I. Introduction
Le presse plieuse est un appareil qui utilise un dispositif mécanique pour plier les tôles. Elle est généralement utilisée pour la production de tôles et la fabrication de composants. Cette machine est primordiale dans la fabrication de tôles et peut être largement utilisée dans les secteurs de l'automobile, de l'électronique, de la construction et de nombreuses autres industries.
La presse plieuse réalise le processus de pliage de manière efficace et précise, ce qui permet d'améliorer considérablement la production.
Pour simplifier, le processus de pliage consiste à fixer le matériau métallique sur la matrice inférieure.
Le poinçon supérieur diminue à grande vitesse sous l'action d'un moteur hydraulique, puis presse le métal.
Les systèmes de contrôle de la machine contrôlent strictement l'angle et la force de pressage, ce qui permet d'obtenir un formage par pliage standard.
Lorsque le pliage est terminé, le poinçon supérieur se rétracte automatiquement et les pièces métalliques traitées peuvent être retirées.
Dans ce passage, nous nous concentrerons sur le pliage pneumatique de la presse plieuse.
Nous présenterons la définition du cintrage à l'air, son importance, son processus, etc., afin d'aider les lecteurs à mieux comprendre et appliquer cette méthode de fabrication de la tôle.
II. Comprendre le pliage pneumatique sur presse plieuse
Qu'est-ce que le cintrage de l'air ?
Le cintrage pneumatique est une technologie de formage par cintrage relativement modérée. L'outil n'entre en contact avec le matériau qu'en trois points (la pointe du poinçon et les bords de la matrice).
La matrice supérieure presse la tôle dans la rainure en V de la matrice inférieure jusqu'à la profondeur prédestinée sans entrer en contact avec la matrice inférieure. Il utilise la profondeur pour définir l'angle de pliage.
En général, la même matrice peut être adaptée à différents matériaux, au radium de cintrage et à l'angle de cintrage en fonction du contour et de la profondeur du poinçon.
En tant que méthode de pliage de la presse plieuse, le pliage pneumatique est l'une des technologies les plus modérées et les plus populaires, car le contrôleur CNC a éliminé la prédiction de la masse dans le formage, comme le rebond.
Cette méthode est rapidement utilisée et est considérée comme la technologie de formage par presse plieuse la plus courante dans les ateliers de métallurgie d'aujourd'hui, car elle permet un gain de temps considérable pour le formage d'angles multiples et le remplacement des outils.
Quand utiliser le cintrage pneumatique ?
Lorsqu'une large gamme d'angles de pliage est nécessaire ; lorsqu'il faut changer l'angle au lieu de changer l'outil ; lorsque l'opérateur a besoin de mieux contrôler le radium du lit ; lorsqu'il utilise le contrôleur CNC, le rebond peut être ajusté automatiquement ; lorsque l'opérateur veut plier différents types de composants ; lorsqu'une force de pliage plutôt faible est nécessaire ; lorsqu'il espère moins de problèmes de maintenance ; lorsqu'il faut économiser sur le coût de l'outil.
Comment fonctionne le cintrage de l'air ?
Le cintrage pneumatique implique une pression suffisante sur le matériau.
Il obtient l'angle correct pour générer la forme correcte en poussant la matrice suffisamment loin.
Voici le processus de pliage de l'air:
Préparation de la matrice
Le poinçon supérieur est généralement étroit et le poinçon inférieur est généralement une rainure en forme de V ou de U. Le choix du moule approprié est déterminé par le type, l'épaisseur et l'angle de pliage requis de la tôle.
Mise en place de la tôle
La tôle est placée sur la rainure en forme de V ou de U de la matrice inférieure.
Appliquer la pression
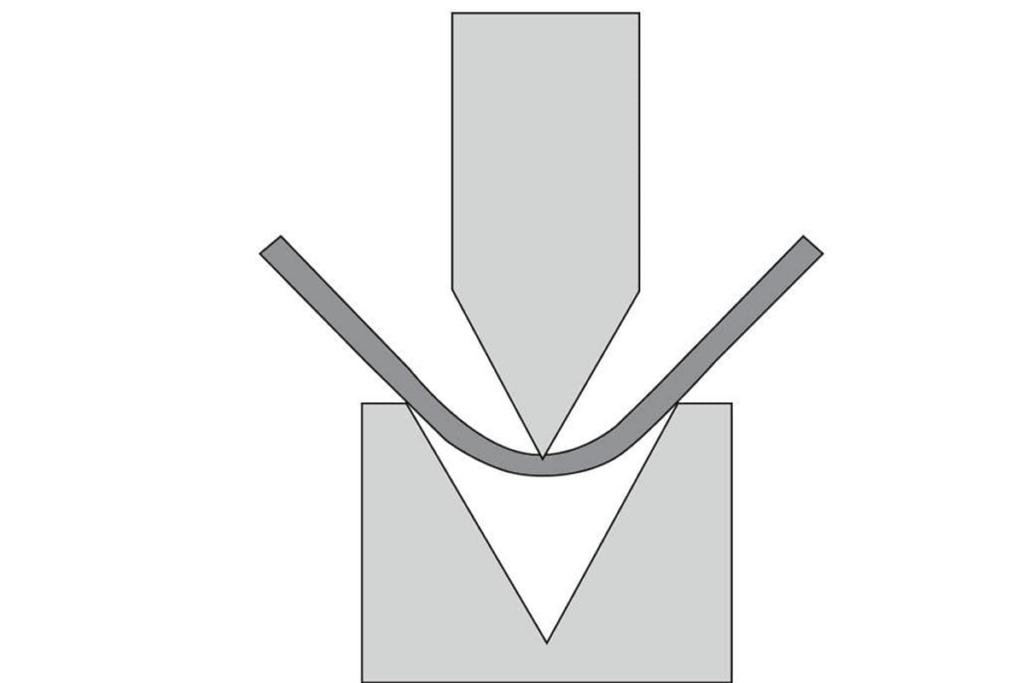
Le poinçon supérieur descend et appuie sur la tôle pour la faire plier.
Le poinçon supérieur n'appuie pas sur la tôle jusqu'au fond de la matrice inférieure, mais s'arrête au milieu. C'est pourquoi on parle de "pliage à l'air", car il y a un intervalle d'air entre le matériau et la matrice inférieure.
Formation de la courbure
Sous l'effet de la pression exercée par la matrice supérieure, la tôle forme un arc en se pliant dans la rainure en forme de V ou de U de la matrice inférieure. L'angle de pliage est déterminé par la profondeur de descente de la matrice supérieure, la forme de la matrice inférieure et l'épaisseur de la tôle.
Évaluer et ajuster
L'opérateur évalue l'angle de pliage. Si nécessaire, l'opérateur peut modifier l'angle de pliage en ajustant la pression de la matrice supérieure et la profondeur de descente.
Quelle est la fonction du cintrage de l'air ?
Le cintrage pneumatique est utilisé pour obtenir l'angle correct sur la tôle pendant le processus de formage de la presse plieuse, et donne au métal la forme souhaitée.
Bien que le pliage pneumatique présente de nombreux avantages, il ne doit pas être utilisé sur des presses plieuses anciennes et désuètes, car la marge d'erreur est beaucoup plus élevée.
Il est difficile de contrôler la profondeur du piston, et l'opérateur doit calculer à la main le rebond du matériau et la profondeur ultime du poinçon.
Lors du pliage pneumatique sur la presse plieuse, l'opérateur peut contrôler le radium de pliage, ce qui améliore la précision et la force de contrôle.
Avantages
Il n'est pas nécessaire de retraiter les pièces pour obtenir différents angles de pliage, ce qui permet d'économiser du temps et des coûts de main-d'œuvre.
Capable de plier la plupart des matériaux de différentes épaisseurs.
Plus rapide que le pliage par le bas.
La pression nécessaire est relativement faible lors de l'utilisation du cintrage.
Le contact avec la matrice est moindre et les dommages de surface sont moins importants.
Inconvénients
La variation de l'épaisseur du matériau et de l'abrasivité de la pièce entre la matrice supérieure et la matrice inférieure peut entraîner des erreurs inacceptables, qui ne conviennent pas aux composants nécessitant des angles de pliage de haute précision.
La variation des propriétés des matériaux peut également affecter l'angle de flexion causé par le rebondissement.
L'équipement relativement ancien de la presse plieuse conduit généralement à des résultats de pliage imprécis.
Applications
Le cintrage pneumatique est largement appliqué à la fabrication de divers métaux, en particulier dans les cas où le cintrage doit être rapide, efficace et précis. Par exemple, les industries de l'automobile, de l'aérospatiale et de la construction utilisent toujours cette technologie pour produire divers composants et structures.
III. Autres méthodes de pliage
Monnaie
Définition
Le monnayage est l'une des méthodes les plus couramment utilisées dans la fabrication des métaux.
L'opérateur utilise la presse plieuse avec le poinçon et les matrices pour plier le métal à l'angle requis.
Au cours de ce processus, la tôle est placée horizontalement sur le dessus de la matrice. Ensuite, le métal est comprimé entre le poinçon et la matrice à un tonnage extrêmement élevé. Cela permet d'obtenir un angle de pliage précis.
La matrice forme différentes formes et angles, comme les angles obtus, les angles aigus et les angles droits.
Quel que soit l'angle de pliage choisi, la tôle peut être pliée avec précision.
Le monnayage permet d'obtenir un pliage précis et constant à chaque fois.
Avantages
Haute coutume : le processus de pliage sous presse permet aux fabricants de créer différents modèles de pièces en fonction de leurs besoins, y compris des motifs, des lettres et des formes.
Économie de coûtsLe coût de cette méthode est relativement faible par rapport à d'autres méthodes, car elle permet d'utiliser un alliage métallique courant.
Efficacité de la productionla presse plieuse peut produire de grandes quantités de pièces en peu de temps, ce qui est avantageux pour la production à grande échelle.
Inconvénients
Contrôle de la qualité : le contrôle de la qualité sera un défi pour le monnayage, car la qualité, la taille et la texture de chaque pièce doivent être constantes.
Restriction au métal : le processus de frappe est principalement utilisé pour la production de métaux, plutôt que d'autres matériaux.
Connaissances professionnelles requises : l'utilisation de la presse plieuse requiert une technologie et des connaissances spécifiques, d'où la nécessité de faire appel à des opérateurs expérimentés.
Applications
Production de pièces : l'application évidente est la production de pièces de monnaie. Le monnayage sert à faire circuler différentes coupures dans l'économie.
Production de souvenirsLes pièces de monnaie sont non seulement de la monnaie, mais aussi un choix idéal pour les souvenirs. Le procédé est utilisé pour produire des pièces significatives, telles que des événements ou des objets commémoratifs.
Production de médailles et d'insignesLe monnayage est également utilisé pour la fabrication d'insignes et de médailles destinés à récompenser les réalisations exceptionnelles d'individus ou de groupes dans divers domaines.
Pliage du fond
Définition
Le pliage par le bas est une technique de presse-plieuse. La tôle peut être formée à l'angle requis dans la rainure en forme de V de la matrice inférieure sous la pression de la matrice.
Par rapport au cintrage pneumatique, le cintrage par le bas nécessite un tonnage plus important pour obtenir une grande précision et moins de rebonds.
Il convient aux programmes de haute précision. De plus, il peut réduire l'impact des contraintes matérielles sur les résultats de pliage.
Le cintrage du radium nécessite différents outils pour obtenir différents résultats.
Dans le pliage par le bas, le poinçon et la matrice n'entrent jamais directement en contact avec les tôles. Il peut se produire un arc qui revient facilement à sa forme intérieure d'origine.
Une fois que la tôle est libérée, elle recule un peu pour atteindre l'angle de pliage requis.
Les différents matériaux et épaisseurs réagissent différemment au rebond lorsqu'ils sont pliés, c'est pourquoi l'opérateur doit bien connaître les propriétés distinctives de chaque métal.
Certains fabricants ne recommandent pas le pliage par le bas en raison des risques qu'il comporte.
Avantages
Polyvalence des formes : Le pliage par le bas permet de produire des composants métalliques de formes et de structures différentes, répondant ainsi à des besoins divers.
Haute précision : le pliage du fond est généralement très précis, ce qui permet de produire des composants métalliques précis et de haute qualité.
Application étendue : Ce processus s'applique à différents types de métaux, dont l'acier, l'aluminium et le cuivre.
Inconvénients
Exigences en matière d'équipement et de techniqueLe pliage du fond nécessite un équipement et une technique spécifiques, ce qui implique la présence d'un opérateur qualifié.
Coût élevé : le pliage par le bas nécessite un investissement plus important et ne convient pas à la production à petite échelle.
Restriction : pour les composants métalliques ayant des formes et des structures spécifiques, le pliage par le bas n'est pas le meilleur choix.
IV. Considérations matérielles
Matériaux adaptés au cintrage pneumatique
Le cintrage pneumatique convient aux métaux à faible résistance tels que les alliages d'aluminium et l'acier inoxydable. L'aluminium est le choix idéal pour le cintrage pneumatique en raison de sa légèreté et de sa plasticité. L'acier inoxydable peut également être traité efficacement, bien qu'il soit plus dur que l'aluminium. L'acier au carbone convient également au cintrage pneumatique, à condition que son épaisseur et sa solidité soient appropriées.
Propriétés des matériaux affectant le processus de cintrage
tels que la résistance à la flexion, la solidité et la plasticité. Les matériaux peu résistants et plus souples sont plus faciles à plier.
Précautions pour les matériaux susceptibles de se fissurer
L'acier à haute résistance se fissure facilement lorsqu'il est plié. Pour éviter les fissures, il est nécessaire de contrôler la force de pression et l'arc, de réserver les bords ou d'utiliser un processus de pliage secondaire. La force de pliage étant faible, le pliage à l'air convient principalement à la fabrication de matériaux à faible résistance. En ce qui concerne les matériaux à haute résistance ou faciles à fissurer, l'opérateur doit s'adapter à leurs propriétés.
V. Aspects techniques
Techniques de pliage du ressort et de compensation
Le cintrage à l'air comprimé consiste à plier le matériau en le pressant entre le poinçon et la matrice sans qu'il n'entre en contact avec eux. Ce processus peut provoquer un retour élastique, c'est-à-dire que le matériau reprendra sa forme initiale après le cintrage. Pour compenser le retour élastique, il est recommandé d'utiliser des techniques de surpliage ou d'ajustement de l'angle.
Calcul de l'indemnité de pliage
La surépaisseur de pliage fait référence à la quantité de matériau consommée physiquement pendant le processus de pliage. Le calcul précis de la surépaisseur de pliage est essentiel pour déterminer la taille initiale du modèle élargi. Il tient compte de l'épaisseur du matériau, du radium de cintrage et de l'angle de cintrage pour s'assurer que les composants de cintrage finaux répondent aux spécifications requises.
Influence de l'épaisseur du matériau et de l'angle de flexion
L'épaisseur du matériau et l'angle de pliage jouent un rôle primordial dans le cintrage pneumatique. Plus le matériau est épais, plus il faut de force pour le plier, et plus il est facile d'obtenir un retour élastique. L'angle de pliage influe également sur l'ampleur de la déformation du matériau, ce qui a une incidence sur la forme finale des composants pliés. Il est nécessaire de choisir les outils et les paramètres appropriés pour obtenir les résultats escomptés en fonction de ces facteurs.
VI. Foire aux questions (FAQ)
Quel est le rayon de courbure minimal pour une presse plieuse ?
Le radium minimum de pliage sur la presse plieuse est déterminé par le matériau utilisé et l'angle de pliage.
En cas de cintrage à l'air, le radium de cintrage intérieur est d'environ 16% de la bouche d'ouverture de la matrice en forme de V.
Ainsi, lorsque l'on utilise une matrice en forme de V de 1 pouce, le rayon de courbure intérieur est d'environ 0,16 pouce.
Le radium de flexion minimum réel est déterminé par le matériau utilisé et les angles de flexion.
Quel type de presse est utilisé pour le cintrage pneumatique ?
La presse plieuse adaptée au processus de cintrage pneumatique est généralement une presse plieuse hydraulique ou une presse plieuse à air comprimé. presse plieuse électrique.
Ces deux types de presses plieuses peuvent exercer une pression appropriée sur la tôle afin de plier le matériau dans la forme requise.
Le cintrage pneumatique est obtenu par la pression d'air exercée sur la tôle.
La presse plieuse hydraulique utilise le système hydraulique pour contrôler la pression et l'angle de pliage, tandis que la presse plieuse électrique utilise un système électrique.
Ces presses plieuses sont utilisées pour produire des composants et des structures métalliques, car elles permettent un contrôle précis et un pliage de haute qualité.
VII. Conclusion
Après avoir approfondi le sujet "presser, freiner, plier", nous savons que les
l'importance du cintrage de l'air dans l'industrie manufacturière et ses nombreuses applications.
Il peut non seulement équilibrer l'efficacité et la précision, mais aussi répondre aux exigences d'adaptation de divers matériaux et de métaux épais.
Toutefois, pour exploiter pleinement le potentiel de cette technique, il est essentiel de choisir un fournisseur disposant d'une technologie et de compétences professionnelles.
ADH Machine Tool bénéficie d'une expérience féconde dans la fabrication de différents types de presses plieuses et d'équipements de cintrage de tuyaux depuis plus de 40 ans.
Nous pouvons vous proposer des choix de machines et des solutions de premier ordre en fonction de vos produits spécifiques et de vos exigences en matière de processus.
En attendant, Membres de l'équipe ADH s'efforcera de vous fournir une assistance technologique et des conseils en matière de formation, afin de garantir un effet optimal après l'application de la machine.
Si vous souhaitez en savoir plus sur les méthodes de pliage de la presse plieuse ou sur la machine à plier elle-même, nous vous invitons à consulter le site suivant consulter notre site officiel. Nous pouvons vous offrir une réponse professionnelle.
Nous sommes convaincus que la coopération avec ADH permettra à votre production de machines d'atteindre un nouveau niveau.