Fehler, die zum Versagen der Biegegenauigkeit von Abkantpressen führen, können durch verschiedene Faktoren verursacht werden, einschließlich mechanischer Probleme mit der Maschine, sowie durch externe Faktoren wie Biegewerkzeuge, Materialstärke und menschliche Bedienungsfehler.
In diesem Artikel werden wir die verschiedenen Faktoren untersuchen, die sich auf die Biegegenauigkeit auswirken, und Lösungen für einige der häufig auftretenden Szenarien anbieten.
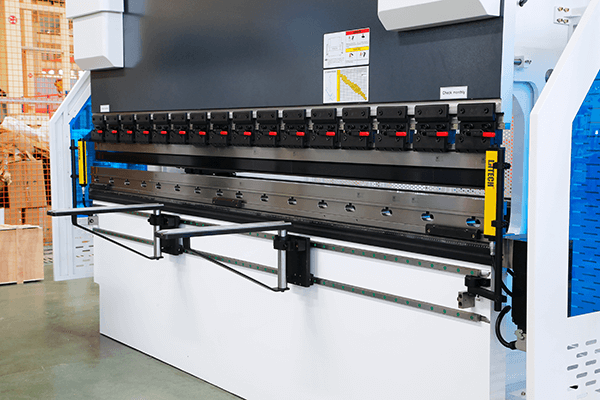
Faktoren der Maschine
Es gibt mehrere Faktoren, die sich auf die Biegegenauigkeit einer Abkantpresse auswirken können. Dazu gehören:
- Geradheit der Spannöffnung des Stößels in Y- und X-Richtung.
- Positioniergenauigkeit und beliebige Positioniergenauigkeit des linken und rechten Stößels.
- Angemessenheit des Abstands zwischen dem Abkantpresse Stößel und die Linearführung des Rahmens.
- Rechtwinkligkeit und Neigung des Rahmens.
- Die Verbindung zwischen dem Ölzylinder und dem Stößel.
- Stärke und Genauigkeit des Rahmens und des Stößels.
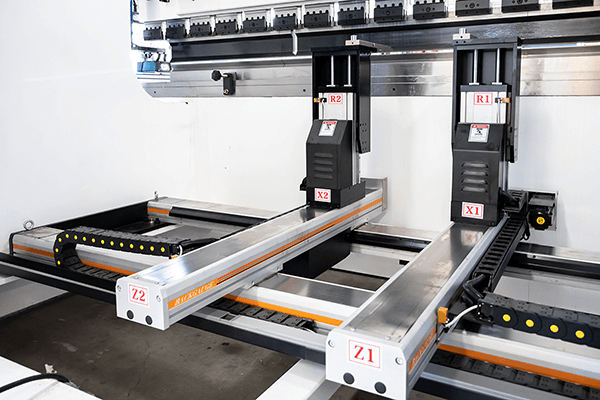
- Repositionierungsgenauigkeit des Hinteranschlagsystems in X- und R-Richtung.
- Korrekte Einstellung des Computersystems.
- Einstellung des Hydrauliksystems.
- Abstimmung zwischen dem Hydrauliksystem und der Computereinstellung.
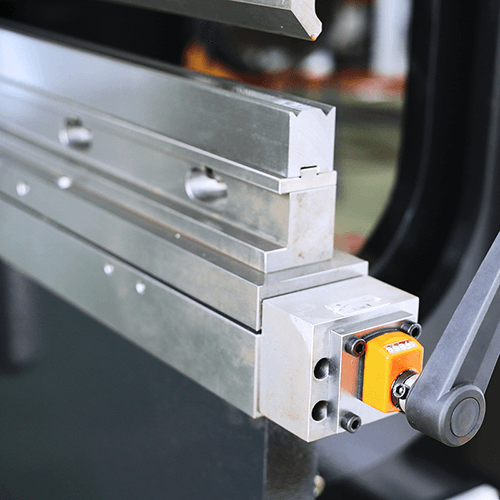
Werkzeugtechnische Faktoren
Die Genauigkeit der oberen und unteren Matrize ist entscheidend.
Verformung, Beschädigung, Verschleiß und andere Probleme mit den Werkzeugen können sich auf alle Aspekte des Metallbiegens auswirken. Wenn sie entdeckt werden, sollten sie umgehend gemeldet und behoben werden.
Eine falsche Ausrichtung zwischen Ober- und Unterstempel kann zu einer Abweichung der Biegegröße führen. Stellen Sie sicher, dass die Werkzeuge beim Einstellen der Werkzeuge richtig ausgerichtet sind.
Nachdem sich die linke und rechte Position des Hinteranschlags bewegt hat, ändert sich der Abstand zwischen der unteren Matrize und dem Hinteranschlag. Dies kann mit einem Messschieber gemessen und mit der Hinteranschlagschraube eingestellt werden.
Die Genauigkeit und Kompatibilität der unteren Kompensationsvorrichtung sollte überprüft werden, damit sie mit der Konstruktion des Rahmens übereinstimmt.
Die obere Matrizenbefestigung sollte sehr präzise sein.
Die Größe der Öffnung der V-förmigen Matrize und der Biegedruck sind umgekehrt proportional. Wenn die Blechlänge und -dicke festgelegt sind, ist der erforderliche Druck umso geringer, je größer die Öffnung ist.
Daher sollte bei der Arbeit mit unterschiedlichen Dicken die entsprechende Größe der V-förmigen Matrizenöffnung verwendet werden.
Bei der Bearbeitung mit einseitiger Belastung, z. B. an einem Ende der Abkantpresse, kann der Biegedruck beeinflusst werden, was zu Schäden an der Maschine führen kann. Dies ist strengstens untersagt.
Bei der Montage der Werkzeuge sollte immer der mittlere Teil der Maschine belastet werden.
Blech-Faktoren
Die Geradheit der Bezugsebene des Blechs muss überprüft werden.
Achten Sie auf eine gleichmäßige Belastung der Metallplatte.
Überprüfen Sie, ob die Dicke des Blechs gleichmäßig ist.
Eine unzureichende Parallelität zwischen dem Werkstück und der unteren Matrize während des Biegens kann dazu führen, dass das Werkstück nach dem Pressen der oberen Matrize zurückfedert, was die Biegegröße beeinträchtigt.
Materialeigenschaften und -dicke können sich auf den Biegewinkel auswirken, daher muss jedes Werkstück vor dem Biegen einer ordnungsgemäßen Inspektion und Stichprobenkontrolle unterzogen werden.
Betriebsfaktoren
Prüfen Sie, ob die linke und rechte Kraft gleichmäßig ist, wenn der Bediener das Material zum Biegen drückt.
Stellen Sie sicher, dass der Systemdatenfehler bei der Verwendung des Systems richtig eingestellt ist.
Ein unzureichender primärer Biegewinkel kann das sekundäre Biegemaß beeinflussen.
Kumulierte Biegefehler erhöhen den Fehler im Umrissmaß des Werkstücks.
Der zum Biegen erforderliche Druck variiert mit der Länge und Dicke des Werkstücks, und die Länge und Dicke der Platte sind proportional zum erforderlichen Druck.
Es ist wichtig, die Biegeleistung entsprechend anzupassen, wenn sich Länge und Dicke des Werkstücks ändern.
Schlussfolgerung
Um die Biegegenauigkeit der Abkantpresse zu verbessern, müssen verschiedene Aspekte berücksichtigt werden.
Neben der Einstellung der Maschinenkomponenten, der Sicherstellung der Genauigkeit der Werkzeuge und der Umsetzung des richtigen Biegeausgleichs sollte auch der täglichen Wartung und Instandhaltung der Abkantpresse Aufmerksamkeit geschenkt werden.
Dies trägt dazu bei, die Lebensdauer zu verlängern und ein effizientes Biegen zu gewährleisten.
Die Investition in eine qualitativ hochwertige Abkantpresse ist ein weiteres wirksames Mittel, um einen produktiven Betrieb zu gewährleisten.
ADH ist ein zuverlässiger Hersteller von Abkantpressen mit zwei Jahrzehnten Erfahrung in der Blechindustrie.
Besuchen Sie unsere Produktseite für Abkantpressen, um weitere Informationen zu erhalten, oder gehen Sie zu unserer Kontaktseite, um detaillierte Produkt- und Preisinformationen zu erhalten.



