I. Introducción
El prensa plegable es un aparato que utiliza un dispositivo mecánico para doblar chapas metálicas. Suele utilizarse para producir chapas metálicas y fabricar componentes. Esta máquina es primordial en la fabricación de chapas metálicas y puede aplicarse ampliamente a la automoción, la electrónica, la construcción y muchas otras industrias.
La plegadora realiza el proceso de plegado con eficacia y precisión, lo que puede mejorar significativamente la producción.
En pocas palabras, el proceso de plegado consiste en fijar el material metálico en el troquel inferior.
El punzón superior disminuye en alta velocidad impulsado por hidráulica y el motor, a continuación, presiona el metal.
Los sistemas de control de la máquina controlan estrictamente el ángulo y la fuerza de prensado, consiguiendo un doblado estándar.
Una vez finalizado el plegado, el punzón superior rebota automáticamente y las piezas metálicas procesadas pueden retirarse.
En este pasaje, nos centraremos en el plegado neumático de la prensa plegadora.
Presentaremos la definición de plegado en aire, su importancia, proceso, etc., para ayudar a los lectores a comprender y aplicar mejor este método de fabricación de chapa metálica.
II. Comprensión de la plegadora neumática
¿Qué es la flexión por aire?
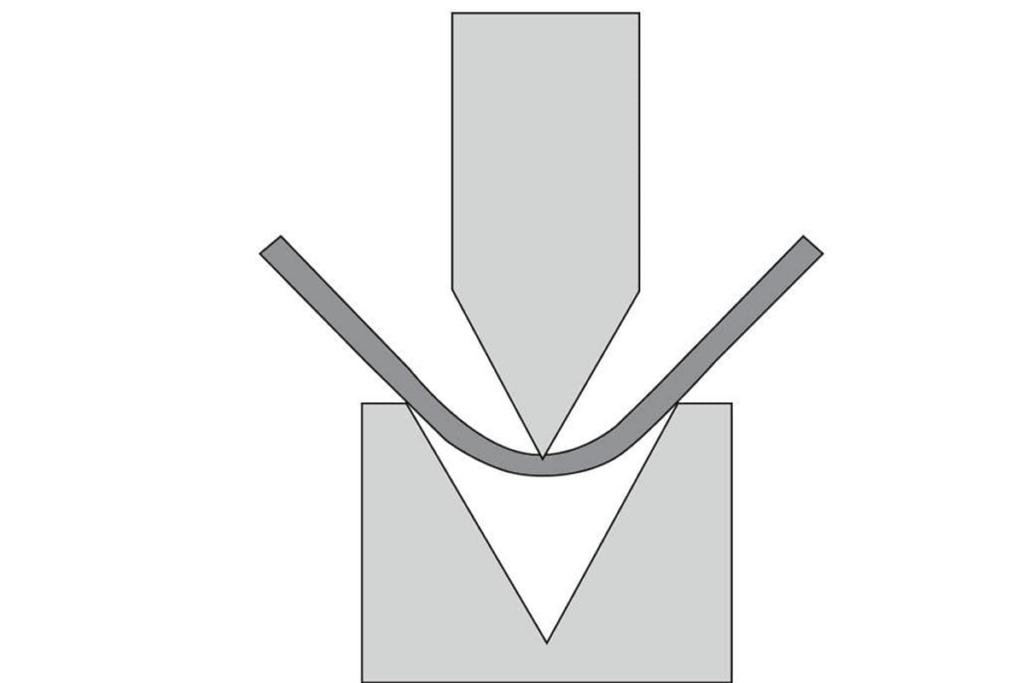
El plegado por aire es una tecnología de conformado por plegado relativamente moderada. La herramienta solo entra en contacto con el material en tres puntos (la punta del punzón y los bordes de la matriz).
La matriz superior presiona la chapa en la ranura en V de la matriz inferior hasta la profundidad predestinada sin que entre en contacto con la matriz inferior. Utiliza la profundidad para definir el ángulo de plegado.
Normalmente, una misma matriz puede adaptarse a diferentes materiales, radios de curvatura y ángulos de curvatura en función del contorno y la profundidad del punzón.
Como método de plegado en prensa plegadora, el plegado por aire es una de las tecnologías más moderadas y populares porque el controlador CNC ha eliminado la predicción de masa en el conformado, como el rebote.
Este método se utiliza rápidamente y se considera la tecnología de conformado de prensas plegadoras más común en los talleres metalúrgicos actuales, ya que permite ahorrar mucho tiempo en el conformado de múltiples ángulos y en el cambio de herramientas.
¿Cuándo utilizar el plegado neumático?
Cuando se requiere una amplia gama de ángulos de plegado; cuando se requiere cambiar el ángulo en lugar de cambiar la herramienta; cuando el operario necesita controlar mejor el radio de la bancada; cuando utilizando el controlador CNC, el rebote se puede ajustar automáticamente; cuando el operario desea plegar diferentes tipos de componentes; cuando se necesita una fuerza de plegado bastante pequeña; cuando se esperan menos problemas de mantenimiento; cuando se necesita ahorrar en el coste de la herramienta.
¿Cómo funciona el plegado por aire?
El curvado por aire implica una presión suficiente sobre el material.
Consigue el ángulo correcto para generar la forma correcta empujando el troquel lo suficiente.
Este es el proceso de curvado por aire:
Preparación de troqueles
El punzón superior suele ser estrecho, y la matriz inferior suele ser una ranura en forma de V o de U. La elección del molde adecuado viene determinada por los tipos de chapa, su grosor y el ángulo de plegado requerido.
Colocación de la chapa
La chapa se coloca en la ranura en forma de V o de U de la matriz inferior.
Aplica la presión
El punzón superior desciende y presiona la chapa para que se doble.
El punzón superior no presiona la chapa hasta el fondo de la matriz inferior, sino que se detiene en el medio. Por eso se llama "plegado por aire", porque hay un intervalo de aire entre el material y la matriz inferior.
Formar la curva
Debido a la presión de la matriz superior, la chapa formará un arco al doblarse en la ranura en forma de V o de U de la matriz inferior. El ángulo de curvatura vendrá determinado por la profundidad descendente de la matriz superior, la forma de la matriz inferior y el grosor de la chapa.
Evaluar y ajustar
El operario evaluará el ángulo de plegado. Si es necesario, el operario puede modificar el ángulo de plegado ajustando la presión de la matriz superior y la profundidad de descenso.
¿Cuál es la función de la curvatura del aire?
El plegado por aire se utiliza para conseguir el ángulo correcto en la chapa durante el proceso de conformado de la plegadora, y convierte el metal en la forma requerida.
Aunque el plegado por aire presenta muchas ventajas, no debe utilizarlo en plegadoras antiguas y anticuadas, ya que el margen de error será mucho mayor.
Es difícil controlar la profundidad del émbolo, y el operario debe calcular a mano el rebote del material y la profundidad final del punzón.
Al realizar el plegado por aire en la prensa plegadora, el operario puede controlar el radio de plegado, mejorando así la precisión y la fuerza de control.
Ventajas
No es necesario volver a procesar que se pueden conseguir diferentes ángulos de plegado, lo que ahorra tiempo de trabajo y costes.
Capaz de doblar la mayoría de materiales de distintos grosores.
Más rápido que el plegado inferior.
La presión necesaria es relativamente pequeña al accionar la curvadora.
El contacto con la matriz es menor y los daños superficiales son menores.
Desventajas
La variación del grosor del material y de la abrasividad de la pieza entre la matriz superior y la inferior puede dar lugar a errores inaceptables, no aptos para componentes que requieren ángulos de plegado de alta precisión.
La variación de las propiedades del material también puede afectar al ángulo de flexión provocado por el rebote.
Los equipos de plegado relativamente antiguos suelen dar lugar a resultados de plegado imprecisos.
Aplicaciones
El plegado por aire se aplica ampliamente a la fabricación de diversos metales, especialmente en ocasiones que requieren un plegado de alta velocidad, alta eficiencia y precisión. Por ejemplo, las industrias automovilística, aeroespacial y de la construcción utilizan siempre esta tecnología para generar diversos componentes y estructuras.
III. Otros métodos de plegado
Acuñación
Definición
El acuñado es uno de los métodos de uso común en la fabricación de metales.
El operario utiliza la plegadora con el punzón y las matrices para doblar el metal hasta el ángulo requerido.
Durante este proceso, la chapa se coloca horizontalmente en la parte superior de la matriz. A continuación, el metal se comprime entre el punzón y la matriz con un tonelaje extremadamente alto. Así se consigue un ángulo de plegado preciso.
El troquel forma diversas formas y ángulos, como obtusos, agudos y rectos.
Sea cual sea el ángulo de curvado elegido, la chapa puede curvarse con precisión a su ángulo.
La acuñación puede lograr un plegado preciso y uniforme en todo momento.
Ventajas
Alta costumbre: el proceso de plegado permite a los fabricantes crear diferentes diseños de monedas según sus necesidades, incluidos patrones, letras y formas.
Economía de costes: en comparación con otros métodos, el coste es relativamente bajo porque puede utilizar una aleación metálica común.
Eficacia de la producciónla prensa plegadora puede producir grandes cantidades de monedas en poco tiempo, lo que resulta beneficioso para la producción en masa.
Desventajas
Control de calidad: será un reto para la acuñación controlar la calidad porque cada moneda debe mantener su calidad, tamaño y textura constantes.
Restricción al metal: el proceso de acuñación se utiliza principalmente para la producción de metales, y no de otros materiales.
Conocimientos profesionales necesarios: El manejo de la prensa plegadora requiere una tecnología y unos conocimientos específicos, por lo que se necesitan operarios experimentados.
Aplicaciones
Producción de monedas: la aplicación obvia es la producción de monedas. La acuñación sirve para hacer circular diversas denominaciones en la economía.
Producción de recuerdosLa acuñación de monedas: las monedas no son sólo moneda, sino también una opción ideal como recuerdo. El proceso se utiliza para producir monedas con significado, como eventos conmemorativos u objetos conmemorativos.
Producción de medallas e insigniasAcuñación: también se utiliza para fabricar insignias y medallas que reconocen los logros destacados de personas o grupos en diversos campos.
Doblado inferior
Definición
El plegado inferior es una técnica de plegado a presión. La chapa puede formarse en el ángulo requerido en la ranura en forma de V de la matriz inferior bajo la presión de la matriz.
En comparación con el plegado por aire, el plegado por el fondo necesita más tonelaje para lograr una gran precisión y menos rebotes.
Es adecuado para programas de mayor precisión. Además, puede reducir el impacto de la tensión del material en los resultados de plegado.
El curvado del fondo necesita diferentes herramientas para lograr diferentes resultados de curvado del radio.
En el plegado inferior, el punzón y la matriz nunca entran en contacto directo con las chapas metálicas. Puede producirse un arco que rebota fácilmente a su forma original interior.
Una vez liberada la chapa, retrocederá un poco para alcanzar el ángulo de flexión requerido.
Los distintos materiales y grosores reaccionan de forma diferente al rebote cuando se doblan, por lo que el operario debe conocer bien las propiedades distintivas de cada metal.
Algunos fabricantes no recomiendan la flexión inferior debido a su existencia de riesgo.
Ventajas
Versatilidad de formas: El curvado de fondos permite fabricar componentes metálicos con diferentes formas y estructuras, satisfaciendo así diversas necesidades.
Alta precisión: el plegado inferior suele ser muy preciso, lo que permite producir componentes metálicos de gran calidad y precisión.
Amplia aplicación: este proceso se aplica a varios tipos de metales, como el acero, el aluminio y el cobre.
Desventajas
Requisitos de equipamiento y técnicael curvado del fondo requiere un equipo y una técnica especiales, por lo que se necesita un operario cualificado.
Alto coste: el curvado inferior requiere un coste de inversión más elevado, no apto para la producción a pequeña escala.
Restricción: para componentes metálicos con formas y estructuras específicas, el plegado inferior no es la mejor opción.
IV. Consideraciones materiales
Materiales adecuados para el curvado por aire
El plegado por aire es adecuado para metales de baja resistencia, como las aleaciones de aluminio y el acero inoxidable. El aluminio es la opción ideal para el curvado por aire debido a su ligereza y plasticidad. El acero inoxidable también puede procesarse eficazmente, aunque es más duro que el aluminio. El acero al carbono también es adecuado para el curvado por aire con el grosor y la solidez adecuados.
Propiedades de los materiales que afectan al proceso de flexión
como la resistencia a la flexión, la solidez y la plasticidad. Los materiales poco resistentes y más blandos son más fáciles de doblar.
Precauciones para materiales propensos al agrietamiento
El acero de alta resistencia es fácil que se agriete cuando se dobla. Para evitar las grietas, es necesario controlar la fuerza de presión y el arco, reservar los bordes o utilizar un proceso de curvado secundario. Debido a que la fuerza de curvado es pequeña, el curvado por aire es adecuado principalmente para la fabricación de materiales de baja resistencia. En cuanto a los materiales de alta resistencia o fáciles de agrietar, el operario debe ajustarse en función de sus propiedades.
V. Aspectos técnicos
Doblar el muelle hacia atrás y técnicas de compensación
El curvado por aire dobla el material apretándolo entre el punzón y la matriz sin contacto total. Este proceso puede provocar el springback, es decir, que el material recupere su forma original tras el curvado. Para compensar el retorno elástico, se recomienda utilizar técnicas de sobredoblado o de ajuste del ángulo.
Cálculo de la tolerancia a la flexión
La tolerancia de curvado se refiere a la cantidad de material consumido físicamente durante el proceso de curvado, el cálculo preciso de la tolerancia de curvado es vital para determinar el tamaño inicial del modelo expandido. Tiene en cuenta el grosor del material, el radio de curvatura y el ángulo de curvatura para garantizar que los componentes de curvado finales cumplan las especificaciones requeridas.
Influencia del grosor del material y del ángulo de flexión
El grosor del material y el ángulo de curvatura desempeñan un papel primordial en el curvado por aire. Cuanto más grueso es el material, mayor es la fuerza que necesita para doblarse, y más fácil es que el muelle vuelva a su posición inicial. El ángulo de curvado también afecta a la cantidad de deformación del material, lo que a su vez afecta a la forma final de los componentes de curvado. Es necesario elegir las herramientas y los parámetros adecuados para lograr los resultados previstos en función de estos factores.
VI. Preguntas frecuentes
¿Cuál es el radio de curvatura mínimo de una prensa plegadora?
El radio mínimo de plegado en la prensa plegadora viene determinado por el material utilizado y el ángulo de plegado.
Cuando se utiliza el curvado por aire, el radio de curvado interior es de aproximadamente 16% de la boca de apertura de la matriz en forma de v.
Así, cuando se utiliza una matriz en forma de V de 1 pulgada, el radio de curvatura interior es de aproximadamente 0,16 pulgadas.
Este digital es sólo de referencia, el radio de curvatura mínimo real viene determinado por el material utilizado y los ángulos de curvatura.
¿Qué tipo de prensa se utiliza para el curvado neumático?
La prensa plegadora adecuada para el proceso de plegado por aire suele ser una prensa plegadora hidráulica o plegadora eléctrica.
Estos dos tipos de plegadoras pueden ejercer la presión adecuada sobre la chapa para doblar el material y darle la forma deseada.
El plegado por aire se consigue mediante la presión de aire ejercida sobre la chapa.
La prensa plegadora hidráulica utiliza el sistema hidráulico para controlar la presión y el ángulo de plegado, mientras que la prensa plegadora eléctrica utiliza un sistema accionado eléctricamente.
Estas plegadoras se utilizan para generar componentes y estructuras metálicas porque pueden ofrecer un control preciso y un plegado de alta calidad.
VII. Conclusión
Después de profundizar en el tema "plegado en prensa neumática", sabemos que el
importancia del curvado neumático en la industria manufacturera y sus amplias aplicaciones.
No sólo puede equilibrar la eficacia y la precisión, sino también cumplir los requisitos de adaptación de diversos materiales y metales gruesos.
Sin embargo, para aprovechar plenamente el potencial de esta técnica, es de vital importancia elegir un proveedor con tecnología y competencias profesionales.
ADH Machine Tool cuenta con una fértil experiencia de más de 40 años en la fabricación de diferentes tipos de plegadoras y equipos de curvado de tubos.
Podemos ofrecerle opciones y soluciones de máquinas de primera calidad en función de sus productos y requisitos de proceso específicos.
Mientras tanto, Miembros del equipo ADH se esforzará por proporcionarle apoyo tecnológico y orientación para la formación, a fin de garantizar el mejor efecto tras la aplicación de la máquina.
Si tiene curiosidad sobre los métodos de plegado de la prensa plegadora o sobre la propia máquina plegadora, bienvenido a visite nuestro sitio web oficial. Podemos ofrecerle una respuesta profesional.
Creemos que la cooperación con ADH ayudará a que su producción de maquinaria alcance un nuevo nivel.