I.简介
定义
ǞǞǞ 折弯机 是一种用于金属板材加工的机器。它可以通过模具弯曲实现金属板弯曲。
演变
最初的压力制动器由人工操作,以弯曲金属板。
20 世纪 30 年代,液压压力制动器进入人们的视野,它取代了人工操作,同时大大提高了生产效率。
20 世纪 80 年代,数控技术被应用于压力制动器。
数控折弯机由计算机控制,可实现折弯自动程序控制、与 CAD/CAM 系统连接、无人值守等功能。这标志着压力制动器向智能化生产进化。
在第 21 个年头,压力制动器进入了智能制造时期。
它可以通过人工智能技术优化弯管参数,实现个性化定制,从而为用户提供更高效的智能服务。
II.压力制动器的类型
手动折弯机
手动压力制动器又称金属薄片制动器,是最常见的制动器类型。
该机器在切割时需要手动调整弯曲尺寸和角度,最适合批量生产的弯曲尺寸和角度。
手动压力制动器主要包括工作台、支架和夹板。
工作台也安装在支撑架上,支撑架由底座和压板组成。
手动压力制动器比其他类型的压力制动器更为复杂。
因此,只有在验证了弯曲尺寸和弯曲角度后,才能进行批量生产。
在完成批量生产后,操作员需要调整尺寸和角度,以便进行连续生产。
液压折弯机
液压压力制动器利用两个液压缸,控制能力更强,行程更稳定。
按照同步分类,液压压力制动器可分为扭矩同步压力制动器、混合式压力制动器和电液同步压力制动器。
按运动分类,压力制动器可分为上行压力制动器和下行压力制动器。
压力制动器包括支架、工作台和夹板。
工作台放置在支架上,由底座和压板组成。
底座由外壳、线圈和盖子组成,通过铰链和板连接。
线圈放置在外壳的凹槽中,凹槽顶部盖有盖子。
电液折弯机
ǞǞǞ CNC数控折弯机 具有最高精度和定制能力,并利用计算机技术控制精度和提高效率。
它由框架、滑枕、工作台、油缸和伺服系统、位置检测系统、数控控制器和电气控制系统组成。
数控折弯机通过控制滑块行程和背规实现折弯。
使用数控折弯机时,操作员只需输入工件的所需数量和每一步的折弯角度。
机器可根据您在控制器中的设置程序完成折弯。
先进的数控折弯机主要采用水电伺服系统和直线光栅尺,形成闭环控制。
它具有控制精度高、弯曲精度高和重新定位精度高的特点。
操作灵活,可实现串联折弯机的超长板材折弯和普通压力折弯机的短工件生产,既提高了压力折弯机的实用性,又降低了消耗。
III.工作原理
压力制动器的工作原理是利用预先确定角度的冲头和模具,将金属弯曲和切割成各种形状和形态。
冲压和模具的作用
冲头和模具是实现预定弯曲效果的关键部件。冲头用于施加压力,将金属板压入模具,从而实现所需的弯曲效果。
模具的形状和尺寸决定了最终产品的形状和尺寸。
操作员可以精确控制弯曲度和方向,完成多种金属加工任务。
吨位
随着吨位的增加,金属板的弯曲长度可以达到最长。
例如,如果您有一台折弯长度为 14 英寸的机器,那么任何超过 14 英寸的金属板材机器都无法生产。
根据应用和材料的厚度和尺寸,需要不同吨位和弯曲长度的机器。
这些因素至关重要,因为验证压力机制动器的装载限制--以每英寸吨为单位的限制--是非常有益的。
IV.弯曲工艺和技术
压印
操作员使用带有冲头和模具的压力制动器将金属弯曲到特定角度。
在此过程中,整个工件被置于整个吨位的环境下。
铸币时,无论需要生产多少件,每次弯曲都必须相同。
金属板水平放置在模具顶部。
金属在冲头和模具之间以高吨位压缩,以产生精确的弯曲角度。
该模具具有钝角、锐角和直角。无论模具选择哪个角度,金属板都能精确地弯曲到相应的角度。
铸币可以实现每次精确一致的弯曲。
在弯曲方法中,铸币需要的吨位最大,通常是其他弯曲方法的 3 倍和 5 倍。
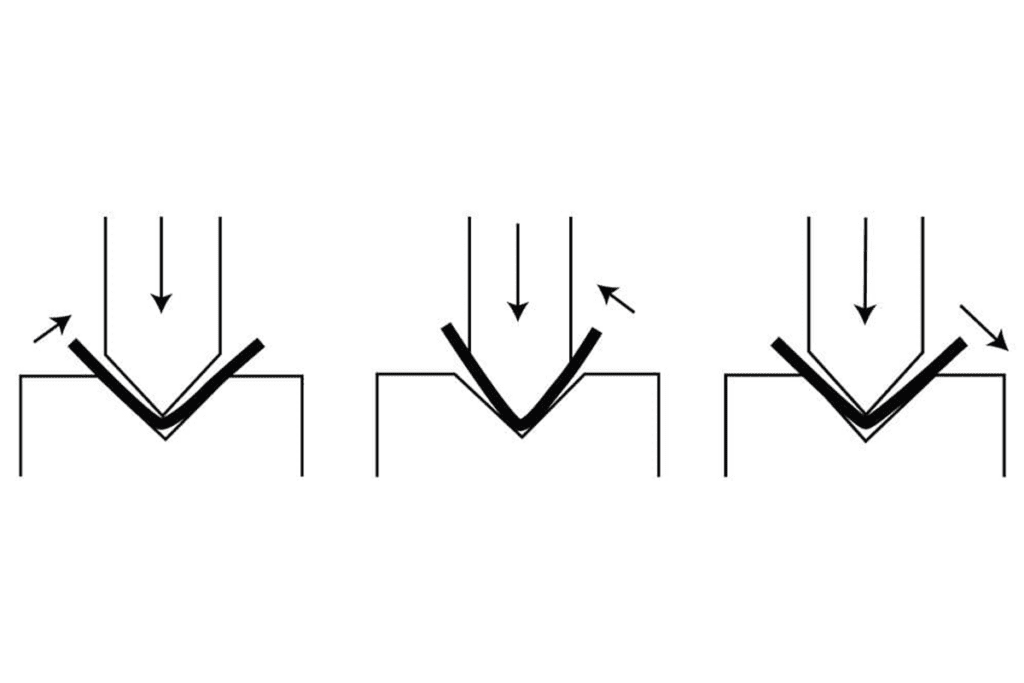
空气弯曲
气弯的工作原理是将材料压入模具,以达到所需的角度。
此外,还有一点材料补偿回弹。
同时,同一套工具可用于完成不同的弯曲角度。这是一项经济效益。
弯曲厚度、重复性、硬度和回弹力决定了冲头和模具的角度。
由于其灵活性,这种方法可以提高准确性。
不过,它需要精确的定位机器和打磨工具才能成功。空气弯曲所需的吨位较小。
模具只接触到冲头的尖端和模具的两侧。
弯曲角度由冲头进入模具的距离决定。
冲头下降得越远,弯曲角度就越大。
由于滑块行程决定了弯曲角度,一个 85° 的简单模具可以实现多种角度。
但是,弯曲角度不等于或小于冲头和模具的角度。
气弯的吨位小于铸币。
与底部弯曲相同,空气弯曲也会产生回弹,因此需要以更锐利的角度弯曲材料,以获得所需的弯曲度。
底部弯曲
底部弯曲也称为 "触底"。
底部折弯所需的吨位小于硬币折弯,大于空气折弯。
金属将被推入 V 形模具进行弯曲。
在底部弯曲时,金属板水平放置,顶部冲头和模具将以最小的吨位连接在工件的顶部和底部,因此材料与冲头的尖端和 V 形槽的两侧接触。
它与铸币不同,因为冲头和模具并不完全接触金属。
金属会出现回弹,弯曲后会释放到更大的角度。
不同的材料和厚度对回弹的反应不同,因此机器操作员必须充分了解每种金属的特性。
影响弯曲技术选择的因素
选择合适的折弯技术需要考虑很多因素。
首先,材料的类型和厚度会直接影响弯曲度和所需的力。
其次,所需的精度和产量也是关键因素。例如,气弯适用于快速、低成本生产,而底弯和冲压则更适用于高精度和大规模生产。
最后,设备的成本和维护也是一个不可忽视的因素。不同的弯曲基础需要不同程度的投资和维护。
应用
折弯技术广泛应用于汽车、航空航天、建筑和家电等许多行业。
在汽车领域,底部折弯和冲压被用于制造复杂的高密度汽车部件。
在航空航天工业中,空气折弯因其高效率和灵活性而被广泛采用。
建筑业利用这些技术制造钢结构和其他建筑材料,确保建筑物的强度和安全性。
V.压力机部件和操作
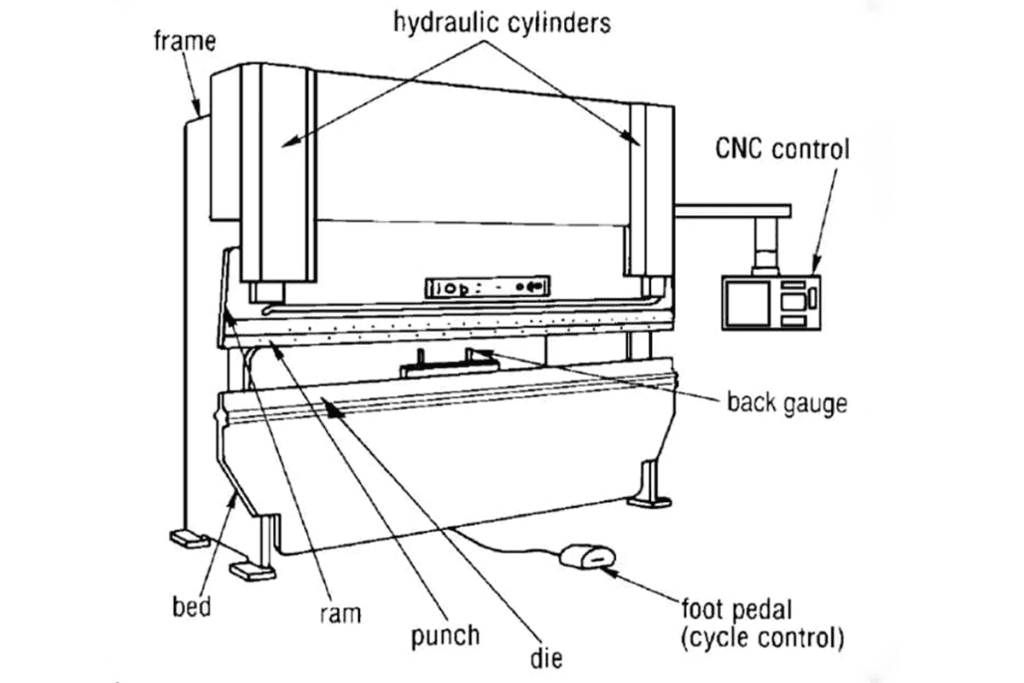
压力制动器主要由以下部件组成:
滑块
滑枕是压力制动器的核心部件之一,具有垂直运动的特点。
它用于驱动冲头下降以弯曲材料。
冲床
冲床与待加工材料直接接触,负责弯曲操作。
冲头的形状和大小会影响弯曲角度和镭射度。
选择合适的冲头取决于材料类型、厚度和所需的弯曲角度。
死亡
模具通常固定在压力折弯机的底部,可与冲头配合完成折弯操作。
模具的设计决定了弯曲角度和形状。
材料放在模具上,通过冲头的挤压,迫使材料弯曲成所需的形状。
压力制动器的操作包括几个步骤:
首先,需要弯曲的材料应放在模具上。
然后,冲头应落在材料上,施加的力可使材料弯曲。
施加力的大小取决于几个因素:弯曲材料的厚度和类型,以及所需的弯曲角度。
VI.安全与效率
安全保护
压力制动器配有线性刻度传感器。一旦检测到人员,就会立即停止。
即时数据采集和参数调整
压力制动器可即时监控弯曲强度和弯曲角度等数据,并收集材料的弯曲规律。
它可以根据实际差异略微调整参数,以提高产品质量。
自动生产线
压力制动器配有自动板机械臂和处理机构。
手机 APP 还可以远程监控生产情况。
定制生产
可灵活编程弯曲角度参数,实现小规模定制生产。
人工智能算法提高了喂料效率。
污染控制
除尘系统可清洁工作区域,为操作员创造良好的工作环境。
VII.常见问题
什么是压力制动器操作的黄金法则?
佩戴个人防护设备,如手套和防护眼镜。
操作员不得穿戴宽松的衣服、手表和戒指,以防被拉入危险区域。
切勿在无人指导的情况下操作机器。两只手应远离所有运动部件,如滑枕。
冲床和压力制动器有什么区别?
如果您想生产带有多个孔的工件,冲床将是您的理想选择。
压力制动器适用于弯曲板材或制作盒子和管道等形状。
尽管冲床已成为一种广泛使用的机器,但压力制动器仍是金属加工不可或缺的工具。
VIII.结束语
如上图所示,我们简单介绍了压力制动器的定义、工作原理、技术、类型、安全性等。
未来,随着工业网络和人工智能的发展,压力制动器可以实现自动化生产和个性化定制。
与此同时,新材料和新工艺将引领这一行业走向更加智能和绿色的道路。
如果您想了解有关 ADH 压力制动器的更多信息,欢迎访问 浏览我们的官方网站 检查产品参数或 咨询我们的销售顾问.
我们可以为您提供全面的技术支持和最佳的定制服务。
我们相信,与我公司的合作可以帮助贵公司的压力制动器生产迈上一个新台阶。




