板金曲げとは?
板金曲げ加工では、機械や工具を使って金属を特定の形状に成形する。
これは、プレスブレーキやパンチングマシンを使用することで実現できる、 鉄工またはその他の機械。
これらの機械は、動力システムを利用して工具を駆動し、金属板に圧力を加えて変形させる。
板金曲げ加工で正確な結果を得るためには、加工開始前にいくつかのパラメーターを決定する必要がある。
これらのパラメータには、材料の厚さ、曲げ半径、曲げ代が含まれる、 曲げ控除Kファクターなど。
材料によって引張強度や延性などの特性が異なることを念頭に置くことが重要である。
機械が異なれば、金属板から同じプロファイルを製造するために、異なる曲げ方法を使用することもある。
したがって、プロジェクトの具体的な要件とパラメーターに基づいて、適切なマシンとアプローチを選択することが極めて重要である。
板金曲げの方法とは?
シートメタルの曲げ加工では、曲げの角度と半径によって曲げ形状が異なる。
曲げ加工の精度を確保するため、標準的な曲げ方法が採用されている。これらの方法はさまざまですが、いずれも最終的なプロファイルに均一な規格を生み出すことを目的としています。
板金曲げの主な曲げ方を見てみよう:
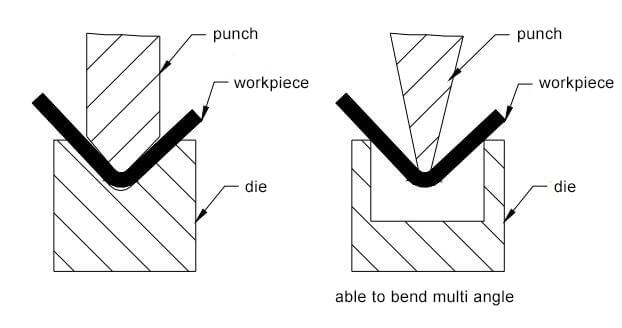
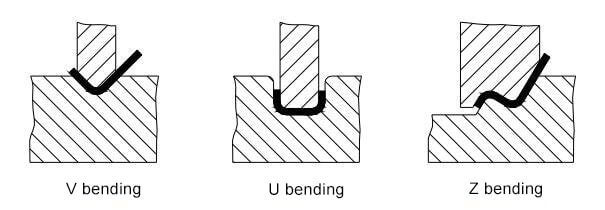
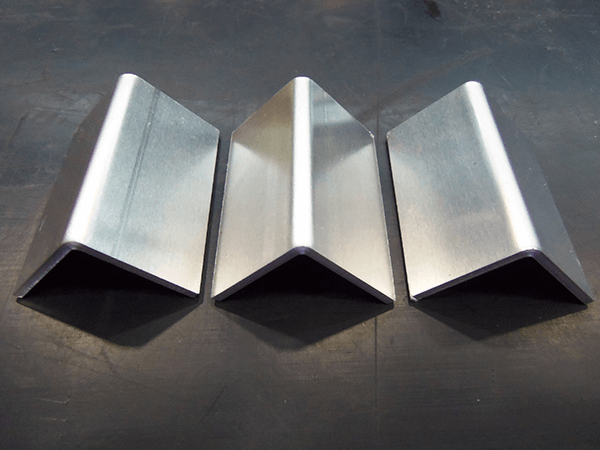
V字曲げ - これは最も一般的な曲げ加工で、V字型のパンチとダイを使用することからこの名前が付いた。パンチが金属板を下のダイに押し込むことで、V字型のワークピースができます。
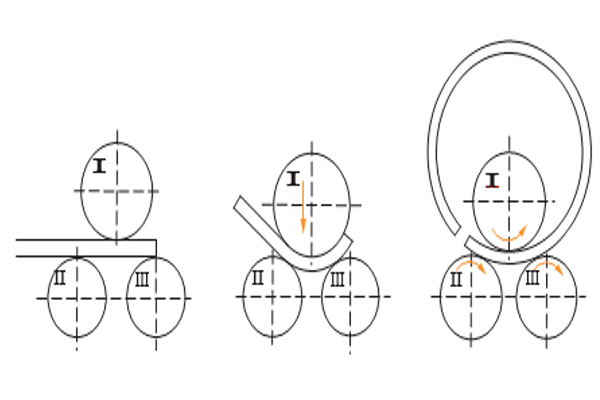
ロール曲げ - この工程は、大きなカールを持つワークピースの曲げ加工に使用され、油圧システムによって駆動される3本のロールを使用してシートを曲げます。
U字曲げ - この方法では、U字型のダイを使用してワークを曲げます。ポンチは、金属板をU字型のダイに押し込むシステムによって動かされ、U字型のプロファイルが得られます。
回転曲げ - この方法は、90度以上の曲げ加工が可能です。最終的な形状はV字曲げに似ていますが、曲げ面は滑らかです。
エッジ曲げ - この方法は、次のような場合に使用される。 パネル曲げ 上下の金型を使って曲げ加工を行う。鋭利さを抑え、曲げエッジの損傷を防ぐため、通常は短い金属板に使用される。
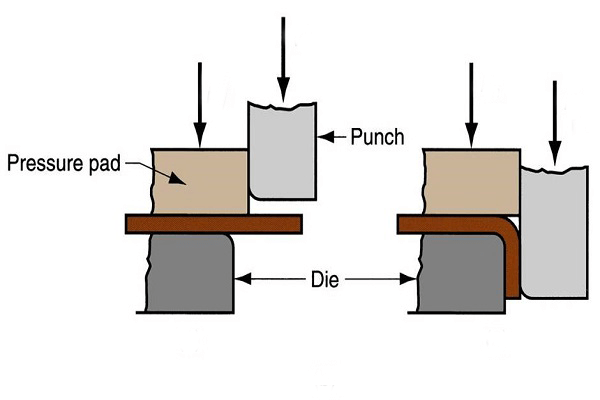
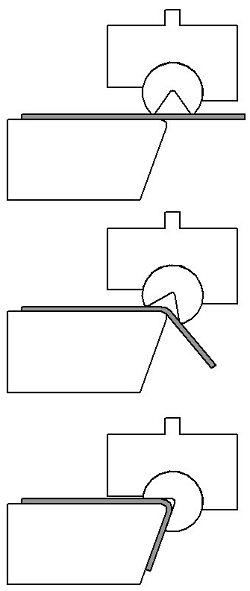
ワイプ曲げ - この方法はエッジ曲げに似ている。金属板を下型に置き、圧力パッドとポンチで突出した金属に圧力を加え、曲げ加工を行う。"
板金曲げに適した材料とは?
曲げ加工に使用する材料の選択は、望ましい曲げ加工結果を得るために非常に重要である。
材料によっては曲げ加工に適さず、破断や工具の損傷につながる場合があります。延性の低い材料は、破断のリスクを減らすために加熱することができます。
曲げ加工用の材料を選ぶ際には、その特性を考慮することが重要です。
ここでは、板金曲げに使用される一般的な材料とその特性を紹介します:
- 炭素鋼:この素材は強度と柔軟性に優れ、延性に富み、リサイクルも可能な環境に優しい選択肢です。
- 軟鋼:軟鋼は延性に優れ、加熱しなくても滑らかに曲げることができる。
- ステンレス鋼:この材料は強く、耐食性があり、高い引張強度と降伏強度を持つため、曲げ加工によく使われる。
- チタン:チタンは高い引張強度を持つが、適切に使用しないと工具を損傷しやすい。チタンを曲げる場合、クラックを防ぐために内部の曲げ半径を大きくし、目的の形状を得るために材料を曲げ過ぎる必要があります。
- アルミニウム:アルミニウムは曲げると割れやすいので、アニールして割れを防ぐことが重要です。アルミニウムを曲げる場合は、クラックのリスクを減らすために曲げ過ぎないようにすることが重要です。
- 銅:銅は延性が高く、曲げ加工に最適で、コストパフォーマンスに優れています。板金加工業界で広く使用されている。
ステンレス鋼板曲げ加工

ステンレスの特徴
鋼は、少量の炭素、マンガン、ケイ素、銅、リン、硫黄、酸素を含む材料の組み合わせである。
炭素含有量によって高炭素鋼、中炭素鋼、低炭素鋼、超低炭素鋼に分類される。
鋼板の曲げ加工に使われる工具も鋼でできているため、鋼板は簡単に曲げることができる。
しかし、ステンレス鋼の曲げ加工は、その高い降伏強度と硬度、延性の低さから、比較的大きな力を必要とする。
さらに、曲げ加工後のステンレス鋼のスプリングバックは大きいため、ワークピースにクラックが入るのを避けるために、曲げ半径を大きくする必要がある。
ステンレス鋼板の曲げ加工に関する考察
板厚と曲げトン数 ステンレス鋼を曲げる前に、板厚を決 めることが重要である。板厚が厚いほど、より大きな ベンディングマシン.
曲げ角度と曲げ半径
曲げ角度と半径を考慮することが重要である。
曲げ半径が大きいと過剰なスプリングバックが発生し、小さいとクラックが発生する可能性がある。
一般的に、曲げ半径は0.2程度である。高炭素鋼のような材質の場合は、割れを防ぐためにより大きな内半径が必要となる。
ステンレス鋼は弾力性が高く、曲げ角度と半径は小さすぎることはない。
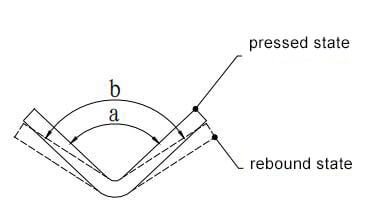
曲げスプリングバック
金属板のスプリングバックは、材料の降伏強度に比例し、弾性係数に反比例する。
低炭素鋼はスプリングバックが少なく、高精度の工作物に適しているが、高炭素鋼やステンレス鋼はスプリングバックが大きい。
曲げ半径が大きいほど、スプリングバックは大きくなる。
曲げ半径が小さいほど精度が高くなる。
曲げ許容量の計算
曲げ代(シートの外側の広がり)は、シートの厚さ、曲げ角度、内半径がわかれば計算できる。
この計算によって、曲げに必要なシートの長さが決まる。
曲げ代の計算式は以下の通り:BA=(π/180)×B×(IR+K×MT)、または曲げ代ゲージを使用する。
機械で曲げる
最後に、次のようなマシンがある。 プレスブレーキ に使用できる。 曲げ加工イング
金属板にひびが入りやすい場合は、熱間成形やアニール処理を施すことができる。
焼きなましは金属を柔らかくすることで延性を向上させるもので、熱間曲げ加工は金属を赤い状態まで加熱してから曲げる。
結論
このブログでは、板金曲げの基本について、ステンレス鋼を曲げる際の重要な注意点を中心にご紹介します。
金属の曲げ加工は、プレスブレーキなどさまざまな機械を使って行うことができる。単純な曲げ作業には、バイスを使用することもできます。
ADHは板金加工機メーカーとして20年の実績があります。
プレスブレーキやその他の機械をお探しでしたら、当社の営業担当者にお問い合わせください。
よくあるご質問
ブレーキなしでステンレス鋼板を曲げるには?
まず、ステンレス板、ハンマー、バイス、定規、分度器、マーカーなど、必要な材料を集める。
定規を使ってプレートの厚さを測り、Kファクターと内半径を計算し、それから 曲げ代 BA=(π/180)×B×(IR+K×MT)の公式を使用。
分度器とマーカーを使って、プレートに曲げ線と半径の印をつける。
ステンレス板を適当な大きさに切り、バイスを使って板を希望の角度に曲げる。
木づちで金属を叩き、均等に曲がるようにする。
曲げ角度と 曲げ代 を正確に行う。必要であれば、金属を加熱して曲げを補助することもできる。
ベンド手当の計算方法
圧力をかけて金属を曲げると、内部が圧縮され、外部が伸びることを忘れないでください。
曲げ寸法を計算する際は、板厚、内半径、K係数、曲げ角度に依存する曲げ代を必ず考慮してください。
曲げ代の計算式は、BA=(π/180)×B×(IR+K×MT)で、KはKファクター、Bは曲げ角度、IRは内部半径、MTは板厚である。



