I. Einleitung
Definition
Die Abkantpresse ist eine Maschine, die für die Herstellung von Blechen verwendet wird. Sie kann Bleche durch Gesenkbiegen biegen.
Entwicklung
Die erste Abkantpresse wird mit Handarbeit betrieben, um das Blech zu biegen.
In den 1930er Jahren kam die hydraulische Abkantpresse auf den Markt, die die menschliche Bedienung ersetzte und die Produktionseffizienz erheblich verbesserte.
In den 1980er Jahren wurde die CNC-Technologie auf die Abkantpresse übertragen.
Die CNC-Abkantpresse wird von einem Computer gesteuert, der eine automatische Programmsteuerung der Biegung, eine Verbindung zum CAD/CAM-System und eine unbeaufsichtigte Überwachung ermöglicht. Dies symbolisiert die Entwicklung der Abkantpresse zur intelligenten Produktion.
Im 21. Jahrhundert tritt die Abkantpresse in das Zeitalter der intelligenten Fertigung ein.
Es kann durch künstliche intelligente Technologie, die die Parameter der gebogenen Rohre optimiert, eine personalisierte Anpassung erreichen und somit einen effizienteren intelligenten Service für die Benutzer bieten.
II. Arten von Abkantpressen
Manuelle Abkantpresse
Die manuelle Abkantpresse wird auch als Blechpresse bezeichnet und ist die häufigste Art von Abkantpresse.
Die Maschine erfordert eine manuelle Einstellung der Biegegröße und des Biegewinkels beim Schneiden und eignet sich am besten für die Biegegröße und den Biegewinkel der Massenproduktion.
Die manuelle Abkantpresse besteht hauptsächlich aus einer Werkbank, Stützen und Schienen.
Die Werkbank wird ebenfalls auf den tragenden Regalböden montiert, die Auflage besteht aus einem Sockel und einer Druckplatte.
Die manuelle Abkantpresse ist komplexer als andere Arten von Abkantpressen.
Daher kann die Massenproduktion erst nach Überprüfung der Biegegröße und des Biegewinkels erfolgen.
Nach der Fertigstellung einer Charge muss der Bediener die Größe und den Winkel für die kontinuierliche Produktion anpassen.
Hydraulische Abkantpresse
Die hydraulische Abkantpresse nutzt die beiden Hydraulikzylinder und ermöglicht eine bessere Kontrolle und einen gleichmäßigen Hub.
Nach der Klassifizierung der Synchronität können hydraulische Abkantpressen in Drehmoment-Synchron-Abkantpressen, Hybrid-Abkantpressen und elektrohydraulische Synchron-Abkantpressen unterteilt werden.
Nach der Klassifizierung der Bewegung kann die Abkantpresse in Aufwärts- und Abwärtsabkantpresse unterteilt werden.
Die Abkantpresse enthält Stützen, eine Werkbank und eine Schiene.
Die Werkbank wird auf die Stützen gestellt und besteht aus einem Sockel und einer Druckplatte.
Die Basis besteht aus einem Gehäuse, einer Spule und einem Deckel, die durch Scharniere und Platten miteinander verbunden sind.
Die Spule wird in die Nut des Gehäuses eingesetzt, und die Oberseite der Nut wird mit einem Deckel abgedeckt.
CNC-Abkantpresse
Die CNC-Abkantpresse zeichnet sich durch höchste Präzision und Anpassungsfähigkeit aus und nutzt die Computertechnologie zur Kontrolle der Genauigkeit und zur Verbesserung der Effizienz.
Sie besteht aus einem Rahmen, einem Stößel, einer Werkbank, einem Ölzylinder und einem Servosystem, einem Positionserkennungssystem, einer CNC-Steuerung und einem elektrischen Steuerungssystem.
Die CNC-Abkantpresse erreicht die Biegung durch die Steuerung der Stößelhübe und des Hinteranschlags.
Bei der Verwendung der CNC-Abkantpresse muss der Bediener nur die gewünschte Menge des Werkstücks und jeden Schritt des Biegewinkels eingeben.
Die Maschine kann die Biegung entsprechend den von Ihnen in der Steuerung vorgenommenen Einstellungen beenden.
Die fortschrittliche CNC-Abkantpresse verwendet hauptsächlich ein Wasser- und Elektrizitätsservosystem und einen linearen Maßstab, um einen geschlossenen Regelkreis zu bilden.
Sie zeichnet sich durch eine hohe Kontrollpräzision, Biegepräzision und Repositionierungspräzision aus.
Die Bedienung ist flexibel, so dass die Tandem-Biegemaschine extra lange Bleche biegen kann und die herkömmliche Abkantpresse kurze Werkstücke produzieren kann, was nicht nur den Nutzen der Abkantpresse verbessert, sondern auch den Verbrauch senkt.
III. Arbeitsprinzip
Das Arbeitsprinzip der Abkantpresse besteht darin, mit Hilfe von Stempeln und Matrizen, die einen bestimmten Winkel einstellen, Metall zu biegen und in verschiedene Formen zu schneiden.
Die Rolle des Stanzens und Ziehens
Der Stempel und die Matrize sind die Schlüsselkomponenten, um die vorgegebene Biegung zu erreichen. Der Stempel übt Druck aus und presst das Blech in die Matrize, wodurch die gewünschte Biegung entsteht.
Die Form und Größe der Matrize bestimmen die Form und Größe der Endprodukte.
Der Bediener kann den Biegegrad und die Biegerichtung präzise steuern und so eine Vielzahl von Metallbearbeitungsaufgaben erfüllen.
Tonnage
Mit zunehmender Tonnage konnte die Biegelänge die längste zum Biegen von Blechen sein.
Wenn Sie zum Beispiel eine Maschine mit einer Biegelänge von 14 Zoll haben, kann die Maschine keine Bleche über 14 Zoll herstellen.
Je nach Dicke und Größe der Anwendung und des Materials wird eine Maschine mit unterschiedlicher Tonnage und Biegelänge benötigt.
Diese Faktoren sind von größter Bedeutung, da es vorteilhaft ist, die Belastungsgrenze der Abkantpresse zu überprüfen - die Grenzen in Tonnen pro Zoll.
IV. Biegeverfahren und -techniken
Prägung
Der Bediener verwendet die Abkantpresse mit dem Stempel und den Matrizen, um das Metall in einem bestimmten Winkel zu biegen.
Bei diesem Verfahren wird das gesamte Werkstück unter den Einfluss der gesamten Tonnage gestellt.
Bei der Prägung muss jede Biegung gleich sein, unabhängig davon, wie viele Stücke hergestellt werden müssen.
Das Blech wird waagerecht auf die Oberseite der Matrize gelegt.
Das Metall wird mit hoher Tonnage zwischen dem Stempel und der Matrize zusammengedrückt, um einen präzisen Biegewinkel zu erzeugen.
Die Matrize bietet stumpfe, spitze und rechte Winkel. Unabhängig davon, welchen Winkel die Matrize wählt, wird das Metallblech genau in diesem Winkel gebogen.
Durch die Prägung kann jedes Mal eine genaue und gleichmäßige Biegung erreicht werden.
Das Prägen erfordert die größte Tonnage bei den Biegeverfahren, die in der Regel das 3- bis 5-fache der anderen Biegeverfahren beträgt.
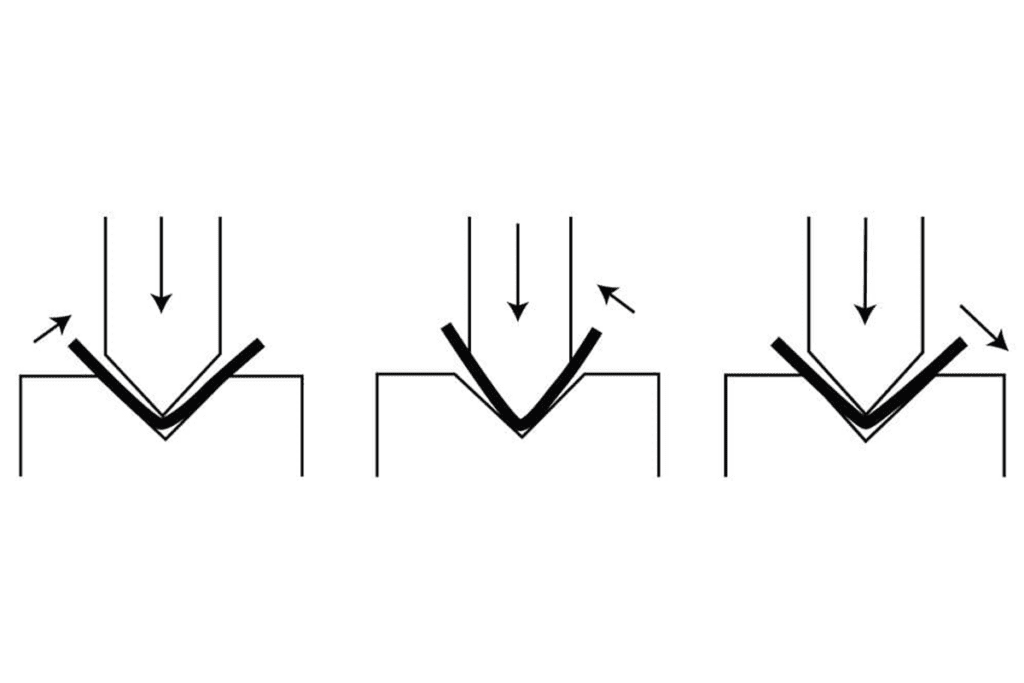
Air Bending
Das Funktionsprinzip des Luftbiegens besteht darin, das Material in die Matrize zu drücken, um den gewünschten Winkel zu erreichen.
Und es gibt eine kleine Materialausgleichsrückfederung.
Gleichzeitig kann ein und derselbe Werkzeugsatz für die Bearbeitung verschiedener Biegewinkel verwendet werden. Dies ist ein wirtschaftlicher Vorteil.
Die Biegedicke, die Duplizität, die Härte und die Rückfederung bestimmen den Winkel von Stempel und Matrize.
Dank ihrer Flexibilität kann diese Methode die Genauigkeit verbessern.
Um erfolgreich zu sein, sind jedoch eine präzise Positioniermaschine und Schleifwerkzeuge erforderlich. Die für das Luftbiegen erforderliche Tonnage ist geringer.
Die Matrize berührt nur die Spitze des Stempels und die Seiten der Matrize.
Der Biegewinkel wird durch den Abstand bestimmt, in dem der Stempel in die Matrize eintaucht.
Je weiter der Stempel nach unten geht, desto größer wird der Biegewinkel.
Da der Stößelhub den Biegewinkel bestimmt, kann eine einfache Matrize mit 85° viele Winkel erreichen.
Der Biegewinkel ist jedoch nicht gleich oder kleiner als der Winkel von Stempel und Matrize.
Die Tonnage beim Luftbiegen ist geringer als beim Prägen.
Genau wie beim Biegen von unten entsteht auch beim Luftbiegen eine Rückfederung, so dass Sie das Material in einem spitzeren Winkel biegen müssen, um die gewünschte Biegung zu erreichen.
Biegen des Bodens
Bottom-Bending wird auch als "Bottoming-out" bezeichnet.
Die für das Bodenbiegen erforderliche Tonnage ist geringer als beim Prägen und höher als beim Luftbiegen.
Das Metall wird zum Biegen in die v-förmige Matrize gedrückt.
Beim unteren Biegen wird das Blech horizontal platziert, und der obere Stempel und die Matrize werden bei der kleinsten Tonnage oben und unten mit dem Werkstück verbunden, so dass das Material mit der Spitze des Stempels und den Seiten des V-Rillens berührt wird.
Sie unterscheidet sich von der Münzprägung, weil Stempel und Matrize das Metall nicht vollständig berühren.
Das Metall wird zurückfedern und sich nach dem Biegen in einem größeren Winkel lösen.
Verschiedene Werkstoffe und Dicken reagieren unterschiedlich auf die Rückfederung, so dass der Maschinenbediener die besonderen Eigenschaften der einzelnen Metalle genau kennen muss.
Faktoren, die die Wahl der Biegetechniken beeinflussen
Bei der Wahl der richtigen Biegetechnik müssen viele Faktoren berücksichtigt werden.
Erstens wirken sich die Art und Dicke des Materials direkt auf den Biegegrad und die erforderliche Kraft aus.
Zweitens sind auch die erforderliche Präzision und die Produktion der Schlüsselfaktor. So eignet sich das Luftbiegen für eine schnelle, kostengünstige Produktion, während das Bodenbiegen und Prägen eher für eine höhere Präzision und Massenproduktion geeignet sind.
Schließlich sind auch die Kosten und die Wartung der Ausrüstung ein nicht zu unterschätzender Faktor. Unterschiedliche Biegegrundlagen erfordern unterschiedliche Investitions- und Wartungskosten.
Anwendungen
Die Biegetechnik findet in vielen Branchen Anwendung, unter anderem im Automobilbau, in der Luft- und Raumfahrt, im Bauwesen und bei Haushaltsgeräten.
Im Automobilbereich werden das Bodenbiegen und das Prägen zur Herstellung komplizierter und hochdichter Fahrzeugteile verwendet.
In der Luft- und Raumfahrtindustrie ist das Luftbiegen aufgrund seiner hohen Effizienz und Flexibilität weit verbreitet.
Die Bauindustrie nutzt diese Technologien zur Herstellung von Baustahl und anderen Baumaterialien, um die Festigkeit und Sicherheit des Gebäudes zu gewährleisten.
V. Komponenten der Abkantpresse und Betrieb
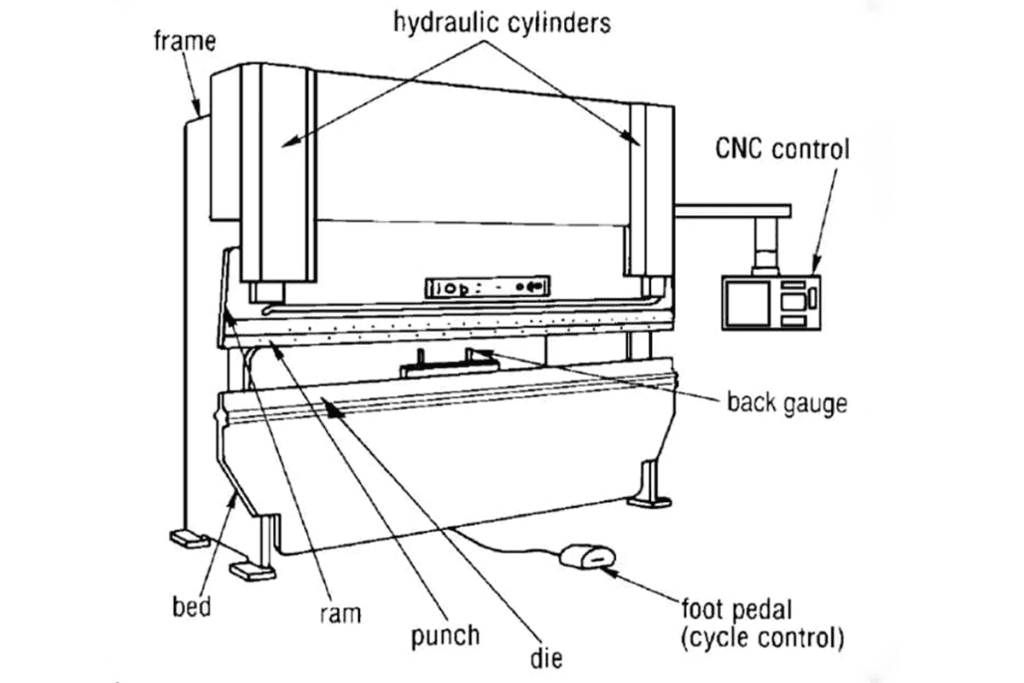
Die Abkantpresse besteht hauptsächlich aus den folgenden Teilen:
Ram
Der Stößel ist eines der Kernstücke der Abkantpresse und verfügt über eine vertikale Bewegung.
Er wird verwendet, um den Stempel nach unten zu treiben und das Material zu biegen.
Stanzen
Der Stempel steht in direktem Kontakt mit den zu bearbeitenden Materialien und ist für den Biegevorgang verantwortlich.
Die Form und Größe des Stempels beeinflussen den Biegewinkel und das Radium.
Die Wahl des richtigen Stempels hängt von der Art des Materials, der Dicke und dem gewünschten Biegewinkel ab.
Die
Die Matrize ist in der Regel an der Unterseite der Abkantpresse befestigt und kann mit dem Stempel zusammenarbeiten, um den Biegevorgang zu beenden.
Die Konstruktion der Matrize bestimmt den Biegewinkel und die Form.
Das Material wird auf das Werkzeug gelegt und kann durch den Stempel gepresst werden, so dass das Material in die gewünschte Form gebogen wird.
Der Betrieb einer Abkantpresse umfasst mehrere Schritte:
Zunächst sollte das zu biegende Material auf die Matrize gelegt werden.
Dann sollte der Stempel auf das Material herabgelassen werden, das durch die ausgeübte Kraft gebogen werden kann.
Die Höhe der ausgeübten Kraft hängt von mehreren Faktoren ab, von der Dicke und der Art der zu biegenden Materialien sowie vom erforderlichen Biegewinkel.
VI. Sicherheit und Effizienz
Schutz der Sicherheit
Die Abkantpresse ist mit einem linearen Maßstabssensor ausgestattet. Sobald sie das Personal erkennt, wird sie sofort angehalten.
Sofortige Datenerfassung und Parameteranpassung
Die Abkantpresse kann Daten wie die Biegekraft und den Biegewinkel sofort überwachen und die Biegedisziplin des Materials erfassen.
Es kann die Parameter entsprechend dem tatsächlichen Unterschied leicht anpassen, um die Qualität der Produkte zu verbessern.
Automatische Produktionslinie
Die Abkantpresse ist mit einem automatischen mechanischen Plattenarm und einem Handhabungsmechanismus ausgestattet.
Die Telefon-APP kann auch die Produktionssituation aus der Ferne überwachen.
Kundenspezifische Produktion
Das flexible Programm die Parameter der Biegewinkel, und erreichen kleinen Maßstab kundenspezifische Produktion.
Der Algorithmus der künstlichen Intelligenz verbessert die Fütterungseffizienz.
Kontrolle der Umweltverschmutzung
Das Staubabsaugsystem reinigt den Arbeitsbereich und schafft eine angenehme Arbeitsumgebung für die Bediener.
VII. FAQs
Was sind die goldenen Regeln für den Betrieb einer Abkantpresse?
Tragen Sie persönliche Schutzausrüstung wie Handschuhe und Schutzbrille.
Der Bediener darf keine losen Kleidungsstücke, Uhren und Ringe tragen, um zu verhindern, dass er in gefährliche Bereiche gezogen wird.
Lassen Sie die Maschine niemals ohne Führung arbeiten. Zwei Hände sollten von allen beweglichen Teilen, wie z. B. dem Stempel, ferngehalten werden.
Was ist der Unterschied zwischen einer Stanzpresse und einer Abkantpresse?
Wenn Sie ein Werkstück mit mehreren Löchern herstellen wollen, ist die Stanzpresse die ideale Wahl.
Die Abkantpresse eignet sich zum Biegen von Blechen oder zur Herstellung von Formen wie Schachteln und Rohren.
Obwohl die Stanzpresse eine weit verbreitete Maschine ist, ist die Abkantpresse nach wie vor ein unverzichtbares Werkzeug für die Metallverarbeitung.
VIII. Schlussfolgerung
Wie Sie oben sehen können, stellen wir einfach die Definition der Abkantpresse, das Arbeitsprinzip, Techniken, Typen, Sicherheit usw. vor.
Mit der Entwicklung von Industrienetzwerken und künstlicher Intelligenz kann die Abkantpresse in Zukunft eine automatische Produktion und personalisierte Anpassung erreichen.
Gleichzeitig werden neue Materialien und Verfahren diese Industrie auf einen intelligenteren und grüneren Weg führen.
Wenn Sie mehr über die ADH-Abkantpresse erfahren möchten, besuchen Sie bitte Besuchen Sie unsere offizielle Website um die Produktparameter zu überprüfen oder konsultieren Sie unseren Verkaufsberater.
Wir bieten Ihnen umfassende technische Unterstützung und den besten individuellen Service.
Wir sind davon überzeugt, dass die Zusammenarbeit mit unserem Unternehmen die Produktion von Abkantpressen in Ihrem Unternehmen auf eine neue Stufe heben kann.




