I. Introdução
Definição
O freio de imprensa é uma máquina utilizada para o fabrico de chapas metálicas. Pode realizar a dobragem de chapa metálica através de dobragem por matriz.
Evolução
A prensa dobradeira inicial é operada por trabalho manual para dobrar a chapa metálica.
Na década de 1930, surgiu a prensa dobradeira hidráulica, que substituiu a operação humana e melhorou significativamente a eficiência da produção.
Nos anos 80, a tecnologia CNC foi aplicada à prensa dobradeira.
A prensa dobradeira CNC é controlada por um computador, que pode realizar o controlo automático do programa de dobragem, a ligação ao sistema CAD/CAM e a proteção sem vigilância. Isto simboliza a evolução do travão de prensa para uma produção inteligente.
No século XXI, a prensa dobradeira entra no período de fabrico inteligente.
Pode conseguir uma personalização através da tecnologia de inteligência artificial que optimiza os parâmetros do tubo de curvatura, oferecendo assim um serviço inteligente mais eficiente aos utilizadores.
II. Tipos de travões de prensa
Prensa manual
O travão de prensa manual é também designado por travão de chapa metálica, o tipo mais comum de travão.
A máquina requer o ajuste manual do tamanho e do ângulo de curvatura durante o corte, mais adequado para o tamanho e o ângulo de curvatura da produção em massa.
A prensa dobradeira manual contém principalmente uma bancada de trabalho, suportes e talas.
A bancada de trabalho também é instalada nas prateleiras de suporte, o suporte é constituído por uma base e uma placa de pressão.
A prensa dobradeira manual é mais complexa do que outros tipos de prensas dobradeiras.
Assim, só pode processar a produção em massa depois de verificar o tamanho e o ângulo de curvatura.
Depois de terminar um lote de massa de produção, o operador precisa de ajustar o tamanho e o ângulo para a produção contínua.
Prensa hidráulica
A prensa dobradeira hidráulica utiliza os dois cilindros hidráulicos e permite um maior controlo e um curso consistente.
De acordo com a classificação síncrona, as prensas dobradeiras hidráulicas podem ser divididas em prensas dobradeiras síncronas de binário, prensas dobradeiras híbridas e prensas dobradeiras síncronas electro-hidráulicas.
De acordo com a classificação do movimento, o travão de prensa pode ser dividido em travão de prensa para cima e travão de prensa para baixo.
A prensa dobradeira contém suportes, uma bancada de trabalho e uma tala.
A bancada de trabalho é colocada sobre os suportes e é constituída por uma base e uma placa de pressão.
A base é composta por uma caixa, uma bobina e uma tampa, que estão ligadas por dobradiças e placas.
A bobina é colocada na ranhura da caixa e a parte superior da ranhura é coberta com uma tampa.
Travão de Prensa CNC
O Travão de prensa CNC apresenta a mais elevada precisão e capacidade personalizada e utiliza tecnologia informática para controlar a precisão e melhorar a eficiência.
É composto por quadros, aríete, uma bancada de trabalho, um cilindro de óleo e um sistema servo, um sistema de deteção de posição, um controlador CNC e um sistema de controlo elétrico.
A prensa dobradeira CNC realiza a dobragem controlando os cursos do êmbolo e o calibre traseiro.
Ao utilizar a prensa dobradeira CNC, o operador só precisa de introduzir a quantidade necessária da peça de trabalho e cada passo do ângulo de dobragem.
A máquina pode terminar a dobragem de acordo com os seus procedimentos de configuração no controlador.
A prensa dobradeira CNC avançada adopta principalmente um sistema servo de água e eletricidade e uma escala linear para formar um controlo de circuito fechado.
Possui uma elevada precisão de controlo, precisão de dobragem e precisão de reposicionamento.
A operação é flexível, o que pode alcançar a dobragem de placas extra longas da máquina de dobragem em tandem e a produção de peças curtas da prensa dobradeira comum, o que pode não só melhorar a utilidade da prensa dobradeira, mas também diminuir o consumo.
III. Princípio de funcionamento
O princípio de funcionamento da prensa dobradeira consiste em utilizar punções e matrizes de ajuste de ângulos pré-determinados para fazer com que o metal seja dobrado e cortado em várias formas e formatos.
Papel do punção e da matriz
O punção e a matriz são componentes essenciais para obter uma dobragem pré-determinada. O punção é utilizado para exercer pressão e pressiona a chapa metálica contra a matriz, obtendo-se assim os resultados de quinagem pretendidos.
A forma e o tamanho da matriz determinam a forma e o tamanho dos produtos finais.
O operador pode controlar o grau de curvatura e a direção com precisão, realizando várias tarefas de fabrico de metal.
Tonelagem
À medida que a tonelagem aumentava, o comprimento de dobragem podia ser o mais longo para dobrar chapas metálicas.
Por exemplo, se tiver uma máquina com 14 polegadas de comprimento de dobragem, qualquer chapa metálica com mais de 14 polegadas é impossível de ser produzida pela máquina.
De acordo com a espessura e o tamanho da aplicação e do material, é necessária uma máquina com diferentes tonelagens e comprimentos de dobragem.
Estes factores são primordiais porque é benéfico verificar a restrição de carga da prensa dobradeira - limites em toneladas por polegada.
IV. Processos e técnicas de quinagem
Moeda
O operador utiliza a prensa dobradeira com o punção e as matrizes para dobrar o metal num ângulo específico.
Neste processo, toda a peça de trabalho é colocada sob a circunstância de toda a tonelagem.
A cunhagem exige que cada dobra seja a mesma, independentemente do número de peças a produzir.
A chapa metálica é colocada horizontalmente na parte superior da matriz.
O metal é comprimido em alta tonelagem entre o punção e a matriz para gerar um ângulo de curvatura preciso.
O molde apresenta ângulos obtusos, agudos e rectos. Qualquer que seja o ângulo escolhido pelo molde, a chapa metálica será dobrada com precisão.
A cunhagem pode alcançar sempre uma dobragem precisa e consistente.
A cunhagem requer a maior tonelagem em métodos de dobragem, que é normalmente 3 vezes e 5 vezes superior a outros métodos de dobragem.
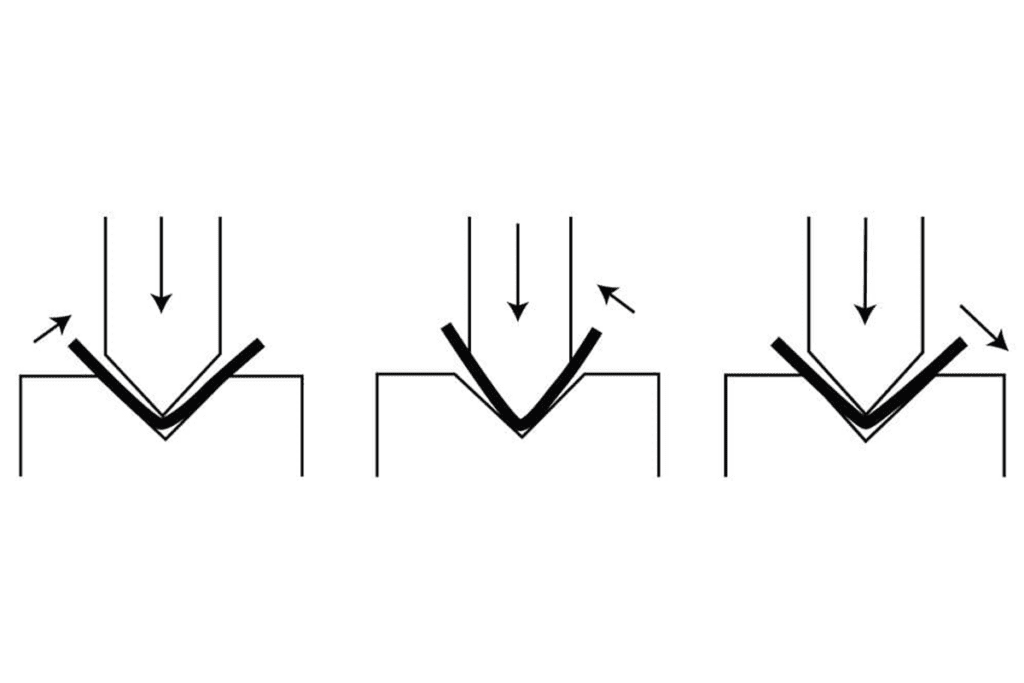
Dobragem por Ar
O princípio de funcionamento da curvatura a ar consiste em forçar os materiais para dentro da matriz, de modo a obter o ângulo necessário.
E há uma pequena mola de compensação de material.
Ao mesmo tempo, o mesmo conjunto de ferramentas pode ser utilizado para terminar diferentes ângulos de curvatura. Trata-se de uma vantagem económica.
A espessura da dobra, a duplicidade, a dureza e o retorno da mola determinam o ângulo do punção e da matriz.
Devido à sua flexibilidade, este método pode melhorar a precisão.
No entanto, necessita de uma máquina de posicionamento preciso e de ferramentas de retificação para ser bem sucedida. A tonelagem exigida pela dobragem a ar é menor.
A matriz só toca na ponta do punção e nos lados da matriz.
O ângulo de curvatura é determinado pela distância em que o punção desce para as matrizes.
Quanto mais o punção descer, mais agudo será o ângulo de flexão.
Devido ao facto de o curso do carro determinar o ângulo de curvatura, uma simples matriz com 85° pode atingir muitos ângulos.
No entanto, o ângulo de curvatura não é igual ou inferior ao ângulo do punção e da matriz.
A tonelagem na dobragem por ar é inferior à da cunhagem.
Tal como na dobragem por baixo, a dobragem por ar também produz retorno elástico, pelo que é necessário dobrar o material num ângulo mais agudo para obter a dobragem pretendida.
Dobragem do fundo
A flexão de fundo é também designada por "bottoming out".
A tonelagem necessária para o dobramento por baixo é inferior à do cunhamento e superior à do dobramento por ar.
O metal será empurrado para o molde em forma de V para ser dobrado.
Na dobragem por baixo, a chapa metálica é colocada horizontalmente e o punção superior e a matriz serão ligados na parte superior e inferior da peça de trabalho com a tonelagem mais pequena, pelo que o material é tocado com a ponta do punção e os lados do v-grooving.
É diferente da cunhagem porque o punção e o cunho não tocam completamente no metal.
O metal experimenta uma mola de retorno e, após a dobragem, solta-se num ângulo mais amplo.
Diferentes materiais e espessuras reagem de forma diferente ao retorno elástico, pelo que o operador da máquina deve conhecer bem as propriedades distintivas de cada metal.
Factores que influenciam a escolha das técnicas de dobragem
É necessário ter em conta muitos factores para escolher a tecnologia de dobragem adequada.
Em primeiro lugar, os tipos e a espessura do material afectam diretamente o grau de flexão e a força necessária.
Em segundo lugar, a precisão e a produção exigidas são também o fator-chave. A dobragem por ar é adequada para uma produção rápida e de baixo custo, enquanto a dobragem por baixo e a cunhagem são mais adequadas para uma maior precisão e produção em grande escala.
Por último, o custo e a manutenção do equipamento são também um fator incontornável. Diferentes bases de dobragem necessitam de diferentes níveis de investimento e de manutenção.
Aplicações
A tecnologia de dobragem é amplamente aplicada em muitas indústrias, incluindo a automóvel, a aeroespacial, a da construção e a dos electrodomésticos.
No sector automóvel, a dobragem por baixo e a cunhagem são utilizadas para fabricar componentes automóveis complexos e de alta densidade.
Na indústria aeroespacial, a dobragem por ar é amplamente adoptada devido à sua elevada eficiência e flexibilidade.
A indústria da construção utiliza estas tecnologias para fabricar aço estrutural e outros materiais de construção, assegurando a resistência e a segurança do edifício.
V. Componentes e funcionamento da prensa dobradeira
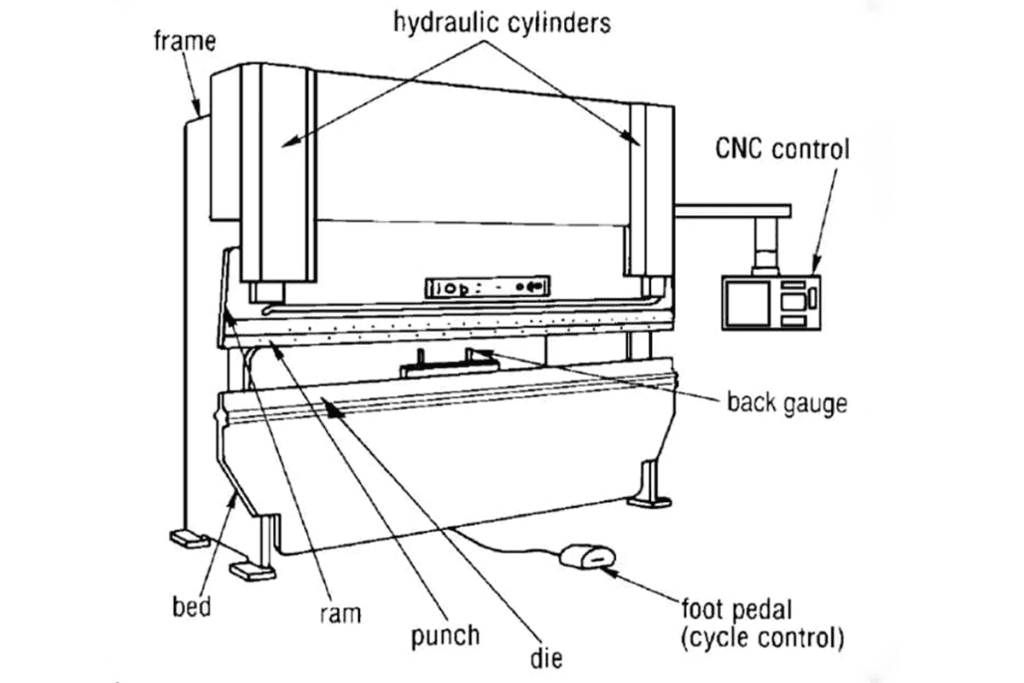
A prensa dobradeira é composta principalmente pelas seguintes partes:
Ram
O cilindro é um dos principais componentes da prensa dobradeira e possui movimento vertical.
É utilizado para fazer descer o punção para dobrar o material.
Soco
O punção está em contacto direto com os materiais a fabricar e é responsável pela operação de dobragem.
A forma e o tamanho do punção afectam o ângulo de flexão e o rádio.
A escolha do punção adequado é determinada de acordo com o tipo de material, a espessura e o ângulo de curvatura necessário.
Morrer
A matriz é normalmente fixada na parte inferior da prensa dobradeira e pode colaborar com o punção para terminar a operação de dobragem.
O desenho da matriz determina o ângulo de curvatura e a forma.
O material é colocado na ferramenta e pode ser pressionado pelo punção, forçando o material a ser dobrado na forma pretendida.
O funcionamento de uma prensa dobradeira envolve várias etapas:
Em primeiro lugar, o material a ser dobrado deve ser colocado na matriz.
Em seguida, o punção deve ser descido sobre o material, que pode ser dobrado pela força exercida.
A quantidade de força exercida é determinada por vários factores, a espessura e os tipos de materiais a dobrar e o ângulo de dobragem necessário.
VI. Segurança e eficiência
Proteção de segurança
A prensa dobradeira está equipada com um sensor de escala linear. Quando detecta o pessoal, pára imediatamente.
Recolha instantânea de dados e ajuste de parâmetros
A prensa dobradeira pode monitorizar instantaneamente dados como a força de flexão e o ângulo de flexão, e recolher a disciplina de flexão do material.
Pode ajustar ligeiramente os parâmetros de acordo com a diferença real para melhorar a qualidade dos produtos.
Linha de produção automática
A prensa dobradeira está equipada com um braço mecânico e um mecanismo de manuseamento automático da placa.
A APP do telemóvel também pode monitorizar remotamente a situação da produção.
Produção personalizada
A programação flexível dos parâmetros do ângulo de flexão e a produção personalizada em pequena escala.
O algoritmo de inteligência artificial melhora a eficiência da alimentação.
Controlo da poluição
O sistema de extração de poeiras limpa a área de trabalho e cria um ambiente de trabalho agradável para os operadores.
VII. Perguntas frequentes
Quais são as regras de ouro da operação da prensa dobradeira?
Usar equipamento de proteção individual, como luvas e óculos de proteção.
O operador não deve usar roupas largas, relógios e anéis, para evitar que seja puxado para zonas perigosas.
Nunca deixar a máquina funcionar sem orientação. As duas mãos devem manter-se afastadas de todas as partes móveis, como o aríete.
Qual é a diferença entre uma prensa de punção e uma prensa dobradeira?
Se pretender produzir uma peça de trabalho com vários furos, a prensa de punção será a sua escolha ideal.
A prensa dobradeira é adequada para dobrar chapas ou fazer formas como caixas e tubos.
Embora a prensa de punção seja uma máquina muito difundida, a prensa dobradeira continua a ser uma ferramenta indispensável para o fabrico de metais.
VIII. Conclusão
Como se pode ver acima, apresentamos simplesmente a definição de travão de prensa, o princípio de funcionamento, as técnicas, os tipos, a segurança, etc.
No futuro, com o desenvolvimento das redes industriais e da inteligência artificial, o travão de prensa pode alcançar a produção automática e a personalização.
Ao mesmo tempo, novos materiais e processos conduzirão esta indústria a um caminho mais inteligente e ecológico.
Se quiser saber mais sobre a prensa dobradeira ADH, seja bem-vindo ao navegar no nosso sítio Web oficial para verificar os parâmetros do produto ou consultar o nosso consultor de vendas.
Podemos oferecer-lhe um apoio tecnológico abrangente e o melhor serviço personalizado.
Acreditamos que a colaboração com a nossa empresa pode ajudar a produção de travão de prensa da sua empresa a dar um novo passo.




