I. Introduction
Definition
The press brake is a machine used for sheet metal fabrication. It can achieve sheet metal bending through die bending.
Evolution
The initial press brake is operated by manual labor to bend the metal sheet.
In the 1930s, the hydraulic press brake came into view, replacing human operation while significantly improving production efficiency.
In the 1980s, CNC technology was applied to the press brake.
The CNC press brake is controlled by a computer, which can achieve automatic program controlling the bending, connection to the CAD/CAM system, and unattended guarding. This symbolizes the press brake evolution into intelligent production.
In the 21st, the press brake delves into the intelligent manufacturing period.
It can achieve personalized customization through artificial intelligent technology optimizing the bend pipe parameters, thus offering more efficient intelligent service for users.
II. Types of Press Brakes
Manual Press Brake
Manual press brake is also called metal sheet brake, the most common type of brake.
The machine requires adjusting the bending size and angle manually when cutting, most suitable for bending size and angle of mass production.
The manual press brake mainly contains a workbench, supports, and splints.
The workbench is also installed on the supporting shelves, the support consists of a base and a pressure plate.
The manual press brake is more complex than other types of press brakes.
Thus, it can process mass production only after verifying the bending size and bending angle.
After finishing a batch of production mass, the operator needs to adjust the size and angle for continuous production.
Hydraulic Press Brake
The hydraulic press brake utilizes the two hydraulic cylinders and allows for more control and consistent stroke.
According to synchronous classification, hydraulic press brakes can be divided into torque synchronous press brakes, hybrid press brakes, and electro-hydraulic synchronous press brakes.
According to movement classification, the press brake can be divided into upward press brake and downward press brake.
The press brake contains supports, a workbench, and a splint.
The workbench is placed on the supports and consists of a base and pressure plate.
The base is composed of a housing, coil, and cover, which is connected by hinges and plates.
The coil is placed in the groove of the housing, and the top of the groove is covered with a cover.
CNC Press Brake
The CNC press brake features the highest precision and custom ability and utilizes computer technology to control the accuracy and improve efficiency.
It is made up of frames, ram, a workbench, an oil cylinder and servo system, a position detection system, a CNC controller, and an electrical control system.
The CNC press brake achieves bending by controlling the ram strokes and back gauge.
When using the CNC press brake, the operator only needs to input the required amount of the workpiece and each step of the bending angle.
The machine can finish the bending according to your setting procedures in the controller.
The advanced CNC press brake mainly adopts a water and electricity servo system and linear scale to form closed-loop control.
It features high control precision, bending precision, and repositioning precision.
The operation is flexible, which can achieve extra long plate bending of the tandem bending machine and short workpiece production of common press brake, which can not only improve the utility of the press brake but also decrease the consumption.
III. Working Principle
The working principle of the press brake is to use predecided angle setting punch and dies to make metal bent and cut into various shapes and forms.
Role of Punch and Die
The punch and die is a key components to achieve predecided bending. The punch is used to exert pressure and presses the metal sheet into the die, thus the required bending results.
The shape and size of the die determine the shape and size of the final products.
The operator can control the bending degree and direction precisely, achieving multiple metal fabrication tasks.
Tonnage
As the tonnage increased, the bending length could be the longest for bending metal sheets.
For example, if you have a machine with 14 inches of bending length, any sheet metal over 14 inches is impossible for the machine to produce.
According to the thickness and size of the application and material, a machine with different tonnage and bending lengths is required.
These factors are paramount because it is beneficial to verify the loading restriction of the press brake---limits in tons per inch.
IV. Bending Processes and Techniques
Coining
The operator uses the press brake with the punch and dies to bend the metal to a specific angle.
In this process, the whole workpiece is placed under the circumstance of the whole tonnage.
The coining requires each bending to be the same no matter how many pieces require production.
The sheet metal is placed horizontally on the top of the die.
The metal is compressed in high tonnage between the punch and die to generate a precise bending angle.
The die features obtuse, acute, and right angles. No matter what angle the die chooses, the metal sheet will be bent to the angle precisely.
The coining can achieve every time accurate and consistent bending.
Coining requires the biggest tonnage in bending methods, which is usually the 3 times and 5 times of other bending methods.
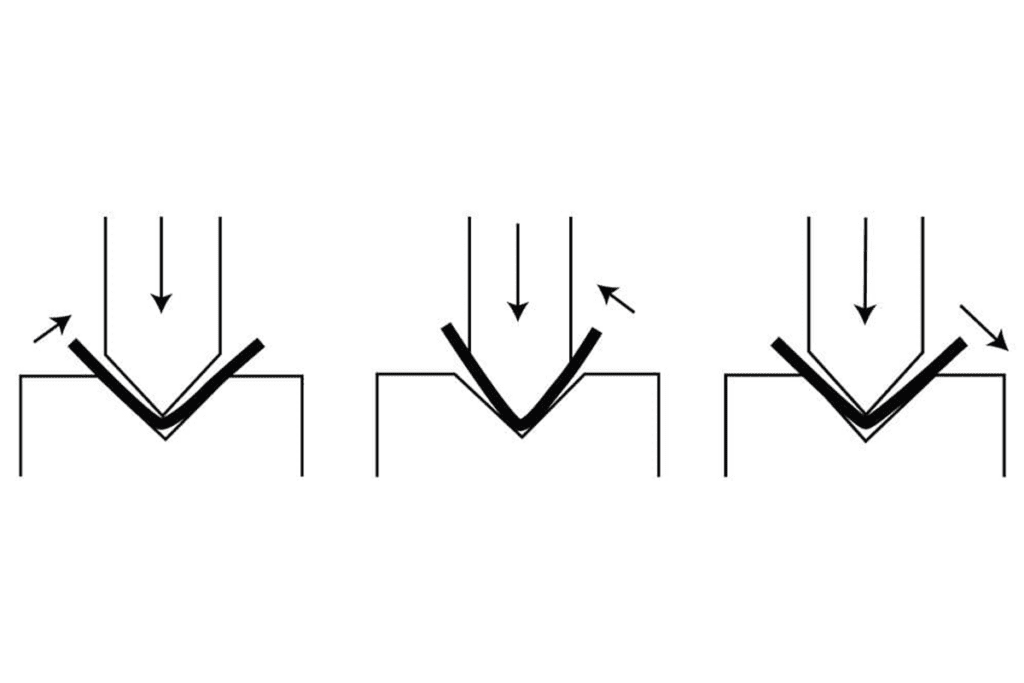
Air Bending
The working principle of air bending is to force materials into the die to achieve the required angle.
And there is a little material compensating spring back.
At the same time, the same set of tools can be used to finish different bending angles. This is an economic benefit.
The bending thickness, duplicity, hardness, and spring back determine the angle of the punch and die.
Owing to its flexibility, this method can improve accuracy.
However, it needs a precise positioning machine and grinding tools to be successful. The tonnage required by air bending is less.
The die only touches the tip of the punch and sides of the die.
The bending angle is determined by the distance where the punch descends into the dies.
The further the punch descends, the more acute the bending angle will be.
Due to the slide stroke determining the bending angle, a simple die with 85°can achieve many angles.
However, the bending angle is not equal to or smaller than the angle of punch and die.
The tonnage in air bending is less than coining.
Just the same as bottom bending, air bending also produces spring back, thus you need to bend the material at a more acute angle to gain your required bend.
Bottom Bending
Bottom bending is also called “bottoming out”.
The tonnage required by bottom bending is less than coining and more than air bending.
The metal will be pushed into the v-shaped die to bend.
In bottom bending, the metal sheet is placed horizontally, and the top punch and die will be connected at the top and bottom of the workpiece at the smallest tonnage, thus the material is touched with the tip of the punch and sides of the v-grooving.
It is different from coining because the punch and die do not completely touch the metal.
The metal experiences spring back, and it will release to a wider angle after bending.
Different materials and thicknesses react differently to spring back, thus the machine operator must know well about each metal’s distinctive properties.
Factors Influencing the Choice of Bending Techniques
Many factors need to be considered to choose the proper bending technology.
Firstly, the types and thickness of the material will directly affect the bending degree and required force.
Secondly, the required precision and production is also the key factor. Such as air bending is suitable for fast, low-cost production, while bottom bending and coining are more suitable for higher precision and mass-scale production.
Finally, the cost and maintenance of equipment are also an unignorable factor. Different bending basics need different levels of investment and maintenance.
Applications
The bending technology is widely applied in many industries, including automotive, aerospace, construction, and home appliances.
In the automotive sphere, bottom bending and coining are used to make intricate and high-density car components.
In the aerospace industry, air bending is widely adopted due to its high efficiency and flexibility.
The construction industry utilizes these technologies to make structural steel and other construction materials, ensuring the strength and safety of the building are ensured.
V. Press Brake Components and Operation
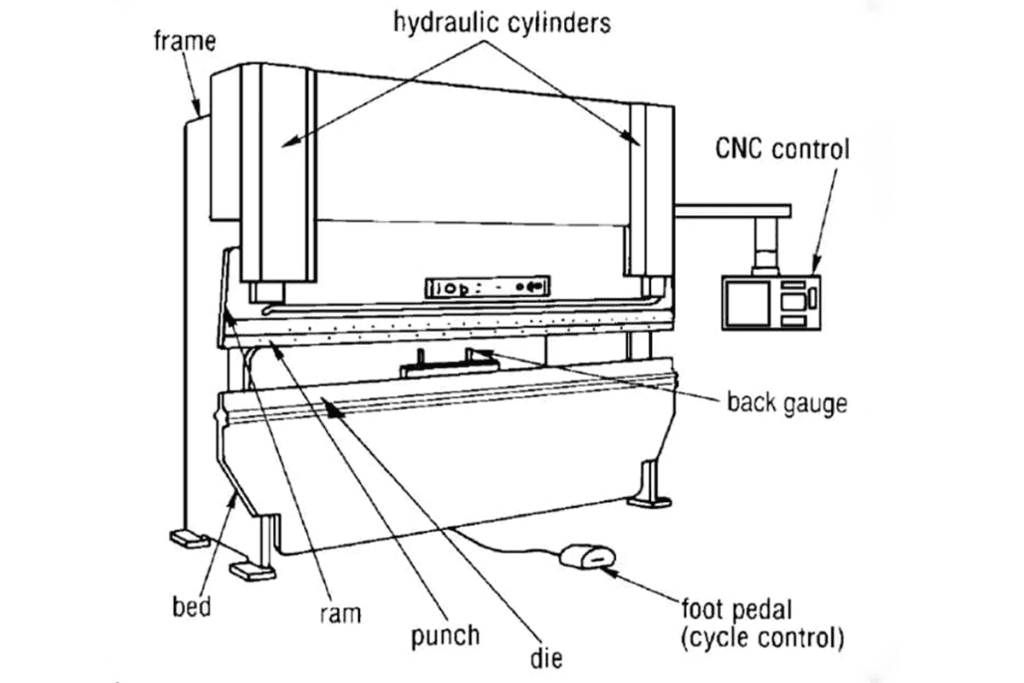
The press brake is mainly composed of the following parts:
Ram
The ram is one of the core components in the press brake and features vertical movement.
It is used to drive the punch to descend to bend the material.
Punch
The punch is in direct contact with the materials to be manufactured and is responsible for the bending operation.
The shape and size of the punch will affect the bending angle and radium.
Choosing the proper punch is determined according to the material type, thickness, and required bending angle.
Die
The die is usually fixed on the bottom of the press brake and can be collaborated with the punch to finish the bending operation.
The design of the die determines the bending angle and shape.
The material is placed on the tooling and can be pressed by the punch, forcing the material to be bent to the required shape.
The operation of a press brake involves several steps:
Firstly, the material to be bent should be placed on the die.
Then, the punch should be descended on the material, which can be bent by the exerting force.
The amount of exerting force is determined by several factors, the thickness and types of the materials being bent, and the required bending angle.
VI. Safety and Efficiency
Safety protection
The press brake is equipped with a linear scale sensor. Once it detects the personnel, it will stop immediately.
Instant data collecting and parameter adjustment
The press brake can monitor data like the bending strength, and bending angle instantly, and collect the material bending discipline.
It can slightly adjust the parameters according to the actual difference to improve the products’ quality.
Automatic production line
The press brake is inserted with an automatic plate mechanical arm and handling mechanism.
The phone APP can also remotely monitor the production situation.
Custom production
The flexible program the parameters of bending angle, and achieve small-scale custom production.
The artificial intelligence algorithm improves feeding efficiency.
Pollution control
The dust extraction system cleans the working area and creates a nice working environment for operators.
VII. FAQs
What are the golden rules of press brake operation?
Wear personal protective equipment, such as gloves and protective goggles.
The operator must not wear loose clothes, watches, and rings in order to prevent them from being pulled into dangerous areas.
Never let the machine operate under no guidance. Two hands should keep away from all moving parts, like the ram.
What is the difference between a punch press and a press brake?
If you want to produce a workpiece with multiple holes, the punch press will be your ideal choice.
The press brake is suitable for bending sheets or making shapes like boxes and pipes.
Although the punch press is a widespread machine, the press brake is still an indispensable tool for metal fabrication.
VIII. Conclusion
As you can see above, we simply introduce the press brake definition, working principle, techniques, types, safety, and so on.
In the future, with the development of industry networks and artificial intelligence, the press brake can achieve automatic production and personalized customization.
At the same time, new materials and processes will lead this industry to a more intelligent and green path.
If you want to know more about the ADH press brake, welcome to browse our official website to check the product parameters or consult our sales consultant.
We can offer you comprehensive technology support and the best custom service.
We believe collaboration with our company can help your company’s press brake production strive to a new step.




