
Dieser Blog ist ein Handbuch für Abkantpressen, das in die Funktionsweise einer Abkantpresse einführt.
Die Abkantpresse ist in verschiedenen Bereichen weit verbreitet, z. B. in der Haushaltsindustrie, im Baugewerbe, im Maschinenbau, in der Automobilindustrie, in der Luftfahrt und in anderen Bereichen.
Die Abkantpresse biegt das Blech durch das Ober- und Unterwerkzeug am Stößel.
Mit verschiedenen Stempeln und Matrizen können Profile mit unterschiedlichen Winkeln und Formen hergestellt werden.
Das Material und die Öffnung der Matrize sollten entsprechend dem Werkstück und der Biegemethode ausgewählt werden.
Am linken und rechten Pfosten befinden sich Ölzylinder, die jeweils die Bewegung des Stößels antreiben.
Der Hub des Stößels wird durch das hydraulische und elektrische System gesteuert.
Das Gehäuse der Abkantpresse besteht aus zwei vertikalen Stahlplatten.
Die Ölzylinder und die hydraulischen und elektrischen Steuersysteme gewährleisten die Genauigkeit der wiederholten Biegungen.
An der Unterseite der Abkantpresse befindet sich außerdem eine Werkbank.
Um eine Verformung des Arbeitstisches und des Stößels durch langfristige Überlastung zu verhindern, ist die hydraulische Abkantpresse mit einer Krönung Vorrichtung, die die Durchbiegung des Arbeitstisches und des Stößels ausgleichen kann.
Installation der Abkantpresse
Da die Abkantpresse Da es sich um eine große Maschine handelt, wird ein Kran benötigt, um die Abkantpresse zum Entladen und Transportieren anzuheben.
Das Seil des Krans sollte stark und lang genug sein, um das sichere Anheben der Abkantpresse zu gewährleisten.
Befestigen Sie die Kette an der vorderen Hebeöffnung der Maschine. Verwenden Sie zum Anheben der Abkantpresse einen Kran mit einer Sicherheitsvorrichtung.
Sie wird auf den Lkw geladen und dann zum Einbauort transportiert.
Nivellierung der Maschine
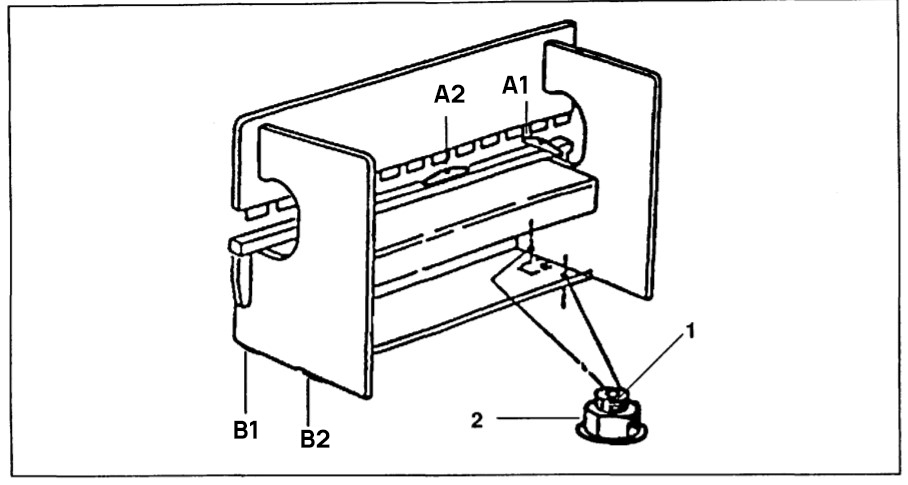
Um die Biegegenauigkeit der Abkantpresse zu gewährleisten, muss die Abkantpresse regelmäßig nivelliert werden.
Stellen Sie die Abkantpresse auf den waagerechten Boden und legen Sie die Wasserwaage auf A1 bzw. A2, um ihre Ebenheit zu prüfen.
Eine Abweichung von 1-2 mm pro Meter ist zulässig. Ist die Abweichung zu groß, müssen die Nivellierbolzen am Boden der Abkantpresse nachgestellt werden.
Die Verbindungen von Electric
Es wird empfohlen, die elektrische Verkabelung der Abkantpresse von einem Fachmann überprüfen zu lassen und die Stromversorgung anzuschließen.
Der elektrische Anschluss des Drehstromnetzes muss in der richtigen Position sein.
Achten Sie beim Anschluss der Abkantpresse an das Drehstromnetz auf die richtige Drehrichtung des Pumpenantriebsmotors.
Wenn sich der Motor falsch dreht, muss die Phase des Eingangsstromkreises geändert werden, aber der interne Stromkreis kann nicht geändert werden.
Starten Sie anschließend den Ölpumpenmotor neu und überprüfen Sie die Lenkung.
Bevor Sie die Drehrichtung des Motors überprüfen, stellen Sie sicher, dass die Abkantpresse gereinigt und nivelliert wurde.
Hydraulisches System
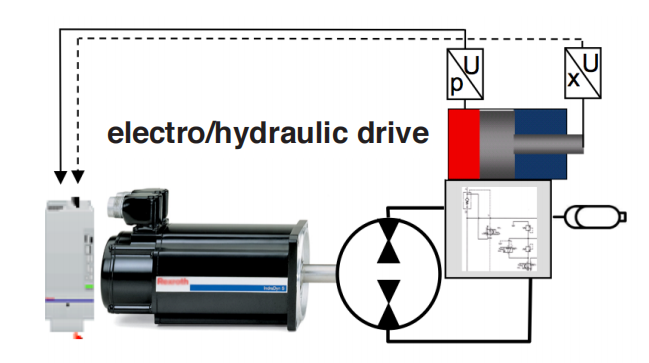
Im hydraulischen Antriebssystem einer Abkantpresse bewegt der AC-Servomotor den Stößel und richtet das Hydrauliköl auf die drehzahlgeregelte Pumpe aus.
Die Antriebsvorrichtung ist auf dem Balken installiert und über die Führungsschiene mit dem Maschinenkörper verbunden.
Das Steuerungssystem der Abkantpresse steuert die Position des Balkens und bewegt ihn über den Antriebsmotor auf und ab.
Rasterlineale auf beiden Seiten der Abkantpresse lesen das Signal und geben eine Rückmeldung an das Steuerungssystem.
Der Steuerkreis, das Füllventil und das Servoventil im Ölzylinder sind unabhängig und werden von der DNC-Steuerung gesteuert.
Ein hydraulisches oder elektrohydraulisches Servosystem kann die Biegegenauigkeit verbessern und den Energieverbrauch und die Kosten senken.
Um die Sauberkeit des Hydrauliksystems aufrechtzuerhalten, ist es wichtig, den Öltank und das Hydrauliköl sauber zu halten.
Wischen Sie beim Wechsel des Hydrauliköls die Innenseite des Öltanks mit einem weichen Handtuch ab, reinigen Sie den Öltank mit sauberem Benzin, öffnen Sie das Ventil, in dem sich das schmutzige Öl befindet, lassen Sie es ab und wischen Sie Flecken auf der Oberfläche des Öltanks ab.
Das Hydrauliköl der Abkantpresse sollte nicht bei zu niedrigen oder zu hohen Temperaturen verwendet werden.
Wenn die Temperatur unter Null oder über 70 Grad liegt, kann eine Ölheizung oder -kühlung installiert werden.
Füllen Sie das Hydrauliköl durch den Luftfilter ein und betätigen Sie die Maschine, um die Luftblasen im Hydraulikkreislauf nach dem Einfüllen zu entfernen.
Hinteranschlag der Abkantpresse
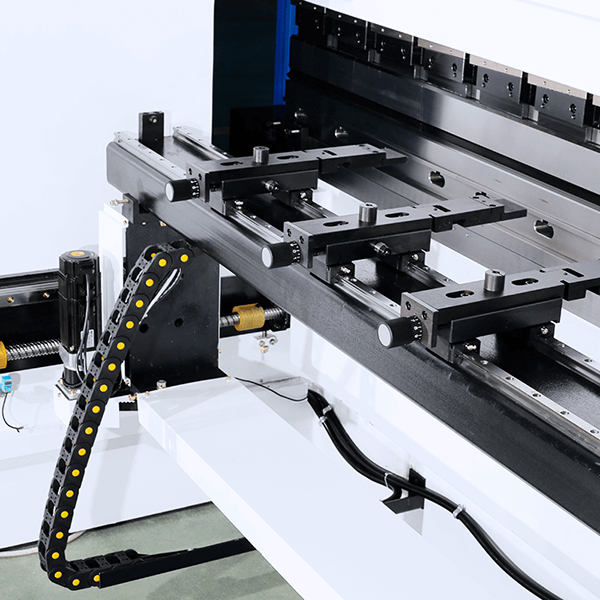
Der Hinteranschlag einer Abkantpresse wird zur Positionierung des Werkstücks verwendet.
Um das Werkstück zu positionieren, legen Sie es auf die untere Matrize und schieben es in die Maschine, wobei der Anschlagfinger des Hinteranschlags an das Werkstück andockt.
Die Achsen des Hinteranschlags können über das Steuerungssystem in verschiedene Richtungen bewegt werden.
Die X-Achse kann sich vorwärts und rückwärts bewegen, die R-Achse kann sich nach oben und unten bewegen, und die Z-Achse kann sich nach links und rechts bewegen.
Jede Achse des Hinteranschlags wird von einem unabhängigen Motor angetrieben.
Die Z-Achse und die R-Achse können auch manuell eingestellt werden, allerdings nur von der Rückseite der Maschine aus.
Die Linearführungsschiene und die Kugelumlaufspindel ermöglichen die freie Bewegung der Achsen des Hinteranschlags.
Der Hinteranschlag bewegt sich in Richtung der X-Achse, und die Kraft ist auf 150 N begrenzt, um Kollisionen zu vermeiden.
Bedienung der Abkantpresse
Vorsichtsmaßnahmen vor dem Betrieb der Abkantpresse:
Prüfen Sie, ob der Schalter, die Steuerung, der Motor und die Erdung in normalem Zustand sind.
Überprüfen Sie den Ölstand im Öltank und den Zustand der Hydraulikanlage.
Lassen Sie die Maschine im Leerlauf laufen und maximieren Sie den Hub der Abkantpresse.
Prüfen Sie, ob die Maschine normal funktioniert, ob sich der Motor normal dreht und ob das Geräusch normal ist.
Montage und Ausrichtung von Werkzeugen
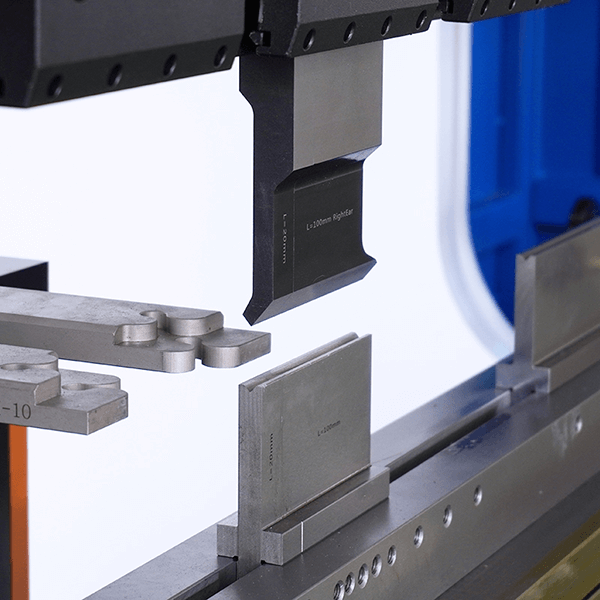
Bevor Sie den Stempel und die Matrize einbauen, halten Sie die Maschine an und setzen Sie die untere und obere Matrize ein.
Ober- und Unterstempel der Abkantpresse müssen aufeinander abgestimmt sein, um eine höhere Biegegenauigkeit zu erreichen.
Um Ober- und Unterstempel auszurichten, fahren Sie den Stempel nach unten, so dass die Oberstempel nahe an die Unterstempel herankommen, wobei ein Abstand in Höhe der Werkstückdicke verbleibt.
Stellen Sie die obere und untere Matrizenposition manuell mit den Schrauben der unteren Matrize und den Klemmen der oberen Matrize ein.
Nachdem Sie die Ober- und Untermatrize ausgerichtet haben, fahren Sie den Stempel nach oben.
Spleißen und Austausch von Werkzeugen

Wählen Sie den manuellen Modus, senken Sie den Stempel ab und schalten Sie die Abkantpresse aus.
Um das Werkzeug auszutauschen, halten Sie die Maschine an und entfernen Sie das Werkzeug von der Seite.
Setzen Sie dann eine neue Matrize von der Seite ein, und ziehen Sie die Schrauben oder Klammern fest.
Heutzutage gibt es viele Schnellspanner für einen schnellen und bequemen Werkzeugwechsel.
Die Bolzen müssen nicht gelöst werden, und die Werkzeuge können vertikal be- und entladen werden.
Schalten Sie die Maschine ab
Wenn Sie die Abkantpresse ausschalten, schalten Sie in den manuellen Modus und senken den Stößel ab, indem Sie auf das Pedal treten, um die obere Matrize mit der unteren Matrize auszurichten.
Drücken Sie die Stopptaste und schalten Sie den Hauptmotor aus.
Der Schalterparameter sollte auf 0 gesetzt werden. In Notfällen kann die Not-Aus-Taste gedrückt werden, was jedoch keinen Einfluss auf den weiteren Ablauf hat, da nur die Achsen und die Pumpe ausgeschaltet werden.
Lassen Sie die Taste los, um neu zu starten.
Wartung von Abkantpressen
Die Abkantpresse sollte regelmäßig von Fachleuten gewartet und instand gehalten werden.
Dazu gehören das Schmieren und Reinigen der Maschinenteile, die Verwendung von hochwertigem Schmieröl und das wöchentliche Abschmieren verschlissener Teile.
Das Hydrauliksystem sollte regelmäßig auf Ölstand und Sauberkeit überprüft werden, und das Hydrauliköl sollte bei Bedarf ausgetauscht werden.
Überprüfen Sie die Verkabelung des Schaltschranks auf ihren ordnungsgemäßen Zustand und kontrollieren Sie das Signal von Sensoren wie dem Gitterlineal.
Prüfen Sie außerdem, ob die Schrauben fest angezogen sind, um sicherzustellen, dass sie sicher sind.
Schlussfolgerung
Bevor eine neue Abkantpresse in Betrieb genommen wird, müssen verschiedene Teile der Maschine installiert und getestet werden.
Achten Sie beim Auswechseln von Werkzeugen und beim Kalibrieren des Hinteranschlags darauf, dass Sie sich nicht verletzen.
ADH ist ein professioneller Hersteller von Blechbearbeitungsmaschinen mit 20 Jahren Erfahrung.
Unsere Produktpalette umfasst Abkantpressen, Laserschneidmaschinen und Blechscheren.
Wir können Ihnen bei der Auswahl der richtigen Abkantpresse helfen und bieten Ihnen einen starken Kundendienst.
Wenn Sie Informationen über unsere Abkantpresse benötigen, wenden Sie sich bitte an Kontakt zu unserem Verkaufspersonal oder unsere Produkte durchsuchen.



