частей:
Ram
Плунжер является одним из основных узлов листогибочного пресса и имеет вертикальное перемещение.
Он используется для приведения пуансона в движение для сгибания материала.
Перфоратор
Пуансон находится в непосредственном контакте с изготавливаемым материалом и отвечает за операцию гибки.
Форма и размер пуансона влияют на угол изгиба и радиус.
Выбор подходящего пуансона определяется в зависимости от типа материала, его толщины и требуемого угла изгиба.
Die
Штамп обычно крепится в нижней части листогибочного пресса и может взаимодействовать с пуансоном для завершения операции гибки.
Конструкция штампа определяет угол и форму изгиба.
Материал укладывается на оснастку, и на него можно надавить пуансоном, заставляя согнуть материал до нужной формы.
Работа листогибочного пресса включает в себя несколько этапов:
Сначала на штамп помещается материал, подлежащий гибке.
Затем пуансон опускается на материал, который может быть согнут под действием прикладываемого усилия.
Величина прилагаемого усилия определяется несколькими факторами, толщиной и типом изгибаемых материалов, а также требуемым углом изгиба.
VI. Безопасность и эффективность
Защита безопасности
Листогибочный пресс оснащен датчиком линейной шкалы. Обнаружив персонал, он немедленно останавливается.
Мгновенный сбор данных и настройка параметров
Листогибочный пресс может мгновенно отслеживать такие данные, как сила изгиба и угол изгиба, а также собирать информацию о дисциплине гибки материала.
Он может слегка корректировать параметры в соответствии с фактическими различиями для повышения качества продукции.
Автоматическая производственная линия
В листогибочный пресс вставляется автоматический листогибочный механический рычаг и механизм перемещения.
С помощью телефонного APP можно также удаленно контролировать производственную ситуацию.
Производство на заказ
Гибкое программирование параметров угла гибки позволяет достичь мелкосерийного производства по индивидуальным заказам.
Алгоритм искусственного интеллекта повышает эффективность кормления.
Контроль загрязнения окружающей среды
Система пылеудаления очищает рабочую зону и создает благоприятные условия для работы оператора.
VII. Вопросы и ответы
Каковы золотые правила эксплуатации листогибочного пресса?
Используйте средства индивидуальной защиты, такие как перчатки и защитные очки.
Оператор не должен носить свободную одежду, часы и кольца во избежание их затягивания в опасные зоны.
Никогда не позволяйте машине работать без руководства. Две руки должны находиться на расстоянии от всех движущихся частей, например, от плунжера.
В чем разница между штамповочным и листогибочным прессом?
Если необходимо изготовить заготовку с несколькими отверстиями, то идеальным выбором будет пробивной пресс.
Листогибочный пресс подходит для гибки листового металла или изготовления таких форм, как коробки и трубы.
Несмотря на то, что штамповочный пресс является широко распространенным оборудованием, листогибочный пресс по-прежнему остается незаменимым инструментом при изготовлении металлоконструкций.
VIII. Заключение
Как видно из приведенного выше описания, мы просто представили определение листогибочного пресса, принцип работы, методы, типы, безопасность и т.д.
В будущем, с развитием промышленных сетей и искусственного интеллекта, листогибочный пресс сможет достичь автоматического производства и персонализированной настройки.
В то же время новые материалы и процессы выведут отрасль на более интеллектуальный и экологичный путь.
Если вы хотите узнать больше о листогибочном прессе ADH, добро пожаловать на сайт просмотрите наш официальный сайт для проверки параметров продукта или обратитесь к нашему продавцу-консультанту.
Мы можем предложить вам комплексную технологическую поддержку и лучший индивидуальный сервис.
Мы уверены, что сотрудничество с нашей компанией поможет вашему производству листогибочных машин подняться на новую ступень.




