プレスブレーキの曲げ精度の不具合を引き起こすエラーは、機械の機械的な問題や、曲げ工具、材料の厚さ、人為的な操作ミスなどの外的要因など、さまざまな要因から発生します。
この記事では、曲げ精度に影響を与える様々な要因を検証し、よくあるシナリオに対する解決策を紹介します。
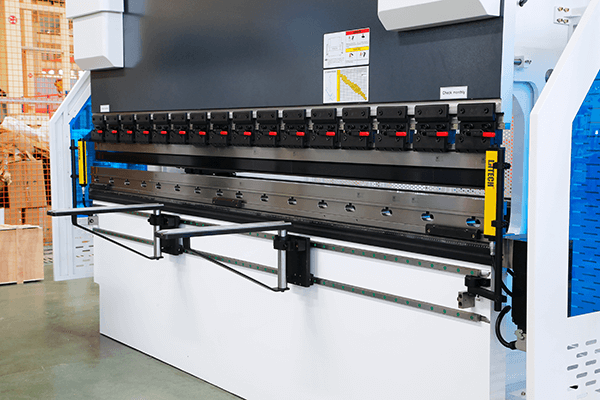
機械要因
プレスブレーキ機の曲げ精度に影響を与える要因はいくつかあります。これらには次のようなものがあります:
- ラムのクランプ開口部のY方向およびX方向の真直度。
- 左右ラムの再位置決め精度と任意位置決め精度。
- との間のクリアランスの妥当性 プレスブレーキ ラムとフレームのリニアガイド。
- フレームの垂直性と傾斜。
- オイルシリンダーとラムの接続部。
- フレームとラムの強度と精度。
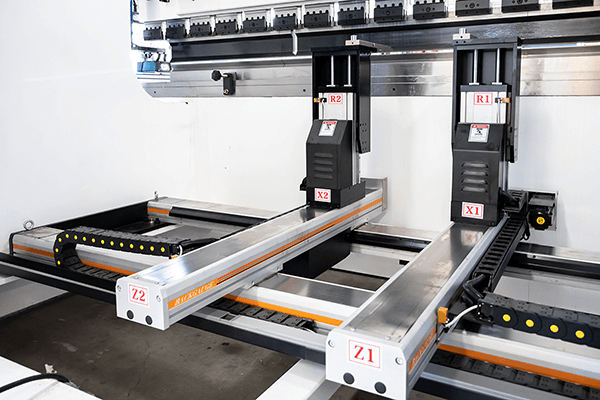
- バックゲージ・システムのX方向とR方向の位置変更精度。
- コンピューターシステムの適切な調整。
- 油圧システムの調整。
- 油圧システムとコンピューター調整のマッチング。
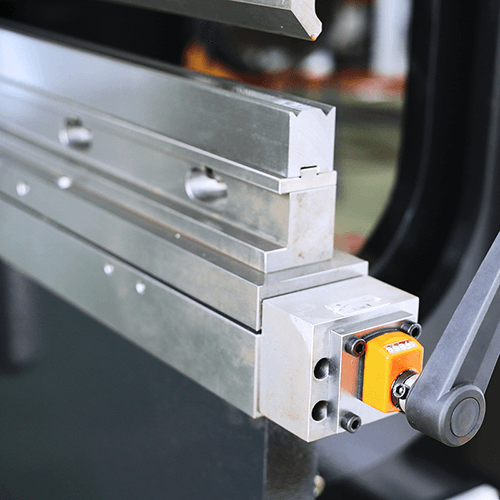
ツーリング要因
上型と下型の精度は非常に重要である。
金型の変形、損傷、摩耗、その他の問題は、金属曲げ加工のあらゆる側面に影響を及ぼします。発見された場合は、速やかに報告し、修正する必要があります。
上型と下型のアライメントがずれていると、曲げ寸法に狂いが生じることがあります。金型セッティングの際には、金型が正しくアライメントされていることを確認してください。
バックゲージの左右の位置が移動すると、下型とバックゲージの距離が変化します。これをノギスで測定し、バックゲージのネジで調整します。
下型補償装置の精度と互換性は、フレームの設計に合わせて検証されるべきである。
上型の固定具は高精度でなければならない。
V字ダイスの開口寸法と曲げ圧力は反比例する。板の長さと厚さが一定の場合、開口部が大きいほど、必要な圧力は低くなります。
従って、異なる厚みを扱う場合は、適切なV字型ダイスの開口サイズを使用する必要があります。
プレスブレーキの片端など、片荷重で加工する場合、曲げ圧力が影響し、機械に害を及ぼすことがあります。これは厳禁です。
工具を組み立てる際には、機械の中間部分に常にストレスをかけるべきである。
シートメタル要因
板金の基準面の真直度をチェックしなければならない。
金属板にかかる応力が均一であることを確認する。
板金の厚さが一定であることを確認する。
曲げ加工時にワークと下型の平行度が不十分だと、上型が押された後にワークがはね返り、曲げ寸法に影響を与えることがある。
材料の特性や厚みは曲げ角度に影響するため、曲げ加工を行う前に、ワークピースごとに適切な検査と抜き取り検査を行う必要がある。
運営要因
作業者が材料を押して曲げる際に、左右の力が一定であることを確認してください。
システムを使用する際は、システムデータの誤差が適切に調整されていることを確認してください。
一次曲げ角度が不十分だと、二次曲げ寸法に影響することがある。
累積された曲げ誤差は、ワークの外形寸法の誤差を増大させる。
曲げ加工に必要な圧力は、ワークの長さと厚さによって変化し、プレートの長さと厚さは必要な圧力に比例する。
ワークピースの長さや厚さが変わった場合は、曲げ能力を適宜調整することが重要です。
結論
プレスブレーキの曲げ精度を向上させるには、さまざまな点を考慮する必要がある。
機械の部品の調整、金型の精度の確保、正しい曲げ補正の実施はもちろんのこと、プレスブレーキの日々のメンテナンスと維持にも注意を払う必要があります。
こうすることで、寿命を延ばし、効率的な曲げを維持することができる。
高品質のプレスブレーキに投資することも、生産性を保証する効果的な方法です。
ADHは、板金業界で20年の専門知識を持つ、信頼できるプレスブレーキメーカーです。
詳細については、プレスブレーキ製品ページをご覧ください。また、製品や価格の詳細については、お問い合わせページをご覧ください。



