I.简介
ǞǞǞ 折弯机 是一种利用机械装置弯曲金属板的设备。它通常用于生产金属板和部件制造。这种机器在金属板制造中至关重要,可广泛应用于汽车、电子、建筑和许多其他行业。
压力折弯机能高效、精确地完成折弯过程,从而显著提高产量。
简单地说,弯曲工艺就是将金属材料固定在底模上。
上冲头在液压和电机的驱动下高速下降,然后对金属进行冲压。
机器控制系统严格控制压制角度和力度,实现标准弯曲成形。
折弯完成后,上冲头自动回弹,加工好的金属零件可以取出。
在本段中,我们将重点介绍压力制动器气弯。
我们将介绍气弯的定义、重要性、工艺流程等,帮助读者更好地理解和应用这种金属板材加工方法。
II.了解压力折弯机空气折弯
什么是空气弯曲?
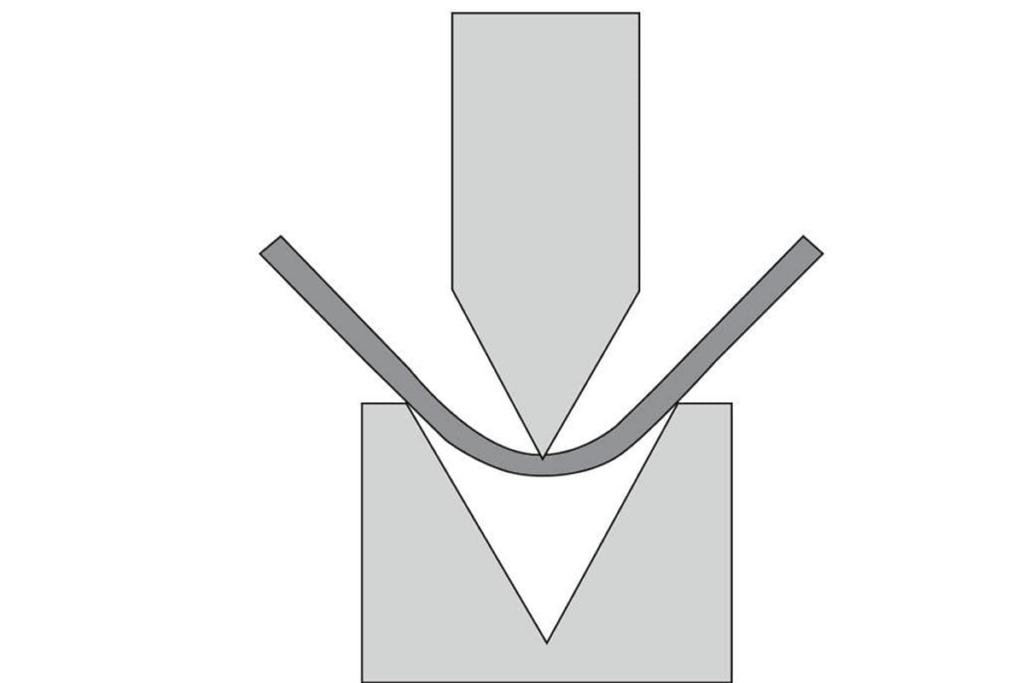
气弯是一种相对温和的弯曲成形技术。工具只在三个点(冲头尖端和模具边缘)接触材料。
上模将金属板压入下模的 V 形槽,直到预定深度,而不接触下模。它利用深度来确定弯曲角度。
通常情况下,根据冲头的轮廓和深度,同一种模具可适用于不同的材料、弯曲弧度和弯曲角度。
作为一种压力制动折弯方法,气动折弯是最温和、最受欢迎的技术之一,因为数控控制器消除了成形中的质量预测,如回弹。
这种方法使用迅速,被视为当今金属车间最常用的压力制动成形技术,因为它大大节省了多角成形和更换工具的时间。
何时使用空气弯曲?
当需要弯曲角度范围较大时;当需要改变角度而不是更换工具时;当操作员需要更好地控制床身弧度时;当使用 CNC 控制器时,回弹可以自动调节;当操作员希望弯曲不同类型的部件时;当需要相当小的弯曲力时;当希望减少维护问题时;当需要节省工具成本时。
空气弯曲器是如何工作的?
空气弯曲需要对材料施加足够的压力。
它能获得正确的角度,通过将模具推得足够远来产生正确的形状。
以下是空气弯曲的过程:
模具准备
顶部冲头通常较窄,底部模具通常为 V 形或 U 形凹槽。选择合适的模具取决于金属板的类型、厚度和所需的弯曲角度。
放置金属板
金属片放在底模的 V 形或 U 形凹槽上。
施加压力
顶部的冲头下降,压迫金属板使其弯曲。
上冲头不会将金属板压到下模的底部,而是停在中间。这就是所谓的 "空气弯曲"--因为在材料和底模之间有一个空气间隔。
形成弯曲
由于上模的压力,金属板会在下模的 V 形或 U 形凹槽中通过弯曲形成弧形。弯曲角度取决于上模的下降深度、下模的形状和金属板的厚度。
评估和调整
操作员将评估弯曲角度。如果需要,操作员可以通过调整上模的压力和下降深度来改变弯曲角度。
空气弯曲的功能是什么?
气弯用于在压力制动器成型过程中在金属板上获得正确的角度,并将金属变成所需的形状。
虽然气动折弯具有很多优点,但不应在老式和过时的压力折弯机上使用,因为误差会更大。
很难控制柱塞深度,操作员必须手工计算材料回弹和最终冲孔深度。
在压力折弯机上进行空气折弯时,操作员可以控制折弯镭射,从而提高精度和控制力。
优势
无需再加工,即可实现不同的弯曲角度,从而节省了劳动时间和成本。
能弯曲大多数不同厚度的材料。
比底部弯曲更快
在操作折弯机时,所需的压力相对较小。
与模具的接触更少,表面损伤也更小。
劣势
上模和下模之间材料厚度和零件磨蚀性的差异可能会导致不可接受的误差,不适合需要高精度弯曲角度的零件。
材料特性的变化也会影响回弹造成的弯曲角度。
相对老旧的压力制动设备通常会导致不准确的弯曲结果。
应用
空气折弯广泛应用于各种金属加工,尤其是需要高速、高效、精确折弯的场合。例如,汽车、航空航天和建筑行业总是使用这种技术来制造各种部件和结构。
III.其他弯曲方法
压印
定义
铸造是金属加工中常用的方法之一。
操作员利用带有冲头和模具的压力制动器将金属弯曲到所需的角度。
在此过程中,板材水平放置在模具顶部。然后,金属在冲头和模具之间以极高的吨位被压缩。因此,可以实现精确的弯曲角度。
模具能形成各种形状和角度,如钝角、锐角和直角。
无论选择什么弯曲角度,金属板都能精确地弯曲到相应的角度。
硬币可以实现每次精确一致的弯曲。
优势
高级定制: 压制工艺允许制造商根据需要设计不同的硬币,包括图案、字母和形状。
节约成本成本:与其他方法相比,成本相对较低,因为它可以使用普通的金属合金。
生产效率压力制动器:压力制动器可在短时间内生产大量硬币,有利于大规模生产。
劣势
质量控制: 由于每枚硬币的质量、大小和质地都必须保持一致,因此对硬币的质量控制将是一个挑战。
限制使用金属: 铸币工艺主要用于生产金属,而非其他材料。
所需专业知识: 操作压力制动器需要特殊的技术和知识,因此需要经验丰富的操作员。
应用
硬币生产 最明显的应用就是硬币生产。硬币用于使各种面值的货币在经济中流通。
纪念品制作硬币:硬币不仅是货币,也是纪念品的理想选择。该工艺用于生产有意义的硬币,如纪念活动或纪念品。
奖章和徽章制作硬币:硬币还用于制作徽章和奖章,以表彰个人或团体在各个领域取得的杰出成就。
底部弯曲
定义
底模折弯是一种压力制动技术。在模具压力的作用下,金属板可在底模的 V 形槽中形成所需的角度。
与空气折弯相比,底部折弯需要更大的吨位才能实现高精度和更少的反弹。
它适用于更高精度的程序。此外,它还能减少材料应力对弯曲结果的影响。
底部弯曲需要不同的工具,以实现不同的镭射弯曲效果。
在底部弯曲时,冲头和模具不会直接接触金属板。可能会出现弧形,但很容易回弹到内部的原始形状。
金属板一旦松开,就会稍稍后退,以达到所需的弯曲角度。
不同的材料和厚度在弯曲时会产生不同的反弹反应,因此操作员必须充分了解每种金属的特性。
由于底部弯曲存在风险,一些制造商不建议使用底部弯曲。
优势
形状多变: 底部折弯可生产不同形状和结构的金属部件,从而满足不同的需求。
高精度: 底部弯曲通常非常精确,可以生产出高质量、高精度的金属部件。
应用广泛: 这种工艺适用于各种金属,包括钢、铝和铜。
劣势
对设备和技术的要求底部弯曲:底部弯曲需要特殊的设备和技术,因此需要熟练的操作人员。
成本高: 底部弯曲需要较高的投资成本,不适合小规模生产。
限制条件 对于具有特殊形状和结构的金属部件,底部折弯不是最佳选择。
IV.材料考虑因素
适合气弯的材料
气弯适用于铝合金和不锈钢等低强度金属。铝由于重量轻、可塑性强,是空气弯曲的理想选择。不锈钢虽然比铝硬,但也能有效加工。碳钢在适当的厚度和坚实度下也适用于空气弯曲。
影响弯曲过程的材料特性
如弯曲强度、坚固性和可塑性。强度低、较软的材料更容易弯曲。
易开裂材料的注意事项
高强度钢在弯曲时容易产生裂纹。为防止出现裂纹,必须控制压力和弧度、预留边缘或采用二次弯曲工艺。由于弯曲力较小,空气弯曲主要适用于低强度材料的制造。对于高强度或易开裂材料,操作人员需要根据其特性进行调整。
V.技术方面
折回弹簧和补偿技术
空气弯曲是通过在冲头和模具之间挤压材料而使其弯曲,但材料不会完全接触。这一过程可能会导致回弹,即材料在弯曲后会恢复到原来的形状。为了补偿回弹,建议使用过度弯曲或调整角度技术。
弯曲余量计算
弯曲余量是指在弯曲过程中实际消耗的材料量,准确的弯曲余量计算对于确定初始扩展模型尺寸至关重要。它将材料的厚度、弯曲弧度和弯曲角度考虑在内,以确保最终的弯曲部件符合所需的规格。
材料厚度和弯曲角度的影响
材料厚度和弯曲角度在空气弯曲中起着至关重要的作用。较厚的材料需要较大的力才能弯曲,也容易产生回弹。弯曲角度也会影响材料的变形量,进一步影响弯曲部件的最终形状。必须根据这些因素选择适当的工具和参数,以达到预期效果。
VI.常见问题
压力制动器的最小弯曲半径是多少?
压力制动器的最小弯曲弧度取决于所用材料和弯曲角度。
使用气弯时,内部弯曲弧度约为 V 形模口的 16%。
因此,当使用 1 个 1 英寸的 V 形模具时,内部弯曲镭射约为 0.16 英寸。
此数字仅供参考,实际最小弯曲弧度由所用材料和弯曲角度决定。
空气弯曲使用哪种压力机?
适用于空气折弯工艺的压力折弯机通常是液压折弯机或液压折弯机。 电动压力制动器。
这两种类型的压力制动器可对金属板施加适当的压力,将材料弯曲成所需的形状。
空气弯曲是通过对金属板施加气压来实现的。
液压压力制动器利用液压系统控制压力和弯曲角度,而电动压力制动器则使用电力驱动系统。
这些压力折弯机可提供精确的控制和高质量的折弯,因此被用于制造金属部件和结构。
VII.结论
在深入研究了 "压力制动器气弯 "这一主题后,我们知道了
气弯在工业制造中的重要性及其广泛应用。
它不仅能兼顾效率和精度,还能满足适应各种材料和厚金属的要求。
然而,要充分发挥这项技术的潜力,选择一家拥有专业技术和技能的供应商至关重要。
40 多年来,ADH Machine Tool 在制造各种类型的折弯机和弯管设备方面积累了丰富的经验。
我们可以根据您的具体产品和工艺要求,为您提供优质的机器选择和解决方案。
与此同时 ADH 小组成员 我们将努力为您提供技术支持和培训指导,确保机器投入使用后达到最佳效果。
如果您对压力折弯机的折弯方法或压力折弯机本身感到好奇,欢迎访问 浏览我们的官方网站.我们可以为您提供专业的答复。
我们相信,与 ADH 的合作将帮助您的机械生产迈上一个新台阶。