有各种各样的 折弯机诸如手动压制器、液压压制器和数控压制器。
目前,最受欢迎的是 CNC数控折弯机也称为电气液压 伺服压力制动器.
电动液压伺服折弯机的伺服系统和线性刻度可以在操作过程中控制机器的精度。
数控系统可以设置所有的折弯参数,以确保折弯程序的准确性。
压床的主体由左右两边的两个C形框架组成。
底部工作台和顶部横梁与C型框架相连。
柱塞部分由一个带顶部冲头的横梁和一个带底部模具的工作台组成。后面的量具旨在提供精确的定位功能。
压式制动器的部件和操作基本上是相同的,只是在驱动源和个别部件上有所不同。
接下来,我们将以数控折弯机为例,对其部件进行详细描述。
机器框架
支持整个机器的主要结构。
它通常是一个高强度的全焊接C型结构,并由左右两边的垂直板、床(工作台)和连接结构组成。
框架的深度与喉部深度相当,提供了很多弯曲空间。
框架上还有监测工具,可以检测回弹并将其保持在最低水平。
滑块
在开模过程中(分离上、下模的过程),滑块是一个可以垂直滑动或形成一定角度响应开模方向的模具部件。
它驱动顶部冲头相对于底部模具做往复直线运动,实现金属板的弯曲,从而形成特定的弯曲角度或弧度。
滑块的运动包含以下四个部分:机器归位、快速驱动、工作行程和滑块返回。
它可以分为顶部和底部的部分。它也是一个驱动机构部件,可以对机器施加压力。
此外,滑块由钢板制成,并可通过活塞杆与油缸连接,由两侧的同步液压缸驱动。
滑块两边的线性刻度可以为同步运动提供精确的定位。
在油缸和机械挡块的帮助下,滑枕可以避免在滑动过程中损坏。 加冠.
它与油缸、机械止动器和微调结构一起工作,组成柱塞部件。通过液压,它驱动活塞(杆)向上和向下移动。
机械挡板是由数控系统控制和调整的。
工作台
工作台是折弯机的基础。底部模具的工具架安装在工作台上。
工作台是压式制动器的三个组成部分之一(左右油缸、工作台、滑块),由底座和压板组成。
它由一个按钮盒(控制折弯机操作的装置)操作,并驱动电机随着背规来回移动。
它由数控系统控制,以确定移动距离。
有两种运动方式:一种是顶冲的向下运动,另一种是底模的向上运动。
横梁带动柱子向下施加一个力,这个力是均匀分布的。
压制工作台上的加冠机构可以相应地调整力的分布。
当你选择时,关键是要考虑选择相对较短的尺寸,同时还要满足加工任务的要求。
后挡料
背规是折弯机上最重要的部件,用于控制和调整折弯过程中工件的位置和长度。
它位于折弯机的后部,并在折弯前精确地定位工件。
此外,它由不同的电机驱动,在不同的轴上移动。
滚珠丝杠和同步带保证了背规的同步运动。
后挡料由CNC控制系统控制,可以在6个不同轴上移动。
R轴表示向上和向下的运动。X轴表示向前和向后的运动。Z轴表示左和右的运动。
在弯曲过程中,工件放在工作台上的模具上。将工件推到与挡指相配合。后挡料有许多挡指与工件相连。
背规的主要功能是在弯曲过程中限制工件的移动,确保工件在正确的位置弯曲。
它可以通过电机、伺服电机或气缸来控制和调整。
操作员可以通过折弯机的控制系统设置背规的位置和长度,以满足不同工件的折弯要求。
(1) 停止手指
停指是在前后规改变位移时显示加工件尺寸的部件。
挡指可以在直线导轨上平稳移动,也可以上下调整,方便、高效、易于控制。
压式制动器一般有多个挡指,根据实际需求配置数量,属于点接触,可以避免板材直线度不够的问题,实现不同长度钣金件的折弯。
(2) 背面仪表杆
背规杆是一个杆状组件,与止动指一起使用,通过电动或液压驱动移动和调整止动指的位置。
背部测量杆的位置调整可以由控制系统精确控制。
(3) 溯源 g难民 s合奏
背规传感器用于测试工件的位置和长度。它可以通过反馈信号通知控制系统的位置,从而实现更精确的定位。
(4) 背部仪表控制器
背规控制器是一种电气装置,用于控制背规。
它接收来自背规传感器的信号,并通过控制背规杆实现工件位置的调整。
(5) 背面仪表导轨
背规导轨是安装在床面上的导轨系统,用于支撑和引导背规杆的运动。
而且它能确保横杆在沿床面移动时保持稳定和精确。
夹具

压力机制动器夹具用于固定工具,分为上夹具和工作台上的夹具。
在夹持过程中,上夹钳可以自动对准中心。
夹具也分为普通夹具和快速夹具。
快速夹钳是一种快速夹持和固定装置,用于在折弯机上的顶冲。
它位于折弯机的滑块上,可用于快速夹持和拆除顶冲。
它包含一个夹具底座和一个前压板装置,可以调整模具,保证受力均匀,防止滑块损坏,稳定地保证工件的加工精度。
冲头和模具
折叠机的模具分为冲床(顶模)和模具。
冲床和模具适用于金属板的冲压成型和分离,使工件成为特定的形状和尺寸。
用于弯曲的模具取决于弯曲方法、弯曲角度、原材料和材料厚度。
在弯曲过程中,滑块驱动顶部冲头压入底部模具,这是一个弯曲行程。
冲头有直角模、锐角模、鹅颈模等,底模有U形模、V形模等。
液压系统
液压系统是用来控制液压缸的压力和流量的。
它主要由电机、油泵、注油阀和油缸组成,安装在折弯机的机架上,左右两块竖板上各有一个油缸。
液压泵将机械能转化为液压压力能,以驱动液压系统。
液压缸将液体压力转换为动能,以驱动柱塞。
控制系统
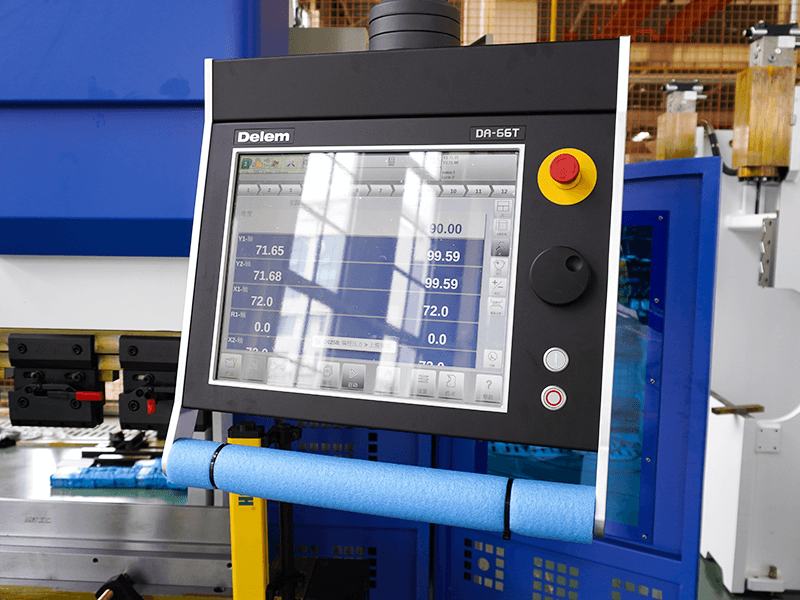
作为折弯机的大脑,控制器接收以文字、数字、符号和图形形式的输入指令,构成加工指令。
它控制折弯机执行加工程序。它能够存储不同的程序,并配备了接口电路和伺服驱动装置。
控制器用于设置和控制折弯机的参数和操作。
数控折弯机的控制器可以通过编程控制折弯过程。
系统中可以保存各种参数。目前,市场上最受欢迎的控制器品牌包括Delem、ESA、Cyblec等。
有两个版本的控制器:按钮和触摸屏。并提供2D和3D图形编程来模拟弯曲过程。
安全装置

如保护罩、紧急停止按钮等,这些都是用来确保操作者的安全。
制动器的两侧都有安全门。当安全门关闭时,两侧的危险区域是无法进入的。
当它们在运行中被打开时,所有轴将停止移动。
更先进的保护装置包括光幕安全装置和激光保护装置。
油缸
基本上,油缸是由缸筒、缸盖、活塞、活塞杆、密封装置、缓冲装置和排气装置组成。它固定在折弯机的两侧,并驱动滑块做上下往复运动。
前端支持

前面的支撑是用来支撑被弯曲的金属板,可以上下调整。
它配备了导轨,可以自动移动。与人工支撑相比,它更安全、更稳定,从而达到更好的弯曲效果。
起重机臂
起重臂用于悬挂或支撑小型控制箱,可以在各个方向上转动。
承载能力强,结构坚固。多采用优质铝合金开模而成。
电气柜
电器柜是一种小型低压配电箱,用于将电线、测量仪器、开关和相关设备封闭在一个金属柜中。
它很紧凑,通常安装在折弯机的侧面。
补偿装置
为了保证工件的精度和补偿滑块的变形,折弯机加冠的功能很多,如角度加冠、长度加冠、间隙误差加冠等。
而且它有两种加冠方式:液压加冠和机械加冠。机械加冠提升了更多的补偿点,可以使弯曲效果达到预期效果,并且在使用过程中耐用、稳定。
脚踏板
脚踏板是折弯机操作中四个主要部件(操作者、设备、系统、脚踏板)之一。它集成了急停、循环和单步远程控制功能。
脚踏板可以自由控制后规的左右移动,以及机床的启动和停止功能,并整合了对机床的控制。
此外,它还可添加WIFI模块进行联网,实现整个区域的无缝监控和管理,并提供简化的管理功能。
主电机
电机位于过滤元件旁边,通常用于提供驱动力和动力传输,如驱动液压泵或执行器。
伺服电机
伺服电机适用于冲压制动器的控制系统,旨在实现精确的位置、速度和扭矩控制。
它通常与上冲模或下冲模的传动机构相连,以便精确地 弯曲操作。
过滤元件
滤芯通常用于过滤液压系统中的液体,以保持液压系统的正常工作。
线性比例尺
直线光栅尺用于测量和控制测量过程中的位置和角度。 弯曲过程.它可以安装在压力制动器的上冲模或下冲模上。
它用于准确测量顶冲或底模的位置,并及时控制冲压制动器的运动。
直线光栅尺以其高精度和高清晰度,可以满足您的预期要求,提高弯曲过程的精度和稳定性。
总结
如果你是压制器的新手,你可以阅读这篇文章,了解压制器的基本知识。
ADH的压制器包括C数控折弯机具备数控折弯机、大型折弯机和机器人折弯单元。
弯曲吨位从30吨到3000吨不等。控制系统品牌包括ESTUN、DELEM、CYBELEC和ESA。