I.简介
金属成型是制造业的基本工艺之一。
它利用各种机械方法将金属原材料加工成各种形状,并为许多行业提供必要的部件。
在金属加工中,主要工艺包括压力制动和冲压。
压力制动器可实现材料的局部弯曲和变形,适用于直板或切片材料。
通过简单的操作,就能制作出理想的弯曲形状。这种方法成本很低,对于简单和单一的零件非常方便。
冲压采用整体成型原理,通过模具同时上下移动,将材料冲压成所需形状。
这将带来更高的精度,实现更复杂的三维建模。不过,成本可能较高。
选择正确的金属成型方式与产品的成功密切相关。
我们的段落旨在对制动和冲压这两种主要的金属成型工艺进行全面比较,为读者选择理想的工艺提供参考。
II.什么是压力制动器

压力制动器是一种用于弯曲金属板的机器。它可以通过将工件夹在匹配的顶冲和底模之间进行弯曲。
折弯过程涉及两个 C 形框架,它们由压力折弯机的侧面组成,可与底部工作台和顶部活动梁连接。
底部模具安装在工作台上,顶部冲头安装在上梁上。
压力制动器主要有两种类型:液压制动器和电子制动器。
液压制动器利用液压缸和液压泵产生的弯曲力。
它由机械装置驱动,能产生可靠的弯曲。
电子压力制动器采用伺服电机和先进的数字控制装置。
它可以提供编程弯曲序列和更高的精度。
压力制动器有多个 优势:
- 高效率压力折弯机:压力折弯机可减少工人的操作时间,提高工作效率。由于机器的自动化程度较高,因此在进行大规模折弯生产时只需进行简单的调整和监控。
- 高精度压力折弯机:压力折弯机可实现高精度折弯操作,显著提高压力折弯机的质量。它在运动过程中具有高速度和高精度定位的特点,从而毫不费力地实现折弯。
- 高度自动化压力机:压力机的特点是自动化程度高,可以实现一个基本操作,从而减轻工人的操作负担。此外,该机器还能自动进行分料、定位、送料、夹紧、折弯、微调、退料、清洗等操作,实现人机协同作业。
- 稳定性强折弯:压力折弯机通过严格的程序实现折弯操作。在生产过程中,由于操作不当和其他原因会产生许多问题,如变形和弯曲角度偏差。大型压力制动器可以快速处理这些问题。
此外,还有一些 缺点:
- 高成本压力制动器:与传统的手工操作和普通机械设备相比,压力制动器价格昂贵。
- 高科技数控压力机:数控压力机需要精英来操作。如果企业不能聘用到合适的工人,工作效率可能无法完全发挥出来。
- 不适合小批量生产:"...... 大型压力闸 是大规模生产而非小规模生产的理想选择。虽然效率可以提高,但生产成本会增加。
- 高难度维修维修:由于压力折弯机结构复杂,维修和保养的难度相对较高。如果部件需要修理,就需要高技术维修人员来处理。否则,设备将无法正常工作。
压力制动器广泛应用于许多制造业。汽车业依靠它来制造车身部件和底盘。
电工制造业依靠它来弯曲金属板柜。
此外,压力制动器还可应用于暖通空调、电子和航空航天行业,用于成型管道系统、外壳和结构部件。
它的灵活性使其成为金属制造领域的多功能解决方案。
III.什么是冲压
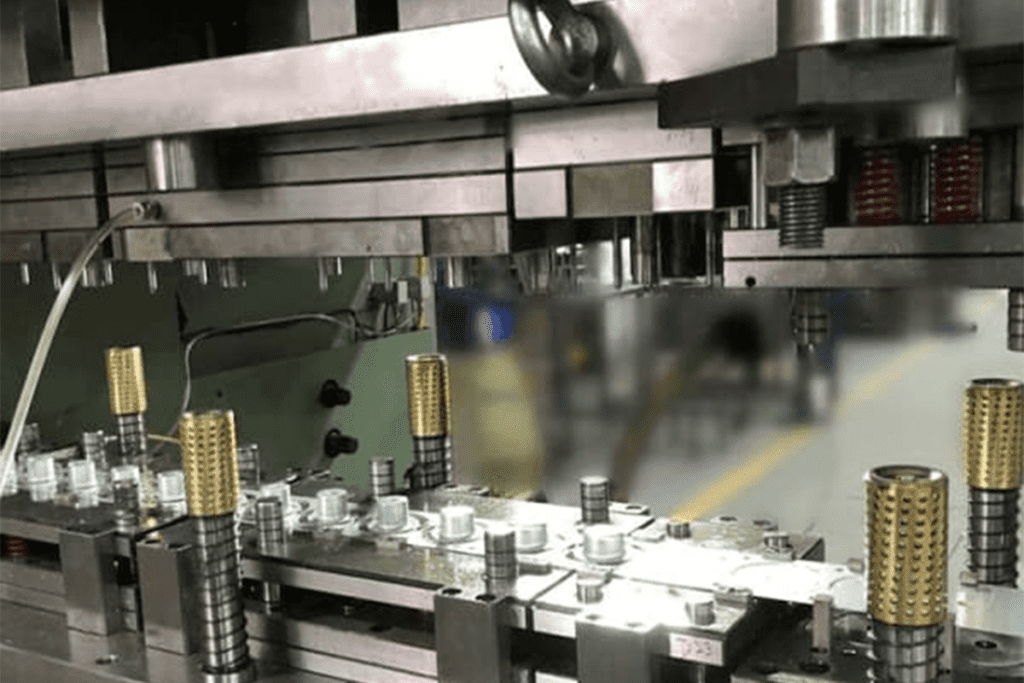
冲压是金属制造中的一个重要工序,指的是通过在上下模具之间加压或 "冲压 "形成金属零件。这涉及到使用冲压机的高速金属成型工艺,冲压机是一种装有模具的机器,用于进行冲压操作。
压力机有多种类型,每种类型都是为特定任务定制的;常见用途如下:
机械压力机冲床:它使用机械飞轮来储存能量并将其转化为冲头,然后在输送到模具时进行操作。
液压机液压压缩机:它使用液压油和一系列液压缸来产生压缩机力。
伺服压力机冲床:这种创新型机器使用伺服电机驱动冲床。它们结合了机械压力机和液压压力机的优点,提供速度和控制。
多年来,金属冲压因其简便易行、经济实惠而被视为最重要的参考工艺,它具有以下优点 优势 具体如下
- 周期短冲压工艺:冲压工艺通常可以完成零件的生产,从而提高工作效率。
- 生成复杂部件金属冲压:金属冲压可生产形状控制要求高的高难度零件,从而满足各种需求。
- 无需熟练操作人员金属冲压:与其他制造工艺相比,金属冲压的自动化程度高,因此不需要高技能的操作人员,从而降低了劳动力成本。
以下是 缺点 的冲压:
- 无法生产长部件金属冲压:金属冲压不能制造长尺寸部件,因为它很容易受到回弹的影响,从而在工件上留下模具残留物和痕迹。
- 模具成本增加冲压模具:当需要多个不同长度的相同型材,而每个尺寸需要不同的冲压模具时,模具的制造成本就会增加。
- 难以改变烫印模式冲压模式:冲压工具一旦设定了冲压模式,就很难灵活改变,这可能会限制生产的多样性。
- 长部件成本高生产工具:生产长件的工具可能比较昂贵。因此,价格会提高。
在应用方面,冲压在许多行业随处可见。汽车业在很大程度上依赖冲压来生产大量统一的部件,如挡泥板、引擎盖和其他面板。电子制造商使用冲压技术制造设备中的复杂部件。即使是日用品,从橱柜工具到金属夹子,都能看到冲压工艺的足迹。
IV.主要区别:压力机与冲压
在金属加工领域,压力制动和冲压各有特点。以下是它们之间的主要区别:
生产量
折弯机压力制动器:这是专门为中低档生产任务而设计的。就其机构和提供的精度而言,压力制动器通常是为特定任务而选择的,其中每个零件都有其独特的特定性。此外,它还可用于小规模生产。
冲压该工艺是高产量的首选。它能够快速生产出大量均匀的零件,是大批量生产的理想选择。
精度
压力制动器: 压力制动器的一个明显特点是精度高。它可以精确地弯曲,确保每个工件都被精确地制作出来。这种精确度对于完成任务至关重要。哪怕是一点点偏差,都可能造成功能或美观方面的问题。
冲压冲压:虽然冲压本身很精确,特别是在生产均匀的零件时,但它无法与压力制动器完成同样精细程度的任务。
速度
压力制动器: 压力机制动器的速度相对较慢,因为它注重精度和中低产量。
冲压: 冲压在速度方面表现突出。它的高速金属成型工艺和大规模生产能力可以使速度更快,特别是在大规模生产时。
费用
压力制动器: 用压力制动器生产的每个工件可能都很昂贵,特别是对于特定任务和小规模生产而言。
冲压: 由于冲压效率高、速度快,因此在进行大规模生产时,单个工件的成本较低。初始设置可能比较昂贵,但在大规模生产时,单位成本将大幅下降。
机制
折弯机操作方法:将金属板夹在匹配的冲头和模具之间。然后,将金属板压入模具,使其弯曲成所需形状。
冲压冲压:使用机械压力机和具有特定定制设计的模具来切割、冲压或重建金属板。通过顶部冲头和底部模具之间的挤压或 "冲压",金属板成型。
尽管压力制动器和冲压在金属加工中不可或缺,但它们在生产、精度、速度、成本和机构方面的差异使其适用于不同的应用。制造商必须了解两者的区别,并根据任务要求做出明智的决定。
V.常见问题
冲压制动和滚压成形有什么区别?
压制和滚压成型是两种不同的金属制造方法,它们的区别如下:
压力制动器是一种金属变形工艺,可将金属板或金属片沿轴线对齐。
它是将金属工件夹在冲头和模具之间,以实现预先安排的弯曲。
压力制动器可确保多种部件高精度弯曲。
它可以生成各种形状,如 90° 肋形、V 形底、槽形、收口形、双形、帽形槽、偏移和开放帽形槽。
此外,压力制动器有多种类型,包括机械压力制动器、气动压力制动器、液压压力制动器和伺服电动压力制动器。
另一方面,辊轧成形是一种金属弯曲工艺,包括连续轧制长金属板并将其弯曲成所需的截面。
金属板带通过一组辊子,辊子通常安装在两个框架上。
每组辊筒执行递增的弯曲部分,直至达到所需的轮廓。
滚压成形是一种简单的工艺,但却能产生复杂的形状。
它通常是替代压力制动和冲压的经济而有效的解决方案。
冲压的主要特点是什么?
其主要特点是可以批量、均匀地生产部件,这也是它的特点:
高速金属成型工艺
大规模生产形状和尺寸统一的产品;
适合大规模生产;
降低大规模生产中的单个工件成本。
对于小型项目,压力制动和冲压哪个更具成本效益?
对于小型项目,尤其是要求特定形状和高精度的项目,压力制动器通常更为经济。
虽然与冲压相比,冲压制动器生产的每个工件的成本可能较高,但其灵活性和精确性使其成为特殊规格和小型项目的首选。
VI.结语
在错综复杂的金属制造领域,选择压力制动器还是冲压件是影响方案结果的关键因素。对于特定的定制要求,两者都有各自的优势。
压力制动器以其精度而闻名,适用于中低档生产。
每个工件都可能有其独特的规格或定制生产形状。
它的灵活性和处理设计的能力使其成为金属制造的重要工具。
另一方面,冲压以其效率和速度而闻名。
它专为高产量而设计,能够熟练地生成大规模和均匀的部件。
它能够生产出均匀一致的零件,是大规模生产的首选。
最重要的是,压力制动器将是定制和中小批量项目的首选,而冲压则是大规模生产的良好选择。
在压力制动器领域,我们公司 东海机床我们拥有 40 多年的制造经验,可以为您提供高质量的压力制动器。
同时,如果您想了解有关压力制动器的更多信息,我们的 产品页面 还将提供更多信息,帮助您做出明智的项目选择。当然,您可以 联系我们 直接。
无论您的需求如何,ADH 都能一步到位地满足您的金属成型需求!





{kind=link}