I.はじめに
定義
について プレスブレーキ は板金加工に使用される機械です。金型曲げによって板金曲げを実現します。
進化
最初のプレスブレーキは、金属板を曲げるために手作業で操作される。
1930年代には、油圧プレスブレーキが登場し、人による操作に取って代わり、生産効率を大幅に向上させた。
1980年代には、CNC技術がプレスブレーキに応用された。
CNCプレスブレーキはコンピュータによって制御され、曲げ加工の自動プログラム制御、CAD/CAMシステムとの接続、無人ガードなどを実現する。これはプレスブレーキのインテリジェント生産への進化を象徴しています。
21世紀には、プレスブレーキはインテリジェントな製造時代に突入する。
ベンドパイプのパラメーターを最適化する人工知能技術により、パーソナライズされたカスタマイズを実現し、ユーザーにより効率的なインテリジェントサービスを提供する。
II.プレスブレーキの種類
手動プレスブレーキ
手動プレスブレーキは、金属板ブレーキとも呼ばれ、最も一般的なタイプのブレーキです。
機械は切断するとき曲がるサイズおよび角度を手動で調節することを要求します、大量生産の曲がるサイズそして角度のために最も適した。
手動プレスブレーキには、主に作業台、サポート、スプリントが含まれる。
作業台は支持棚にも設置され、支持はベースとプレッシャープレートで構成される。
手動プレスブレーキは、他のタイプのプレスブレーキよりも複雑です。
そのため、曲げ寸法や曲げ角度を検証した上で量産加工を行うことができる。
大量生産のバッチを終えた後、オペレーターは連続生産のためにサイズと角度を調整する必要がある。
油圧プレスブレーキ
油圧プレスブレーキは、2つの油圧シリンダーを利用し、よりコントロールしやすく、安定したストロークを可能にします。
同期式の分類により、油圧プレスブレーキは、トルク同期式プレスブレーキ、ハイブリッド式プレスブレーキ、電気油圧式同期式プレスブレーキに分けられる。
プレスブレーキは動作の分類により、上向きプレスブレーキと下向きプレスブレーキに分けられる。
プレスブレーキには、サポート、作業台、スプリントが含まれている。
作業台は支柱の上に置かれ、ベースとプレッシャープレートで構成されている。
ベースはハウジング、コイル、カバーで構成され、ヒンジとプレートで接続されている。
コイルはハウジングの溝に入れられ、溝の上部はカバーで覆われている。
CNCプレスブレーキ
について CNCプレスブレーキ 最高の精度とカスタム能力を特徴とし、精度を管理し効率を向上させるためにコンピューター技術を活用している。
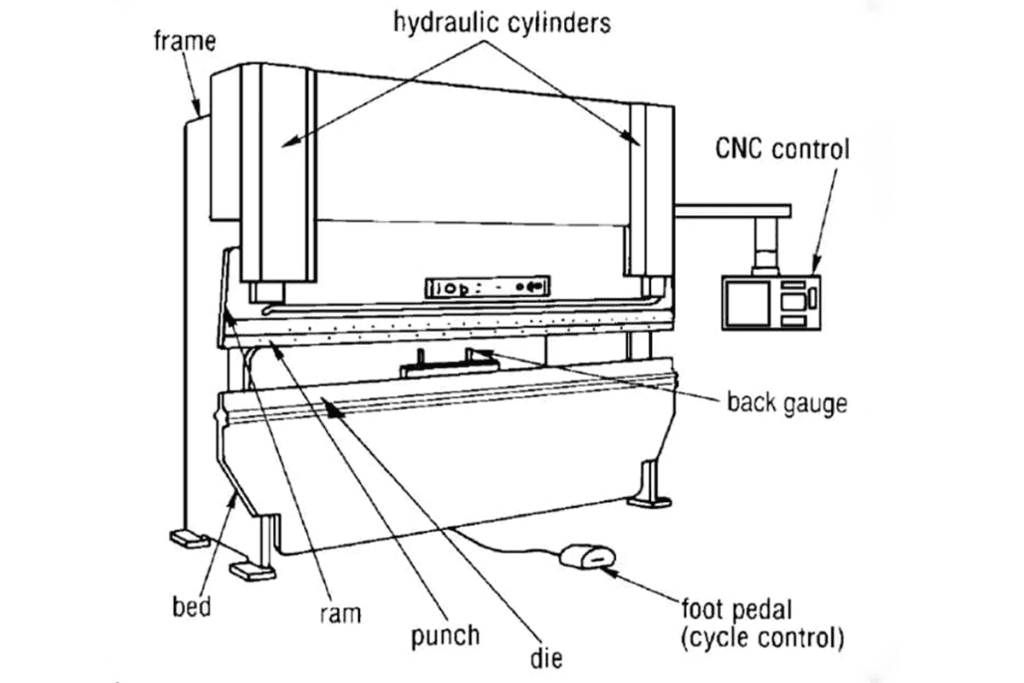
フレーム、ラム、作業台、オイルシリンダーとサーボシステム、位置検出システム、CNCコントローラー、電気制御システムで構成されている。
CNCプレスブレーキは、ラムストロークとバックゲージを制御することで曲げ加工を実現します。
CNCプレスブレーキを使用する場合、オペレーターはワークの必要量と曲げ角度の各ステップを入力するだけでよい。
コントローラーの設定手順に従い、曲げ加工が完了します。
先進的なCNCプレスブレーキは、主にクローズドループ制御を形成するために水と電気のサーボシステムとリニアスケールを採用しています。
高い制御精度、曲げ精度、再配置精度が特徴。
操作は柔軟で、タンデムベンディングマシンの超長板曲げと一般的なプレスブレーキの短ワーク生産を達成することができ、プレスブレーキの実用性を向上させるだけでなく、消費量を減らすことができます。
III.動作原理
プレスブレーキの動作原理は、あらかじめ決められた角度に設定されたパンチとダイを使用して、金属を曲げたり、さまざまな形状に切断したりすることです。
パンチとダイの役割
パンチとダイは、あらかじめ決められた曲げを実現するための重要な部品です。パンチは圧力をかけるために使用され、金属板をダイに押し付けます。
金型の形状とサイズが最終製品の形状とサイズを決定する。
オペレーターは曲げの度合いと方向を正確にコントロールでき、複数の金属加工作業を達成できる。
トン数
トン数が増えるにつれて、曲げ長さは金属板を曲げるのに最も長くなる可能性がある。
例えば、曲げ長さが14インチの機械があった場合、14インチを超える板金は生産不可能となる。
用途や材料の厚さや大きさに応じて、トン数や曲げ長さの異なる機械が必要になる。
これらの要素は、プレスブレーキの荷重制限---トン/インチ単位での制限---を確認することが有益であるため、最も重要です。
IV.曲げ加工と技術
コイニング
オペレーターは、パンチとダイを備えたプレスブレーキを使って、金属を特定の角度に曲げる。
このプロセスでは、ワーク全体が全トンの状況下に置かれる。
コイニングでは、何本生産する場合でも、それぞれの曲げ加工は同じでなければならない。
板金は金型の上に水平に置かれる。
金属はパンチとダイの間で高いトン数で圧縮され、正確な曲げ角度を生み出す。
ダイは鈍角、鋭角、直角を特徴としている。ダイスがどの角度を選んでも、金属板はその角度に正確に曲げられる。
コイニングは、常に正確で安定した曲げを実現できる。
コイニングは、曲げ加工法の中で最も大きなトン数を必要とし、他の曲げ加工法の3倍から5倍が普通である。
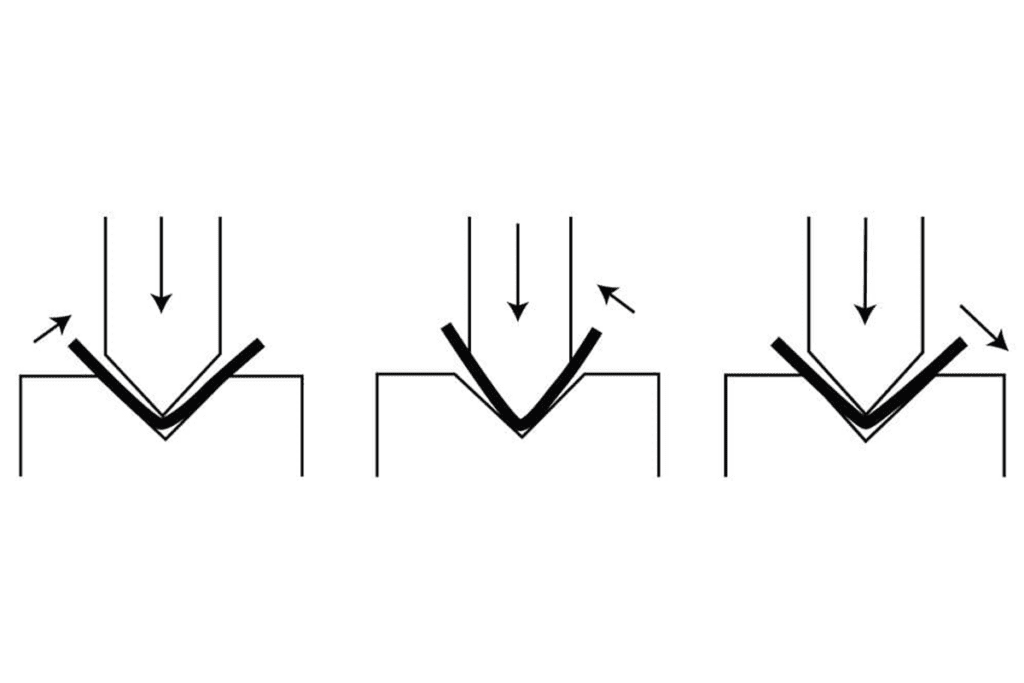
エアベンディング
エア曲げの動作原理は、必要な角度を得るために材料を金型に押し込むことである。
また、スプリングバックが少し補正されている。
同時に、同じ工具セットで異なる曲げ角度を仕上げることができる。これは経済的なメリットである。
曲げ厚さ、二重性、硬度、スプリングバックによって、パンチとダイの角度が決まる。
その柔軟性により、この方法は精度を向上させることができる。
しかし、成功させるには精密な位置決め機と研削工具が必要である。エアベンディングに必要なトン数は少ない。
ダイはパンチの先端とダイの側面にしか触れない。
曲げ角度は、パンチがダイの中に下降する距離によって決まる。
パンチが下降すればするほど、曲げ角度は鋭角になる。
スライドストロークが曲げ角度を決定するため、85°の単純な金型でも多くの角度を実現できる。
ただし、曲げ角度はパンチとダイの角度と同じか、それより小さくはならない。
エアベンディングのトン数はコイニングより少ない。
底曲げと同じように、空気曲げでもスプリングバックが発生するため、必要な曲げを得るためには材料をより鋭角に曲げる必要がある。
ボトム曲げ
底屈は「ボトムアウト」とも呼ばれる。
ボトムベンディングに必要なトン数は、コイニングより少なく、エアベンディングより多い。
金属はV字型の金型に押し込まれて曲げられる。
下曲げでは、金属板を水平に置き、上パンチとダイを最小トンでワークの上下に接続するため、材料はパンチの先端とV溝の側面で接触する。
ポンチとダイが金属に完全に触れないので、コイニングとは異なる。
金属はスプリングバックを経験し、曲げた後、より広い角度にリリースされる。
素材や厚みが異なれば、スプリングバックに対する反応も異なるため、機械オペレーターはそれぞれの金属の特性を熟知していなければならない。
曲げ技術の選択に影響を与える要因
適切な曲げ技術を選択するためには、多くの要素を考慮する必要がある。
まず、材料の種類と厚さは、曲げ度合いと必要な力に直接影響する。
第二に、要求される精度と生産量も重要な要素である。例えば、エア曲げ加工は迅速で低コストの生産に適しているが、ボトム曲げ加工やコイニング加工はより高精度で大量生産に適している。
最後に、設備のコストとメンテナンスも無視できない要素である。曲げの基本が異なれば、必要な投資やメンテナンスのレベルも異なる。
アプリケーション
曲げ技術は、自動車、航空宇宙、建築、家電製品など、多くの産業で広く応用されている。
自動車分野では、複雑で高密度の自動車部品を作るために、底曲げとコイニングが使われている。
航空宇宙産業では、その高い効率性と柔軟性により、エアベンディングが広く採用されている。
建設業界はこれらの技術を利用して構造用鋼やその他の建築資材を製造し、建物の強度と安全性を確保している。
V.プレスブレーキの構成部品と操作
プレスブレーキは主に以下の部品で構成されています:
ラム
ラムはプレスブレーキの中核部品のひとつで、垂直方向に動くのが特徴です。
材料を曲げるためにパンチを下降させるために使用される。
パンチ
パンチは、製造される材料に直接接触し、曲げ作業を担当する。
ポンチの形状とサイズは、曲げ角度とラジウムに影響する。
適切なポンチの選択は、材料の種類、厚さ、必要な曲げ角度によって決定される。
死ぬ
ダイは通常プレスブレーキの下部に固定され、パンチと協働して曲げ加工を仕上げます。
金型の設計によって曲げ角度と形状が決まる。
材料は金型の上に置かれ、パンチによって押され、材料を必要な形状に強制的に曲げることができる。
プレスブレーキの操作にはいくつかの段階がある:
まず、曲げようとする材料を金型に置く。
次に、ポンチを素材に下降させ、力を加えることで曲げられるようにする。
力の大きさは、曲げられる材料の厚さや種類、必要な曲げ角度など、いくつかの要因によって決まる。
VI.安全性と効率性
安全保護
プレスブレーキにはリニアスケールセンサーが装備されています。人員を検知すると、即座に停止します。
即時のデータ収集とパラメータ調整
プレスブレーキは、曲げ強度、曲げ角度などのデータを瞬時に監視し、材料の曲げ規律を収集することができます。
製品の品質を向上させるために、実際の差に応じてパラメータをわずかに調整することができます。
自動生産ライン
プレスブレーキには、自動プレート機械アームとハンドリング機構が挿入されている。
電話APPは生産状況を遠隔監視することもできる。
カスタム・プロダクション
曲げ角度のパラメータを柔軟にプログラムし、小規模のカスタム生産を実現します。
人工知能アルゴリズムは給餌効率を向上させる。
公害防止
除塵システムは作業エリアを清潔にし、作業者に快適な作業環境を提供します。
VII.よくある質問
プレスブレーキ操作の黄金律とは?
手袋や保護メガネなどの個人用保護具を着用すること。
作業者は、危険な場所に引き込まれるのを防ぐため、ルーズな服装、時計、指輪をしてはならない。
決して無指導の下で機械を作動させないでください。ラムなどの可動部には、両手を近づけないこと。
パンチプレスとプレスブレーキの違いは何ですか?
複数の穴があいた加工品を作りたい場合は、パンチプレスが理想的な選択となる。
プレスブレーキは、シートを曲げたり、箱やパイプのような形状を作るのに適しています。
パンチプレスが普及したとはいえ、プレスブレーキは金属加工に欠かせないツールだ。
結論結論
以上、プレスブレーキの定義、作動原理、技術、種類、安全性などを簡単にご紹介しました。
将来的には、産業ネットワークと人工知能の発展により、プレスブレーキは自動生産と個別カスタマイズを実現できる。
同時に、新素材と新プロセスは、この産業をよりインテリジェントでグリーンな道へと導くだろう。
ADHプレスブレーキについてもっとお知りになりたい方は、こちらへどうぞ。 公式ウェブサイトを見る をクリックして製品パラメータを確認するか セールスコンサルタントに相談する.
包括的な技術サポートと最高のカスタムサービスを提供します。
弊社とのコラボレーションにより、貴社のプレスブレーキ生産が新たなステップに進むことができると信じております。




