I. Einleitung
Die Abkantpresse ist ein Gerät, das eine mechanische Vorrichtung zum Biegen von Blechen verwendet. Sie wird normalerweise zur Herstellung von Blechen und Komponenten verwendet. Diese Maschine ist für die Herstellung von Blechen von größter Bedeutung und kann in der Automobil-, Elektronik-, Bau- und vielen anderen Branchen eingesetzt werden.
Die Abkantpresse führt den Biegeprozess effizient und präzise durch, was die Produktion erheblich verbessern kann.
Vereinfacht gesagt, besteht der Biegevorgang darin, das Metallmaterial auf der Unterform zu fixieren.
Der obere Stempel senkt sich mit hoher Geschwindigkeit, angetrieben durch Hydraulik und Motor, und presst das Metall.
Maschinensteuerungssysteme kontrollieren streng den Presswinkel und die Kraft, um eine standardmäßige Biegeformung zu erreichen.
Nach Beendigung des Biegevorgangs prallt der obere Stempel automatisch zurück, und die bearbeiteten Metallteile können entnommen werden.
In diesem Abschnitt konzentrieren wir uns auf das Luftbiegen mit der Abkantpresse.
Wir werden die Definition des Luftbiegens, seine Bedeutung, den Prozess und so weiter vorstellen, um den Lesern zu helfen, diese Blechbearbeitungsmethode besser zu verstehen und anzuwenden.
II. Verständnis des Luftbiegens mit der Abkantpresse
Was ist Air Bending?
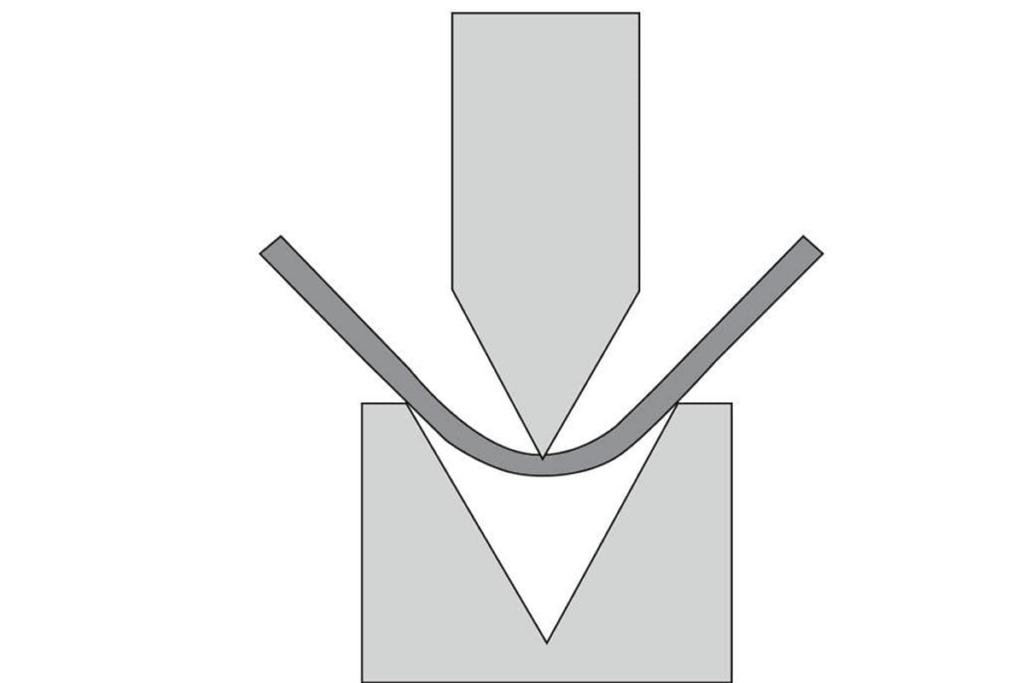
Das Luftbiegen ist eine relativ moderate Biegeumformungstechnologie. Das Werkzeug berührt das Material nur an drei Punkten (die Spitze des Stempels und die Kanten der Matrize).
Die obere Matrize drückt das Blech in die V-Nut der unteren Matrize bis zur vorbestimmten Tiefe, ohne die untere Matrize zu berühren. Über die Tiefe wird der Biegewinkel definiert.
In der Regel kann ein und dieselbe Matrize an verschiedene Materialien, Biegeradien und Biegewinkel angepasst werden, je nach Umriss und Tiefe des Stempels.
Als Biegeverfahren für Abkantpressen ist das Luftbiegen eine der moderatesten und beliebtesten Technologien, da die CNC-Steuerung die Massenvorhersage bei der Umformung, wie z. B. den Rückprall, eliminiert hat.
Diese Methode wird schnell eingesetzt und gilt als die gängigste Abkanttechnologie in der heutigen Metallwerkstatt, da sie eine erhebliche Zeitersparnis bei der Umformung von mehreren Winkeln und dem Austausch der Werkzeuge mit sich bringt.
Wann sollte man das Luftbiegen anwenden?
Wenn ein breiter Bereich von Biegewinkeln erforderlich ist; wenn die Änderung des Winkels erforderlich ist, anstatt das Werkzeug zu wechseln; wenn der Bediener das Bettradium besser kontrollieren muss; wenn die CNC-Steuerung verwendet wird, kann der Rückprall automatisch eingestellt werden; wenn der Bediener verschiedene Arten von Komponenten biegen möchte; wenn die eher geringe Biegekraft erforderlich ist; wenn weniger Wartungsprobleme zu erwarten sind; wenn Werkzeugkosten eingespart werden müssen.
Wie funktioniert das Biegen von Luft?
Beim Luftbiegen wird ausreichend Druck auf das Material ausgeübt.
Er erreicht den richtigen Winkel, um die richtige Form zu erzeugen, indem er die Matrize weit genug vorschiebt.
Hier ist der Prozess des Luftbiegens:
Vorbereitung der Matrize
Der obere Stempel ist in der Regel schmal, und die untere Matrize ist in der Regel eine V- oder U-förmige Rille. Die Wahl der richtigen Form richtet sich nach der Art, der Dicke und dem gewünschten Biegewinkel des Blechs.
Anbringen des Blechs
Das Blech wird auf die v- oder u-förmige Nut des Unterwerkzeugs gelegt.
Druck ausüben
Der obere Stempel senkt sich und drückt auf das Blech, um es zu biegen.
Der Oberstempel drückt das Blech nicht bis zum Boden der Untermatrize, sondern hält in der Mitte an. Dies wird als "Luftbiegen" bezeichnet, da sich zwischen dem Material und der unteren Matrize ein Luftzwischenraum befindet.
Formung der Biegung
Durch den Druck der oberen Matrize wird das Blech durch Biegen in der V- oder U-förmigen Nut der unteren Matrize einen Bogen bilden. Der Biegewinkel wird durch die Eintauchtiefe des Oberstempels, die Form des Unterstempels und die Dicke des Blechs bestimmt.
Evaluieren und anpassen
Der Bediener bewertet den Biegewinkel. Bei Bedarf kann der Bediener den Biegewinkel ändern, indem er den Druck der oberen Matrize und die Absenktiefe anpasst.
Was ist die Funktion des Biegens von Luft?
Das Luftbiegen wird verwendet, um den richtigen Winkel auf dem Blech während des Umformprozesses der Abkantpresse zu erhalten, und bringt das Metall in die gewünschte Form.
Obwohl das Luftbiegen viele Vorteile bietet, sollten Sie es nicht auf alten und veralteten Abkantpressen einsetzen, da die Fehlerquote deutlich höher ist.
Es ist schwierig, die Stempeltiefe zu kontrollieren, und der Bediener muss den Rückprall des Materials und die endgültige Stempeltiefe von Hand berechnen.
Beim Luftbiegen an der Abkantpresse kann der Bediener das Biegeradium kontrollieren, wodurch die Präzision und die Kontrollkraft verbessert werden.
Vorteile
Es ist keine Nachbearbeitung erforderlich, so dass verschiedene Biegewinkel erzielt werden können, was Arbeitszeit und Kosten spart.
Kann die meisten Materialien mit unterschiedlichen Dicken biegen.
Schneller als das Biegen von unten.
Der erforderliche Druck ist bei der Bedienung der Biegung relativ gering.
Der Kontakt mit der Matrize ist geringer, und die Oberflächenbeschädigung ist geringer.
Benachteiligungen
Die Unterschiede in der Materialdicke und der Abrasivität des Teils zwischen Ober- und Unterwerkzeug können zu inakzeptablen Fehlern führen, die für Bauteile, die hochpräzise Biegewinkel erfordern, nicht geeignet sind.
Die Variation der Materialeigenschaften kann sich auch auf den Biegewinkel auswirken, der durch Rückprall verursacht wird.
Die relativ alten Abkantpressen führen meist zu ungenauen Biegeergebnissen.
Anwendungen
Das Luftbiegen ist in der Metallverarbeitung weit verbreitet, vor allem dort, wo hohe Geschwindigkeiten, hohe Effizienz und genaues Biegen erforderlich sind. Die Automobil-, Luft- und Raumfahrt- sowie die Bauindustrie nutzen diese Technologie zum Beispiel zur Herstellung verschiedener Komponenten und Strukturen.
III. Andere Biegemethoden
Prägung
Definition
Das Prägen ist eine der häufigsten Methoden in der Metallverarbeitung.
Der Bediener verwendet die Abkantpresse mit dem Stempel und den Matrizen, um das Metall in den gewünschten Winkel zu biegen.
Bei diesem Verfahren wird das Blech horizontal auf die Oberseite der Matrize gelegt. Dann wird das Metall zwischen dem Stempel und der Matrize mit einer extrem hohen Tonnage zusammengedrückt. So kann ein genauer Biegewinkel erreicht werden.
Der Stempel bildet verschiedene Formen und Winkel, wie stumpfe, spitze und rechte Winkel.
Unabhängig von der Wahl des Biegewinkels kann das Blech genau in seinem Winkel gebogen werden.
Durch das Prägen kann jedes Mal eine genaue und gleichmäßige Biegung erreicht werden.
Vorteile
Hoher Brauch: Das Abkantverfahren ermöglicht es den Herstellern, verschiedene Münzdesigns nach ihren Bedürfnissen zu gestalten, darunter Muster, Buchstaben und Formen.
KosteneinsparungIm Vergleich zu anderen Verfahren sind die Kosten relativ gering, da eine gängige Metalllegierung verwendet werden kann.
Effizienz der ProduktionDie Abkantpresse kann große Mengen an Münzen in kurzer Zeit herstellen, was für die Massenproduktion von Vorteil ist.
Benachteiligungen
Qualitätskontrolle: Für die Münzprägung wird es eine Herausforderung sein, die Qualität zu kontrollieren, da jede Münze eine gleichbleibende Qualität, Größe und Textur aufweisen muss.
Beschränkung auf Metall: Das Prägeverfahren wird hauptsächlich für die Herstellung von Metallen und weniger für andere Materialien verwendet.
Erforderliche Fachkenntnisse: Die Bedienung der Abkantpresse erfordert spezielle Technik und Kenntnisse, weshalb erfahrene Bediener benötigt werden.
Anwendungen
Herstellung von Münzen: Die naheliegendste Anwendung ist die Münzherstellung. Die Münzherstellung dient dazu, verschiedene Stückelungen in der Wirtschaft in Umlauf zu bringen.
Produktion von SouvenirsMünzen: Münzen sind nicht nur Zahlungsmittel, sondern auch eine ideale Wahl für Souvenirs. Das Verfahren wird zur Herstellung aussagekräftiger Münzen verwendet, z. B. für Gedenkveranstaltungen oder Erinnerungsstücke.
Herstellung von Medaillen und AbzeichenPrägung: Die Prägung wird auch für die Herstellung von Abzeichen und Medaillen verwendet, um herausragende Leistungen von Einzelpersonen oder Gruppen in verschiedenen Bereichen zu würdigen.
Biegen des Bodens
Definition
Das Gesenkbiegen ist eine Abkanttechnik. Das Blech kann in der V-förmigen Nut der unteren Matrize unter dem Druck der Matrize im gewünschten Winkel geformt werden.
Im Vergleich zum Luftbiegen benötigt das Bodenbiegen mehr Tonnage, um eine hohe Genauigkeit und weniger Rückprall zu erreichen.
Es ist für Programme mit höherer Präzision geeignet. Darüber hinaus können die Auswirkungen der Materialspannung auf die Biegeergebnisse reduziert werden.
Für das Biegen von Böden werden verschiedene Werkzeuge benötigt, um unterschiedliche Radiumbiegeergebnisse zu erzielen.
Beim unteren Biegen kommen Stempel und Matrize nie direkt mit den Blechen in Berührung. Es kann ein Bogen entstehen, der leicht wieder in seine ursprüngliche Form zurückspringt.
Sobald das Blech losgelassen wird, geht es ein wenig zurück, um den gewünschten Biegewinkel zu erreichen.
Unterschiedliche Materialien und Dicken reagieren beim Biegen unterschiedlich auf Rückprall, so dass der Bediener die besonderen Eigenschaften jedes Metalls genau kennen muss.
Einige Hersteller raten davon ab, den Boden zu biegen, weil er ein Risiko darstellt.
Vorteile
Vielseitigkeit der Form: Das Gesenkbiegen ermöglicht die Herstellung von Metallteilen mit unterschiedlichen Formen und Strukturen und erfüllt somit die verschiedensten Bedürfnisse.
Hohe Präzision: Das Biegen des Bodens ist in der Regel sehr präzise, so dass hochwertige und präzise Metallteile hergestellt werden können.
Umfassende Anwendung: Dieses Verfahren gilt für verschiedene Metallarten, darunter Stahl, Aluminium und Kupfer.
Benachteiligungen
Anforderungen an Ausrüstung und TechnikBiegen des Bodens: Das Biegen des Bodens erfordert eine spezielle Ausrüstung und Technik, so dass ein erfahrener Bediener erforderlich ist.
Hohe Kosten: Das Biegen des Bodens erfordert höhere Investitionskosten und eignet sich nicht für die Kleinserienproduktion.
Einschränkung: für Metallteile mit besonderen Formen und Strukturen ist das untere Biegen nicht die beste Wahl.
IV. Materielle Erwägungen
Für das Luftbiegen geeignete Materialien
Das Luftbiegen eignet sich für Metalle mit geringer Festigkeit wie Aluminiumlegierungen und Edelstahl. Aluminium ist aufgrund seiner Leichtigkeit und Plastizität die ideale Wahl für das Luftbiegen. Edelstahl kann ebenfalls effektiv verarbeitet werden, obwohl er härter ist als Aluminium. Kohlenstoffstahl ist bei entsprechender Dicke und Festigkeit ebenfalls für das Luftbiegen geeignet.
Materialeigenschaften, die den Biegeprozess beeinflussen
wie Biegefestigkeit, Festigkeit und Plastizität. Geringere Festigkeit und weichere Materialien lassen sich leichter biegen.
Vorkehrungen für rissgefährdete Materialien
Hochfester Stahl ist beim Biegen leicht zu knacken. Um Risse zu vermeiden, ist es notwendig, die Druckkraft und den Bogen zu kontrollieren, Kanten zu reservieren oder ein sekundäres Biegeverfahren zu verwenden. Da die Biegekraft gering ist, eignet sich das Luftbiegen hauptsächlich für die Herstellung von Materialien mit geringer Festigkeit. Bei hochfesten oder leicht zu biegenden Materialien muss der Bediener die Eigenschaften des Materials berücksichtigen.
V. Technische Aspekte
Rückbiegen der Feder und Kompensationstechniken
Beim Luftbiegen wird das Material gebogen, indem es zwischen Stempel und Matrize gepresst wird, ohne diese zu berühren. Dieses Verfahren kann Rückfederung verursachen, d. h. das Material kehrt nach dem Biegen in seine ursprüngliche Form zurück. Um die Rückfederung zu kompensieren, wird empfohlen, Überbiegung oder Winkelanpassungstechniken zu verwenden.
Berechnung der Biegezugabe
Die Biegezugabe bezieht sich auf die Menge an Material, die während des Biegeprozesses physisch verbraucht wird. Die genaue Berechnung der Biegezugabe ist entscheidend für die Bestimmung der ursprünglichen Größe des erweiterten Modells. Sie berücksichtigt die Materialdicke, das Biegeradium und den Biegewinkel, um sicherzustellen, dass die endgültigen Biegeteile den erforderlichen Spezifikationen entsprechen können.
Einfluss von Materialstärke und Biegewinkel
Materialstärke und Biegewinkel spielen beim Luftbiegen eine überragende Rolle. Je dicker das Material ist, desto mehr Kraft ist erforderlich, um es zu biegen, und desto leichter lässt es sich zurückfedern. Der Biegewinkel wirkt sich auch auf das Ausmaß der Materialverformung aus, was sich wiederum auf die endgültige Form der Biegeteile auswirkt. Es ist notwendig, die richtigen Werkzeuge und Parameter zu wählen, um die erwarteten Ergebnisse auf der Grundlage dieser Faktoren zu erzielen.
VI. FAQs
Was ist der Mindestbiegeradius für eine Abkantpresse?
Das Mindestbiegeradium auf der Abkantpresse wird durch das verwendete Material und den Biegewinkel bestimmt.
Beim Luftbiegen beträgt das innere Biegeradium etwa 16% der v-förmigen Matrizenöffnung.
Wenn also eine v-förmige Matrize mit einem Durchmesser von 1 Zoll verwendet wird, beträgt der innere Biegeradius etwa 0,16 Zoll.
Diese Zahl dient nur als Anhaltspunkt, das tatsächliche Mindestbiegeradium wird durch das verwendete Material und die Biegewinkel bestimmt.
Welche Art von Presse wird für das Luftbiegen verwendet?
Die für das Luftbiegeverfahren geeignete Abkantpresse ist in der Regel eine hydraulische Abkantpresse oder elektrische Abkantpresse.
Diese beiden Arten von Abkantpressen können einen angemessenen Druck auf das Blech ausüben, um das Material in die gewünschte Form zu biegen.
Das Luftbiegen wird durch den auf das Blech ausgeübten Luftdruck erreicht.
Bei der hydraulischen Abkantpresse wird der Druck und der Biegewinkel durch ein hydraulisches System gesteuert, während bei der elektrischen Abkantpresse ein elektrisch betriebenes System verwendet wird.
Diese Abkantpressen werden für die Herstellung von Metallteilen und -strukturen verwendet, da sie eine präzise Steuerung und qualitativ hochwertige Biegungen ermöglichen.
VII. Schlussfolgerung
Nachdem wir uns mit dem Thema "Abkantpressen" beschäftigt haben, kennen wir die
Bedeutung des Luftbiegens in der industriellen Fertigung und seine breite Anwendung.
Sie ist nicht nur in der Lage, Effizienz und Präzision in Einklang zu bringen, sondern erfüllt auch die Anforderungen für die Bearbeitung verschiedener Materialien und dicker Metalle.
Um das Potenzial dieser Technik voll ausschöpfen zu können, ist die Wahl eines Anbieters mit professioneller Technik und Kompetenz jedoch von entscheidender Bedeutung.
ADH Machine Tool verfügt über eine 40-jährige Erfahrung in der Herstellung von Abkantpressen und Rohrbiegevorrichtungen verschiedener Art.
Wir bieten Ihnen eine erstklassige Auswahl an Maschinen und Lösungen für Ihre spezifischen Produkte und Prozessanforderungen.
Inzwischen, ADH-Teammitglieder wird sich bemühen, Sie mit technologischer Unterstützung und Schulungshilfen zu versorgen, um die beste Wirkung nach dem Einsatz der Maschine zu gewährleisten.
Wenn Sie sich für die Biegemethoden der Abkantpresse oder die Abkantpresse selbst interessieren, sind Sie herzlich willkommen Besuchen Sie unsere offizielle Website. Wir können Ihnen eine professionelle Antwort geben.
Wir glauben, dass die Zusammenarbeit mit ADH Ihre Maschinenproduktion auf ein neues Niveau heben wird.