El sistema de control numérico de la plegadora es un sistema que controla los procedimientos de la máquina mediante una serie de programaciones.
El sistema de control de la prensa plegadora se divide en NC y CNC.
Se utilizan controladores NC y CNC para garantizar la precisión de posicionamiento de las herramientas de la prensa plegadora y los calibradores traseros.
Su principal diferencia radica en si el programa permite modificaciones.
El sistema de control numérico no puede modificar el programa, mientras que el sistema CNC puede modificar o editar el programa.
El sistema CNC es una versión avanzada del sistema NC que mejora enormemente la precisión y la eficacia del operación de plegado.
El sistema CNC también es fácil de usar y puede mejorar la eficacia del trabajo.
Contiene varias funciones de programación que pueden almacenar un gran número de pasos de plegado complejos, lo que permite producir grandes cantidades de piezas complejas con mayor rapidez.
Un buen sistema de control puede optimizar los procedimientos y mejorar la eficacia de la producción.
En primer lugar, el operario debe tener en cuenta la finalidad principal de la máquina, la precisión de la pieza y su familiaridad con las funciones del controlador.
En segundo lugar, también hay que tener en cuenta si el controlador es compatible y adaptable con los sistemas existentes. máquinas curvadoras.
Por último, es necesario distinguir cuidadosamente las diferencias funcionales específicas entre los controladores NC y CNC.
Sin embargo, ¿sabe qué controlador de freno de prensa es la mejor opción?
Este artículo presenta cómo seleccionar el controlador más adecuado para la plegadora.
Tipos de prensa Controlador de freno
Los controladores de prensas plegadoras pueden dividirse generalmente en controladores manuales y controladores CNC.
El controlador manual exige que el operario conozca bien los parámetros de plegado y requiere el ajuste y la supervisión manual del funcionamiento de la máquina.
El funcionamiento de los controladores manuales requiere mucho tiempo y es poco preciso.
El controlador CNC controla el funcionamiento de las herramientas, el husillo y el tope trasero mediante software informático.
Basta con editar los parámetros pertinentes para doblar la pieza con precisión.
Los controladores CNC son compatibles y adaptables con diversas plegadoras.
Presentación del sistema de control CNC de Delem
Delem, fundada en los Países Bajos en 1978, es una empresa líder centrada en el campo del control CNC de la fabricación de chapa.
Los sistemas de control de prensas plegadoras de Delem incluyen las soluciones DA-Retrofit, la serie DA-40, la serie DA-50 y la serie DA-60.
Los sistemas de control CNC DA-66T, 69T, 53T, 58T, 41T y 42T de Delem son versiones con pantalla táctil.
Mientras que los sistemas de control CNC DA-66W y 65R son versiones de botones.
Sistema de control CNC de Delem - Versión con pantalla táctil
Delem dispone de varias versiones con pantalla táctil del controlador CNC.
Serie DA-40
El controlador de esta serie se utiliza especialmente para plegadoras de eje de torsión tradicionales.
El sistema es capaz de controlar el gálibo trasero (X&R), y la viga (Y).
La brillante pantalla LCD se puede utilizar para programar parámetros como el ángulo, la herramienta y el material.
El DA-42 también dispone de las funciones de coronando y control de la presión.
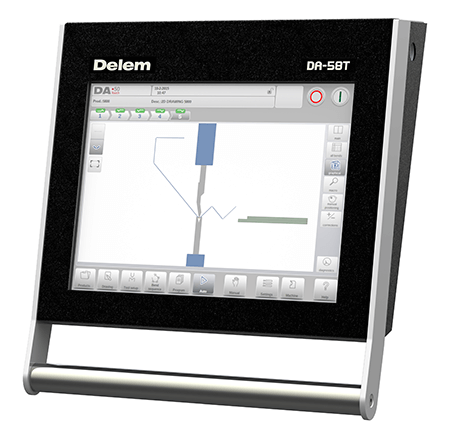
Serie DA-50
DA-58T es adecuado para la prensa plegadora electrohidráulica sincrónica.
DA-58T proporciona programación gráfica táctil 2D para calcular el proceso de plegado y detección de colisiones automáticamente.
Las posiciones de todos los ejes se calculan automáticamente.
El proceso de plegado se simula con la máquina y las herramientas a escala real.
El DA-58T también puede utilizarse para operaciones en tándem.
DA-53T puede controlar Y1, Y2 y dos ejes auxiliares.
Serie DA-60
La serie DA-60 ofrece programación de gráficos en 2D y 3D con pantalla táctil completa.
La DA-69T y la DA-66T son adecuadas para procedimientos de curvado que requieren una precisión muy alta.
El sistema es modular, el programa se amplía y el funcionamiento es más flexible.
Sistema de control CNC de Delem - Versión con botones

Los dos controladores comunes de Delem en versión de botón son el DA-66W y el DA-65R.
Estos dos sistemas ofrecen funciones de programación de gráficos 2D y de visualización de gráficos 3D.
También ofrecen una función de conexión multimáquina, y la pantalla táctil es una configuración opcional.
Introducción del sistema de control CNC ESA
Fundada en Italia en 1962, Automation es un experto mundial en el campo de los sistemas CNC integrados.
En 2022, los productos de ESA incluirán principalmente las series 600 y 800.
Los más utilizados son el S660, S640, S630, S830, S840, S850, etc.
Sistema de control CNC ESA - Serie S600

La serie S600 son todas pantallas táctiles. Pueden controlar un mínimo de 3 ejes y un máximo de 128 ejes.
El PLC y la HMI pueden reprogramarse para satisfacer requisitos personalizados.
Pueden adaptarse a una gran variedad de plegadoras, incluidas las plegadoras hidráulicas y las plegadoras hidráulicas síncronas, prensas plegadoras eléctricasy prensa tándem frenos, etc.
Sistema de control CNC ESA - Serie S800
La serie S800 es una nueva línea de productos lanzada por la empresa en 2020.
La innovación de la serie S800 se refleja principalmente en la modularización inteligente, la digitalización completa y la conexión de red inalámbrica.
La pantalla es 100% totalmente táctil, y las herramientas gráficas permiten desarrollar complejas interfaces 3D.
Presentación del sistema de control CNC Cybelec

Cybelec, fundada en Suiza en 1970, es un fabricante mundialmente conocido de software de control numérico por ordenador para el conformado de metales.
El sistema CNC de Cybelec incluye versiones con botones: CT8P, CT8PS, CT8PS, CT15P, y la versión de pantalla táctil: serie VisiTouch.
La serie Cybtouch está equipada con la herramienta Cybtouch, que puede utilizarse para la transmisión inalámbrica entre el PC y el sistema.
Las modernas pantallas táctiles con superficie de cristal pueden utilizarse con guantes.
La pantalla táctil permite la programación de gráficos en 2D o 3D, que se pueden programar directamente.
Cálculo automático de la secuencia de flexión, medición de ángulos y detección de colisiones.
Puede controlar el movimiento de varios ejes y puede utilizarse para prensas plegadoras en tándem.
Consideraciones para seleccionar el controlador
Interfaz de usuario amigable. Mediante la programación del sistema de software, la función de interfaz del controlador es fácil de usar.
Compatibilidad. El controlador actual es compatible con la gran mayoría de prensas plegadoras. Reducción del coste de sustitución de la plegadora.
Precisión. La prensa plegadora CNC puede proporcionar una precisión muy alta a través del control del sistema informático.
Esto puede garantizar la precisión del programa de plegado y la precisión de la pieza.
Seguridad. El controlador CNC dispone de funciones de protección de seguridad, como la parada de emergencia, la protección contra sobrecargas, la advertencia de fallos y otras funciones.
Coste y presupuesto. Elija el controlador adecuado en función de sus necesidades y presupuesto. Intenta elegir controladores con funcionalidad escalable.
Fiabilidad del fabricante. Antes de comprar un controlador, puede investigar la evaluación del fabricante del controlador.
Conclusión
Los puntos más importantes a la hora de elegir un controlador para una plegadora son la funcionalidad, la estabilidad, la facilidad de uso y la seguridad.
Un controlador de fácil manejo permite a los operarios comprender rápidamente las distintas funciones de la plegadora.
Los controladores de alta calidad pueden garantizar la precisión del plegado y de la pieza, así como la seguridad de los operarios.
Antes de seleccionar el controlador de freno de prensa, es necesario tener un conocimiento profundo de su función y la marca, y luego seleccionar el controlador adecuado de acuerdo con el presupuesto.
La ESA dispone de una amplia gama de productos y funciones que se actualizan rápidamente.
Los productos de Delem son fáciles de manejar, pero suelen ser más caros.
Los productos de Cybelec son de excelente calidad, aunque su manejo puede resultar algo complicado.
Actualización del plegadora CNC puede mejorar el rendimiento y reducir los costes.
ADH es un fabricante profesional de máquinas de procesamiento de metales, como prensas plegadoras y máquinas de corte por láser.
Si necesita comprar nuestra prensa plegadora, puede contacte con nuestros expertos en productos y personalizar el producto según sus necesidades.



