Что такое гибка листового металла?
Гибка листового металла предполагает использование машин и инструментов для придания металлу определенной формы.
Этого можно достичь с помощью листогибочного пресса, вырубной машины, железноводскили другой техники.
Эти машины используют систему питания для приведения в действие инструмента и оказывают давление на металлический лист, вызывая его деформацию.
Чтобы обеспечить точные результаты при гибке листового металла, перед началом процесса необходимо определить несколько параметров.
К этим параметрам относятся толщина материала, радиус изгиба, припуск на изгиб, вычет за сгибание, K-фактор и другие.
Важно помнить, что различные материалы имеют различные свойства, такие как прочность на разрыв и пластичность.
Различные станки могут использовать различные методы гибки для получения одного и того же профиля из металлического листа.
Поэтому очень важно выбрать правильную машину и подход, исходя из конкретных требований и параметров проекта.
Каковы методы гибки листового металла?
В результате процесса гибки листового металла получаются различные формы изгиба в зависимости от угла и радиуса изгиба.
Для обеспечения точности в процессе гибки применяются стандартные методы гибки. Эти методы различны, но все они направлены на получение единых стандартов в конечных профилях.
Давайте рассмотрим некоторые из основных методов гибки листового металла:
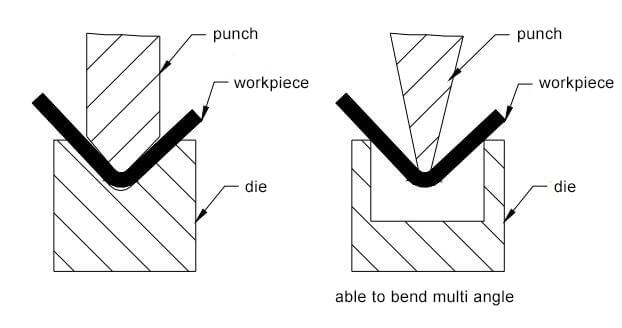
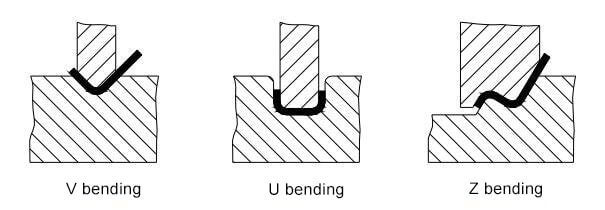
V-образная гибка - это наиболее распространенный процесс гибки, названный так из-за V-образной формы пуансона и штампа, используемых в процессе. Пуансон вдавливает металлический лист в нижний штамп, в результате чего получается V-образная заготовка.
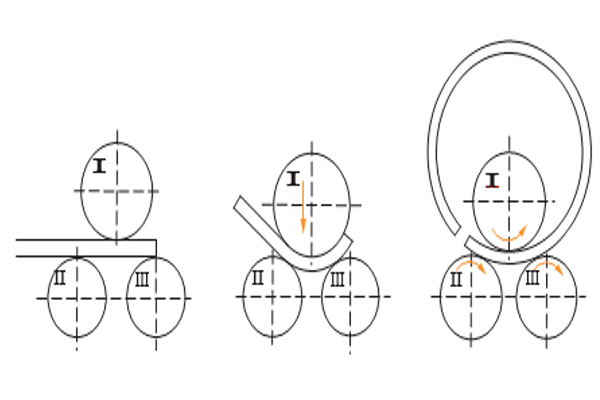
Гибка вальцами - этот процесс используется для гибки заготовок с большими завитками и предполагает использование трех валков, приводимых в движение гидравлической системой для сгибания листа.
U-образная гибка - Этот метод предполагает использование U-образного штампа для сгибания заготовки. Пуансон приводится в действие системой для вдавливания металлического листа в U-образный штамп, в результате чего получаются U-образные профили.
Ротационная гибка - Этот метод позволяет согнуть заготовку на угол более 90 градусов. Окончательный профиль похож на V-образный изгиб, но поверхность профиля более гладкая.
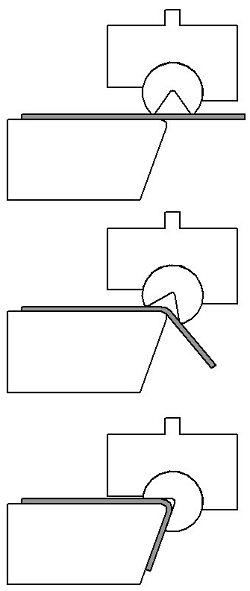
Загибание кромок - этот метод используется в гибка панелей и предполагает использование верхней и нижней форм, которые перемещаются вверх и вниз при гибке. Обычно он используется для коротких металлических листов, чтобы уменьшить остроту и предотвратить повреждение сгибаемого края.
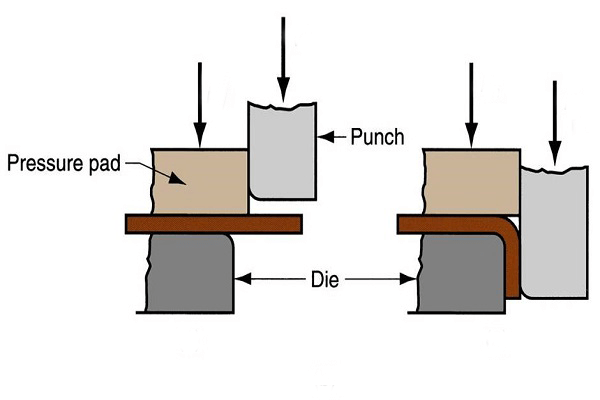
Гибка с протиркой - Этот метод аналогичен гибке кромок. Металлический лист помещается на нижний штамп, и давление прикладывается к выступающему металлу с помощью прижимной площадки и пуансона, в результате чего происходит гибка."
Какие материалы подходят для гибки листового металла?
Выбор материала для гибки имеет решающее значение для достижения желаемых результатов гибки.
Некоторые материалы могут быть непригодны для сгибания и могут привести к излому или повреждению оснастки. Материалы с низкой пластичностью можно нагреть, чтобы снизить риск разрушения.
При выборе материалов для гибки важно учитывать их характеристики.
Вот некоторые распространенные материалы, используемые при гибке листового металла, и их свойства:
- Углеродистая сталь: Этот материал прочен и гибок, обладает хорошей пластичностью и является экологически чистым вариантом, который может быть переработан.
- Мягкая сталь: Мягкая сталь обладает отличной пластичностью, что позволяет ей плавно изгибаться без нагрева.
- Нержавеющая сталь: Этот материал прочен, устойчив к коррозии, обладает высоким пределом прочности и текучести, что делает его популярным выбором для гибки.
- Титан: Титан обладает высокой прочностью на разрыв, но при неправильном использовании может повредить оснастку. При гибке титана необходимо увеличить внутренний радиус изгиба для предотвращения растрескивания и перегибать материал для достижения желаемой формы.
- Алюминий: Алюминий склонен к растрескиванию при сгибании, поэтому важно отжигать его для предотвращения растрескивания. При сгибании алюминия важно избегать перегиба, чтобы снизить риск образования трещин.
- Медь: Медь обладает высокой пластичностью, что делает ее отличным выбором для гибки, и является экономически выгодной. Она широко используется в промышленности по обработке листового металла.
Гибка листовой нержавеющей стали

Особенности нержавеющей стали
Сталь представляет собой комбинацию материалов, включающую небольшое количество углерода, марганца, кремния, меди, фосфора, серы и кислорода.
По содержанию углерода сталь классифицируется на высоко-, средне-, низко- и ультранизкоуглеродистую.
Сталь легко гнется, так как инструменты, используемые для гибки стальных листов, также изготовлены из стали.
Однако для гибки нержавеющей стали требуется относительно большее усилие из-за высокого предела текучести, твердости и плохой пластичности.
Кроме того, пружинистость нержавеющей стали после гибки значительна, поэтому требуется больший радиус гибки, чтобы избежать растрескивания заготовки.
Соображения по гибке листов из нержавеющей стали
Толщина листа и тоннаж гибки Перед гибкой нержавеющей стали необходимо определить толщину листа. Более толстые листы требуют большего гибочный станок.
Угол изгиба и радиус изгиба
Очень важно учитывать угол изгиба и радиус.
Больший радиус изгиба может привести к чрезмерной пружинящей спинке, а меньший радиус - к образованию трещин.
Как правило, радиус изгиба составляет около 0,2. Для таких материалов, как высокоуглеродистая сталь, для предотвращения растрескивания необходим больший внутренний радиус.
Нержавеющая сталь обладает высокой упругостью, а угол изгиба и радиус не могут быть слишком малы.
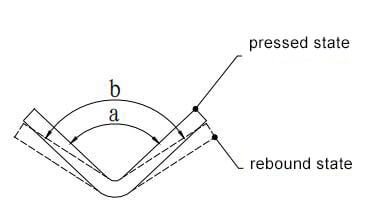
Изгиб Пружинистость
Отдача металлической пластины пропорциональна пределу текучести материала и обратно пропорциональна модулю упругости.
Низкоуглеродистая сталь имеет меньшую упругость и идеально подходит для высокоточных деталей, в то время как высокоуглеродистая сталь и нержавеющая сталь имеют значительную упругость.
Чем больше радиус изгиба, тем больше пружинящая спинка.
Меньшие радиусы изгиба обеспечивают более высокую точность.
Расчет припуска на изгиб
Припуск на изгиб, который представляет собой расширение внешней стороны листа, можно рассчитать, зная толщину листа, угол изгиба и внутренний радиус.
Этот расчет определяет необходимую длину листа для сгибания.
Формула для расчета припуска на изгиб следующая: BA=(π/180) x B x (IR+K x MT), или используйте измеритель припуска на изгиб.
Сгибание с помощью машин
Наконец, такая машина, как листогибочный пресс может быть использован для процесс гибкиing.
Если металлический лист склонен к растрескиванию, его можно подвергнуть горячей штамповке или отжигу.
Отжиг повышает пластичность металлов за счет их размягчения, а горячая гибка предполагает нагрев металла до красного состояния и последующее его сгибание.
Заключение
В этой статье блога представлен обзор основ гибки листового металла с акцентом на важные моменты при гибке нержавеющей стали.
Для гибки металла можно использовать различные станки, в том числе листогибочные прессы. Для выполнения простых задач по гибке можно также использовать тиски.
ADH - производитель станков для обработки листового металла с 20-летним опытом работы в отрасли.
Если вам нужны листогибочные прессы или другое подобное оборудование, вы можете связаться с одним из наших торговых представителей для получения дополнительной информации о продукции и ценах на нее.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Как согнуть лист нержавеющей стали без тормоза?
Сначала соберите необходимые материалы, включая пластины из нержавеющей стали, молотки, тиски, линейки, транспортиры и маркеры.
С помощью линейки измерьте толщину пластины, рассчитайте коэффициент K и внутренний радиус, а затем определите припуск на изгиб по формуле BA=(π/180) x B x (IR+K x MT).
С помощью транспортира и маркера отметьте на пластине линию сгиба и радиус.
Отрежьте пластину из нержавеющей стали соответствующего размера и с помощью тисков согните ее до нужного угла.
Обеспечьте равномерный изгиб, ударяя по металлу деревянным молотком.
Проверьте угол изгиба и припуск на изгиб для обеспечения точности. При необходимости вы можете помочь изгибу, нагрев металл.
Как рассчитать припуск на изгиб?
Помните, что сгибание металла под давлением приводит к внутреннему сжатию и внешнему растяжению.
При расчете размеров изгиба обязательно учитывайте припуск на изгиб, который зависит от толщины листа, внутреннего радиуса, коэффициента K и угла изгиба.
Формула для расчета припуска на изгиб BA=(π/180) x B x (IR+K x MT), где K - коэффициент K, B - угол изгиба, IR - внутренний радиус, MT - толщина листа.



