Les erreurs qui entraînent une défaillance de la précision du pliage de la presse plieuse peuvent provenir de différents facteurs, notamment de problèmes mécaniques liés à la machine, ainsi que de facteurs externes tels que les outils de pliage, l'épaisseur du matériau et les erreurs opérationnelles humaines.
Dans cet article, nous examinerons les différents facteurs qui influencent la précision du pliage et nous proposerons des solutions pour certains des scénarios les plus courants.
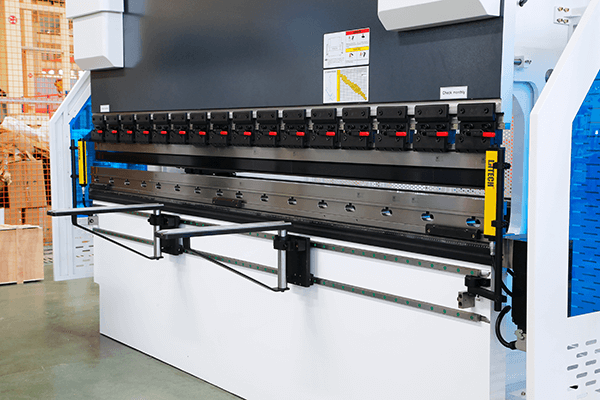
Facteurs liés à la machine
Plusieurs facteurs peuvent influer sur la précision de pliage d'une presse plieuse. Ces facteurs sont les suivants
- Rectitude de l'ouverture de serrage du coulisseau dans les directions Y et X.
- Précision de repositionnement et précision de positionnement arbitraire du coulisseau gauche et du coulisseau droit.
- Caractère raisonnable de la distance entre le presse plieuse et le guide linéaire du cadre.
- Perpendicularité et inclinaison du cadre.
- La connexion entre le cylindre à huile et le vérin.
- Solidité et précision du cadre et du bélier.
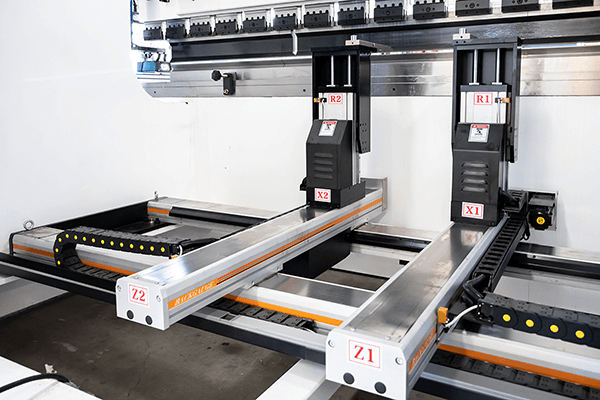
- Précision de repositionnement du système de jauge dorsale dans les directions X et R.
- Ajustement correct du système informatique.
- Réglage du système hydraulique.
- Correspondance entre le système hydraulique et le réglage de l'ordinateur.
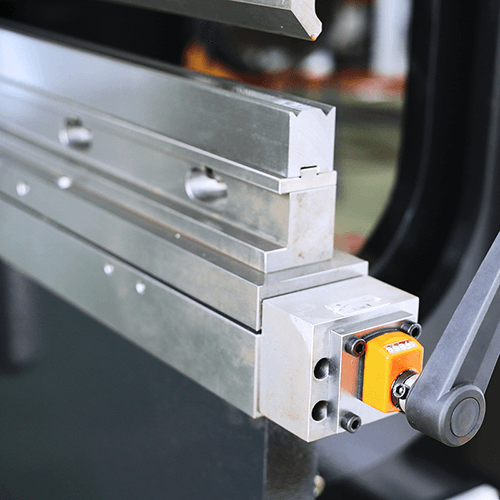
Facteurs liés à l'outillage
La précision des matrices supérieure et inférieure est essentielle.
La déformation, l'endommagement, l'usure et d'autres problèmes liés aux matrices peuvent avoir une incidence sur tous les aspects du pliage des métaux. S'ils sont découverts, ils doivent être rapidement signalés et corrigés.
Un mauvais alignement entre les matrices supérieure et inférieure peut entraîner une déviation de la taille de pliage. Veillez à ce que les outils soient correctement alignés lors du réglage de l'outil.
Lorsque les positions gauche et droite de la butée arrière se déplacent, la distance entre la matrice inférieure et la butée arrière change. Cette distance peut être mesurée à l'aide d'un pied à coulisse et réglée à l'aide de la vis de la butée arrière.
La précision et la compatibilité du dispositif de compensation de la matrice inférieure doivent être vérifiées, en fonction de la conception du cadre.
La fixation de la matrice supérieure doit être très précise.
La taille de l'ouverture de la matrice en V et la pression de pliage sont inversement proportionnelles. Lorsque la longueur et l'épaisseur de la plaque sont fixes, plus l'ouverture est grande, plus la pression requise est faible.
Par conséquent, lorsque l'on travaille avec des épaisseurs différentes, il convient d'utiliser la taille d'ouverture de la matrice en forme de V appropriée.
En cas de traitement avec une charge unilatérale, par exemple à une extrémité de la presse plieuse, la pression de pliage peut être affectée et cela peut endommager la machine. Ceci est strictement interdit.
La partie centrale de la machine doit toujours être mise en valeur lors de l'assemblage des outils.
Facteurs de la tôle
La rectitude du plan de référence de la tôle doit être vérifiée.
Veillez à ce que la contrainte exercée sur la plaque métallique soit uniforme.
Vérifier que l'épaisseur de la tôle est constante.
Un parallélisme insuffisant entre la pièce à usiner et la matrice inférieure pendant le cintrage peut entraîner un retour de la pièce à usiner après la pression de la matrice supérieure, ce qui affecte la taille du cintrage.
Les propriétés et l'épaisseur des matériaux peuvent avoir un impact sur l'angle de pliage, c'est pourquoi une inspection appropriée et des contrôles ponctuels doivent être effectués sur chaque pièce avant le pliage.
Facteurs de fonctionnement
Vérifiez que les forces gauche et droite sont cohérentes lorsque l'opérateur pousse le matériau à se plier.
Assurez-vous que l'erreur de données du système est correctement réglée lors de l'utilisation du système.
Un angle de pliage primaire insuffisant peut affecter la dimension du pliage secondaire.
L'erreur de pliage accumulée augmentera l'erreur dans la dimension du contour de la pièce.
La pression nécessaire au pliage varie en fonction de la longueur et de l'épaisseur de la pièce, et la longueur et l'épaisseur de la plaque sont proportionnelles à la pression nécessaire.
Il est important d'ajuster la capacité de pliage en conséquence lorsque la longueur et l'épaisseur de la pièce changent.
Conclusion
Pour améliorer la précision de pliage de la presse plieuse, plusieurs aspects doivent être pris en compte.
Outre le réglage des composants de la machine, la précision de l'outillage et la mise en œuvre d'une compensation correcte du pliage, il convient de veiller à la maintenance et à l'entretien quotidiens de la presse plieuse.
Cela contribuera à prolonger sa durée de vie et à maintenir un pliage efficace.
L'investissement dans une presse plieuse de haute qualité est un autre moyen efficace de garantir des opérations productives.
ADH est un fabricant de presses plieuses de confiance, avec deux décennies d'expertise dans l'industrie de la tôle.
Visitez notre page de produits presses plieuses pour plus d'informations, ou allez sur notre page de contact pour des informations détaillées sur les produits et les prix.



