I. Введение
Сайт листогибочный пресс это устройство, использующее механическое приспособление для гибки металлических листов. Обычно он используется для производства металлических листов и изготовления деталей. Этот станок имеет первостепенное значение в производстве металлических листов и может широко применяться в автомобилестроении, электронике, строительстве и многих других отраслях.
Листогибочный пресс выполняет процесс гибки эффективно и точно, что позволяет значительно повысить производительность.
Проще говоря, процесс гибки заключается в закреплении металлического материала на нижнем штампе.
Верхний пуансон с высокой скоростью уменьшается под действием гидравлики и двигателя, а затем прессует металл.
Системы управления станком строго контролируют угол и усилие прессования, что позволяет добиться стандартной гибочной формовки.
По окончании гибки верхний пуансон автоматически отскакивает, и обработанные металлические детали могут быть извлечены.
В этом разделе мы рассмотрим пневматическую гибку на листогибочном прессе.
Мы представим определение воздушной гибки, ее значение, процесс и т.д., чтобы помочь читателям лучше понять и применить этот метод изготовления листового металла.
II. Понимание пневматической гибки на листогибочном прессе
Что такое воздушный изгиб?
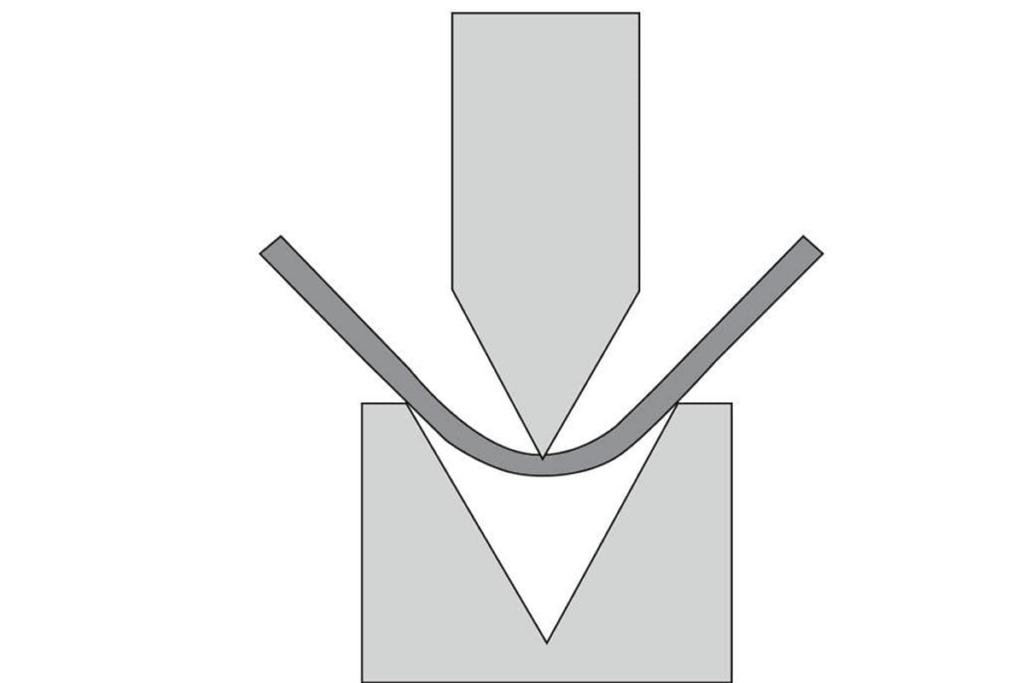
Пневматическая гибка - относительно умеренная технология гибочного формообразования. Инструмент контактирует с материалом только в трех точках (кончик пуансона и края матрицы).
Верхний штамп вдавливает металлический лист в v-образный паз нижнего штампа до заданной глубины, не касаясь нижнего штампа. По глубине определяется угол гибки.
Как правило, один и тот же штамп может быть адаптирован к различным материалам, радиусу гиба и углу гиба в зависимости от контура и глубины пуансона.
В качестве метода гибки на листогибочном прессе пневматическая гибка является одной из наиболее умеренных и популярных технологий, поскольку контроллер ЧПУ позволил устранить прогнозирование массы при формообразовании, например, отскока.
Этот способ быстро применяется и считается наиболее распространенной технологией листовой штамповки в современных металлообрабатывающих цехах, так как значительно экономит время на формирование нескольких углов и замену инструмента.
Когда использовать воздушный изгиб?
Когда требуется широкий диапазон углов гибки; когда изменение угла требуется вместо замены инструмента; когда оператору необходимо лучше контролировать радий станины; когда с помощью контроллера ЧПУ можно автоматически регулировать отскок; когда оператор хочет гнуть различные типы деталей; когда требуется достаточно небольшое усилие гибки; когда меньше проблем с обслуживанием; когда необходимо экономить на стоимости инструмента.
Как работает воздушный изгиб?
При воздушной гибке на материал оказывается достаточное давление.
Он набирает нужный угол для создания правильной формы, продвигая штамп достаточно далеко.
Вот процесс воздушной гибки:
Подготовка штампов
Верхний пуансон, как правило, узкий, а нижний штамп обычно имеет V-образный или U-образный паз. Выбор подходящей пресс-формы определяется типом, толщиной и требуемым углом изгиба металлического листа.
Размещение металлического листа
Металлический лист укладывается на v-образный или u-образный паз нижнего штампа.
Применить давление
Верхний пуансон опускается и давит на металлический лист, заставляя его изгибаться.
Верхний пуансон не прижимает металлический лист к дну нижнего штампа, а останавливается посередине. Это и называется "воздушной гибкой" - из-за наличия воздушного промежутка между материалом и нижним штампом.
Формирование изгиба
Под действием давления верхнего штампа металлический лист образует дугу, изгибаясь в V-образном или U-образном пазу нижнего штампа. Угол изгиба определяется глубиной опускания верхнего штампа, формой нижнего штампа и толщиной металлического листа.
Оценить и скорректировать
Оператор оценивает угол гибки. При необходимости оператор может изменить угол гибки путем регулировки давления верхнего штампа и глубины спуска.
Какова функция воздушного изгиба?
Пневматическая гибка используется для получения нужного угла на металлическом листе в процессе листовой штамповки и превращает металл в требуемую форму.
Хотя пневматическая гибка имеет много преимуществ, ее не следует применять на старых и устаревших листогибочных станках, так как погрешность будет значительно выше.
Трудно контролировать глубину погружения плунжера, и оператору приходится вручную рассчитывать отскок материала и предельную глубину пробивки.
При выполнении пневматической гибки на листогибочном прессе оператор может контролировать радий гибки, что повышает точность и силу управления.
Преимущества
Отсутствие необходимости повторной обработки позволяет получить различные углы изгиба, что экономит рабочее время и затраты.
Способен гнуть большинство материалов различной толщины.
Быстрее, чем при гибке днища.
При эксплуатации гиба требуемое давление относительно невелико.
Контакт с матрицей меньше, и повреждение поверхности меньше.
Недостатки
Разница в толщине материала и абразивности детали между верхним и нижним штампом может привести к недопустимым погрешностям, что не подходит для деталей, требующих высокой точности углов гибки.
Изменение свойств материала также может влиять на угол изгиба при отскоке.
Относительно старое листогибочное оборудование, как правило, приводит к неточным результатам гибки.
Приложения
Воздушная гибка широко применяется при изготовлении различных металлических изделий, особенно в тех случаях, когда требуется высокоскоростная, высокоэффективная и точная гибка. Например, в автомобильной, аэрокосмической и строительной промышленности эта технология всегда используется для изготовления различных деталей и конструкций.
III. Другие методы гибки
Монета
Определение
Чеканка - один из распространенных методов использования в металлообработке.
Оператор использует листогибочный пресс с пуансоном и матрицей для изгиба металла на необходимый угол.
В ходе этого процесса лист помещается на верхнюю часть штампа в горизонтальном положении. Затем металл сжимается между пуансоном и штампом с очень большой силой. Таким образом, достигается точный угол изгиба.
Штамп образует различные формы и углы, такие как тупой, острый и прямой углы.
Какой бы угол гибки ни был выбран, металлический лист может быть согнут точно под своим углом.
С помощью чеканки можно каждый раз добиваться точной и последовательной гибки.
Преимущества
Высокий обычай: Листогибочный процесс позволяет производителям создавать различные дизайны монет в соответствии с их потребностями, включая узоры, буквы и формы.
Экономия затрат: по сравнению с другими методами, стоимость относительно невысока, так как может использоваться обычный металлический сплав.
Эффективность производства: листогибочный пресс позволяет изготавливать большое количество монет за короткое время, что выгодно для массового производства.
Недостатки
Контроль качества: Для чеканки будет сложно контролировать качество, поскольку каждая монета должна сохранять постоянство качества, размера и фактуры.
Ограничение по металлу: процесс чеканки используется в основном для производства металлов, а не других материалов.
Необходимые профессиональные знания: Эксплуатация листогибочного пресса требует специальных технологий и знаний, поэтому требуются опытные операторы.
Приложения
Производство монет: очевидное применение - производство монет. Чеканка используется для того, чтобы в экономике обращались монеты различных номиналов.
Сувенирная продукция: монеты - это не только валюта, но и идеальный вариант для сувениров. Этот процесс используется для изготовления значимых монет, например, посвященных памятным событиям или памятным предметам.
Изготовление медалей и нагрудных знаков: чеканка используется также для изготовления значков и медалей, которыми отмечаются выдающиеся достижения отдельных лиц или групп людей в различных областях.
Загиб дна
Определение
Гибка днища - это технология листогибочного пресса. Металлический лист формируется под требуемым углом в V-образном пазу нижнего штампа под давлением штампа.
По сравнению с воздушной гибкой для достижения высокой точности и меньшего количества отскоков при нижней гибке требуется больший тоннаж.
Он подходит для программ повышенной точности. Кроме того, он позволяет снизить влияние напряжений материала на результаты гибки.
Для достижения различных результатов гибки радия требуются различные инструменты.
При гибке снизу пуансон и матрица никогда не соприкасаются непосредственно с металлическими листами. Может возникнуть дуга, которая легко возвращается в исходную внутреннюю форму.
После освобождения металлического листа он немного отойдет назад, чтобы получить необходимый угол изгиба.
Различные материалы и толщины по-разному реагируют на отскок при изгибе, поэтому оператор должен хорошо знать отличительные свойства каждого металла.
Некоторые производители не рекомендуют подгибать дно из-за наличия риска.
Преимущества
Универсальность формы: Гибка днища позволяет изготавливать металлические детали различной формы и структуры, удовлетворяя тем самым самые разнообразные потребности.
Высокая точность: нижняя гибка обычно очень точная, что позволяет получать высококачественные и точные металлические детали.
Широкое применение: Этот процесс применим к различным видам металлов, включая сталь, алюминий и медь.
Недостатки
Требования к оборудованию и технике: для гибки днища требуется специальное оборудование и техника, поэтому необходим квалифицированный оператор.
Высокая стоимость: нижняя гибка требует больших инвестиционных затрат, не подходит для мелкосерийного производства.
Ограничение: для металлических деталей специфической формы и структуры гибка снизу - не лучший выбор.
IV. Материальные соображения
Материалы, пригодные для воздушной гибки
Воздушная гибка подходит для низкопрочных металлов, таких как алюминиевые сплавы и нержавеющая сталь. Алюминий является идеальным вариантом для воздушной гибки благодаря своей легкости и пластичности. Нержавеющая сталь также может эффективно обрабатываться, хотя она более твердая, чем алюминий. Углеродистая сталь также пригодна для воздушной гибки при соответствующей толщине и прочности.
Свойства материалов, влияющие на процесс гибки
такие как прочность на изгиб, твердость и пластичность. Низкопрочные и мягкие материалы легче поддаются изгибу.
Меры предосторожности при работе с материалами, склонными к растрескиванию
Высокопрочная сталь легко растрескивается при гибке. Для предотвращения трещин необходимо контролировать силу давления и дугу, резервировать кромки или использовать вторичный процесс гибки. Из-за небольшого усилия гибки воздушная гибка подходит в основном для изготовления низкопрочных материалов. Что касается высокопрочных или легко растрескивающихся материалов, то оператор должен подбирать их в зависимости от их свойств.
V. Технические аспекты
Отгибание пружины и способы компенсации
При воздушной гибке материал сжимается между пуансоном и матрицей без полного контакта. При этом может возникнуть обратная пружина, т.е. материал после гибки будет восстанавливать свою первоначальную форму. Чтобы компенсировать обратную пружину, рекомендуется использовать методы перегиба или регулировки угла.
Расчет припусков на изгиб
Припуск на изгиб - это количество материала, физически расходуемого в процессе гибки. Точный расчет припуска на изгиб крайне важен для определения исходного размера расширяемой модели. При этом учитываются толщина материала, радиус гиба и угол гиба, что позволяет обеспечить соответствие конечных гибочных деталей требуемым техническим характеристикам.
Влияние толщины материала и угла изгиба
Толщина материала и угол изгиба играют первостепенную роль при воздушной гибке. Более толстый материал требует большего усилия для изгиба, а также легко возвращается в исходное положение. Угол изгиба также влияет на величину деформации материала, что в дальнейшем сказывается на конечной форме изгибаемых деталей. В зависимости от этих факторов необходимо выбирать соответствующие инструменты и параметры для достижения ожидаемых результатов.
VI. Вопросы и ответы
Каков минимальный радиус изгиба для листогибочного пресса?
Минимальный радиус гибки на листогибочном прессе определяется используемым материалом и углом гибки.
При использовании воздушной гибки внутренний радиус гиба составляет около 16% устья v-образного отверстия штампа.
Так, при использовании 1 1-дюймовой v-образной матрицы внутренний радиус изгиба составляет около 0,16 дюйма.
Эта цифра приведена только для справки, фактический минимальный радиус изгиба определяется используемым материалом и углами изгиба.
Какой тип пресса используется для воздушной гибки?
Листогибочный пресс, подходящий для процесса воздушной гибки, обычно представляет собой гидравлический листогибочный пресс или электрический листогибочный пресс.
Эти два типа листогибочных машин могут оказывать соответствующее давление на металлический лист, чтобы согнуть материал в требуемую форму.
Воздушная гибка осуществляется за счет давления воздуха на металлический лист.
В гидравлическом листогибочном прессе для управления давлением и углом гибки используется гидравлическая система, а в электрическом - система с электрическим приводом.
Эти листогибочные прессы используются для создания металлических деталей и конструкций, поскольку они обеспечивают точное управление и высококачественную гибку.
VII. Заключение
Изучив тему "пневмогибка листогибочного пресса", мы знаем, что
значение пневмогибки в промышленном производстве и ее широкое применение.
Он может не только обеспечить баланс между эффективностью и точностью, но и удовлетворить требования по адаптации различных материалов и толстых металлов.
Однако для полной реализации потенциала этой техники крайне важно выбрать поставщика, обладающего профессиональными технологиями и навыками.
Компания ADH Machine Tool имеет богатый опыт производства различных типов листогибочных прессов и трубогибочного оборудования на протяжении более 40 лет.
Мы можем предложить Вам лучшие варианты оборудования и решения в соответствии с Вашими специфическими требованиями к продукции и технологическому процессу.
Между тем, Члены команды ADH будет стремиться предоставить вам технологическую поддержку и руководство по обучению, чтобы обеспечить наилучший эффект после применения машины.
Если вас интересуют методы гибки на листогибочных станках или сами листогибочные станки, добро пожаловать на сайт просмотрите наш официальный сайт. Мы можем предложить Вам профессиональный ответ.
Мы уверены, что сотрудничество с компанией ADH позволит вывести ваше машиностроительное производство на новый уровень.