I. Введение
Гибка на листогибочном прессе является одной из важнейших технологий в области обработки металлов давлением.
Давление между пуансоном и матрицей может обеспечить точный изгиб и деформацию металлического листа.
Это позволяет широко применять продукцию в обрабатывающих отраслях промышленности.
По сравнению с ручным сгибанием, гибка на листогибочном прессе отличается высокой эффективностью, низкой стоимостью и т.д. и играет ключевую роль на предприятиях по производству металла.
Листогибочный пресс Сгибание осуществляется тремя способами, воздушный изгиб, загибание дна и чеканка.
В воздушной гибке используется принцип рычага, когда угол изгиба определяется глубиной прессования, что подходит для изделий малого и среднего размера.
Явление отскока произойдет в нижней части процесс гибки.
А чеканка может заставить металл полностью соответствовать форме штампа.
Среди этих методов гибки наиболее популярна чеканка, поскольку она позволяет получить точные и стабильные результаты гибки.
Металл может быть согнут под углом, точно соответствующим пуансону и матрице, за счет высокой мощности. Таким образом, обеспечивается ожидаемый результат гибки.
II. Три основных вида изгиба
Технология гибки разрабатывалась в течение сотен лет при изготовлении металлических изделий, с развитием технологий появилось множество способов гибки. Эти методы отличаются друг от друга, и вот три основных типа гибки:
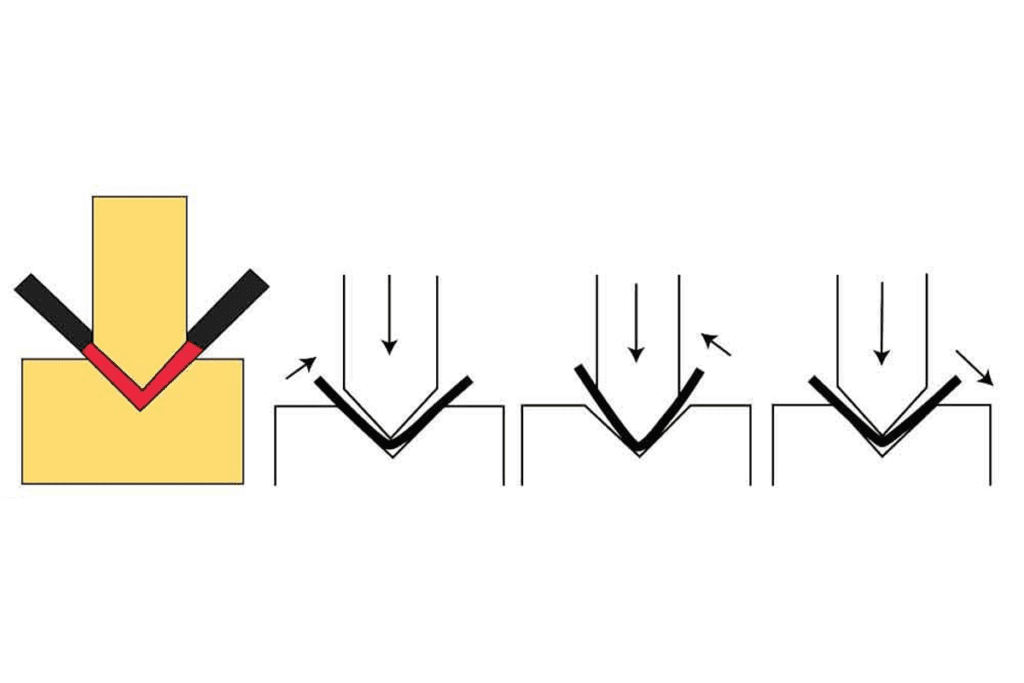
Воздушный изгиб
Пневматическая гибка - это метод гибки при минимальной площади контакта между металлом и инструментом.
Угол изгиба определяется глубиной, на которую пуансон опускается в матрицу.
В нем используется принцип рычага, и для достижения изгиба на 90 градусов требуется лишь небольшое усилие на стержне, так как при этом используется меньшее толкающее усилие по сравнению с чеканкой.
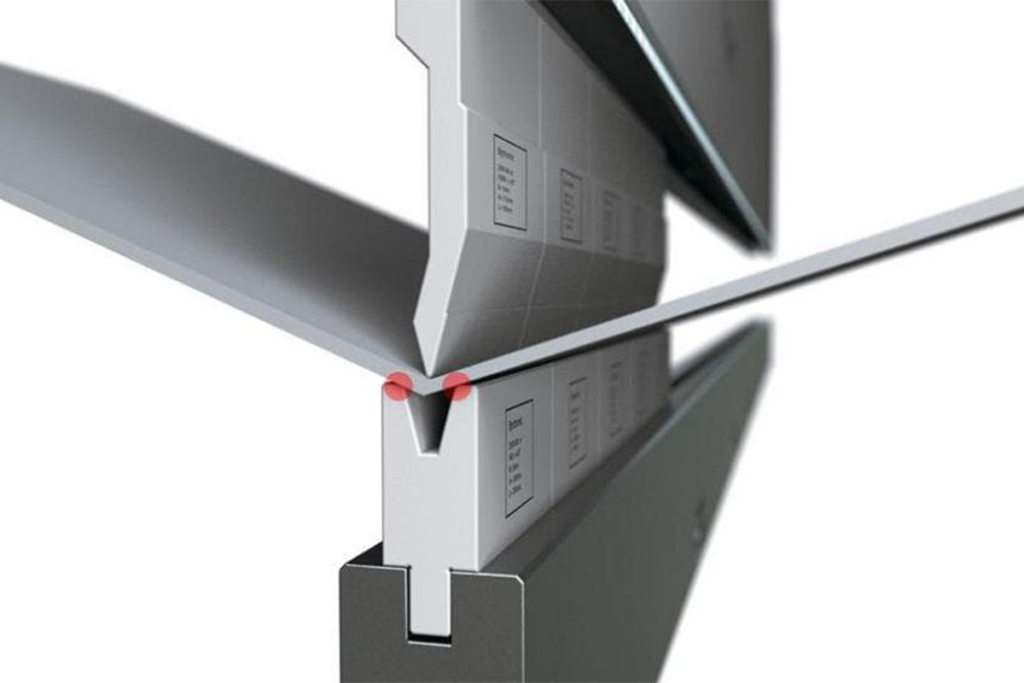
Металл и инструмент соприкасаются только в трех точках: кончик пуансона и обе стороны штампа.
Этот метод подходит для мелко-среднего массового производства. А вот и основные характеристики воздушного изгиба:
Мало контактов: в процессе воздушной гибки площадь контакта штампа с металлом мала, что благоприятно сказывается на снижении повреждаемости и абразивности поверхности металла.
Спуск пуансона: угол гибки определяется глубиной, на которую пуансон опускается в матрицу, что позволяет легко регулировать угол.
Относительная малотоннажность: по сравнению с чеканкой, при пневматической гибке требуется гораздо меньшее усилие, что благоприятно сказывается на сроке службы пуансона и матрицы.
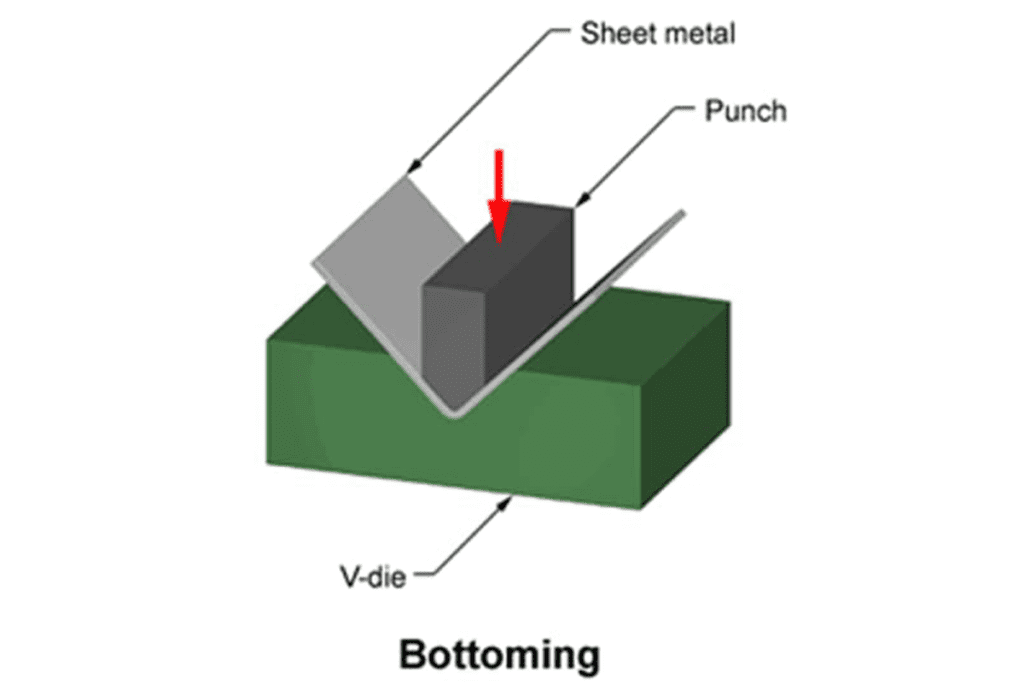
Загиб дна
При гибке снизу металлический лист гораздо плотнее прилегает к штампу.
Однако, в отличие от чеканки, при гибке снизу металлический лист не точно повторяет форму штампа.
Этот метод требует большего тоннажа, чем воздушная гибка, но меньшего, чем чеканка. Иными словами, нижняя гибка - это средний метод, сочетающий воздушную гибку и чеканку. Ниже приведены основные характеристики изгиб дна:
Не совсем соответствует углу: металлический материал не будет изогнут под тем же углом, что и штампы при гибке снизу. Вместо этого он в определенной степени сохраняет свою первоначальную форму.
Низкий тоннаж: для отгибания днища требуется относительно небольшое усилие, что выгодно для снижения абразивности оборудования и затрат на его обслуживание.
Широко распространенный ассортиментГибка снизу подходит для металлических материалов различных типов и толщины, что делает ее распространенным методом гибки.
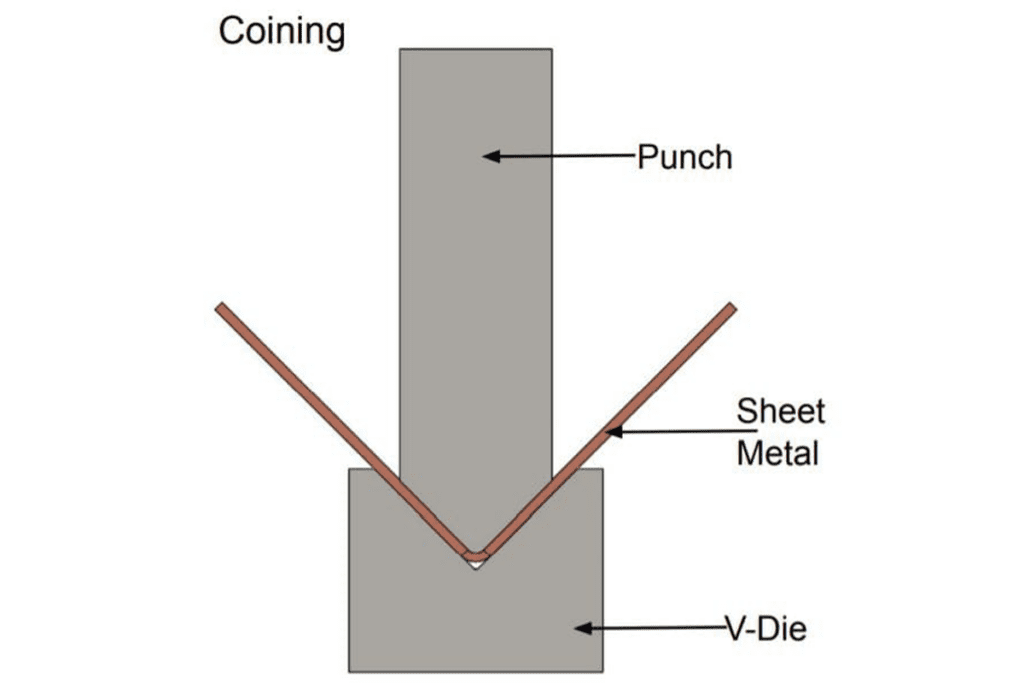
Монета
При чеканке используется большая мощность, чтобы металлические листы полностью соответствовали форме пуансона и матрицы. Основное преимущество чеканки заключается в том, что она позволяет получить абсолютно точный угол изгиба.
Однако для этого требуется более высокая силовой пресс тормоз и точная конструкция инструмента.
Из-за большой мощности, которую он требует, металл в процессе гибки может истончиться и повредиться. И здесь характеристики чеканки:
Высокая пропускная способность: при чеканке требуется большое усилие, чтобы металлический материал полностью соответствовал форме пуансона и матрицы.
Высокая точность: благодаря тому, что металл полностью соответствует геометрической форме, чеканка обычно применяется в тех случаях, когда требуются точные углы изгиба.
Металл становится тоньше: из-за высокого тоннажа чеканка может привести к утончению металлического материала, что следует учитывать.
При выборе метода гибки инженеры и технические специалисты должны учитывать множество факторов, включая тип материала, его толщину, требуемый угол гибки и стоимость производства.
Каждый метод имеет свою применимую сцену, поэтому выбор правильного метода может обеспечить производство высококачественной продукции.
III. Глубокое погружение в монетное дело
Исторический контекст
Слово "чеканка" восходит к древней технологии чеканки.
В древности металлический лист помещался в штамп и под высоким давлением и точной формой штампа прессовался в геометрическую форму монеты.
Этот метод обеспечивает высокую точность формы и размера каждой монеты.
Со временем эта технология стала применяться и в других отраслях металлопроизводства, в частности, при гибке металлических листов.
Процесс
Чеканка - это процесс изготовления листового металла, суть которого заключается в использовании высокой тоннажности для придания металлическим листам идеальной геометрической формы с помощью пуансонов и матриц.
Для этого металлический лист укладывается на штамп, а пуансон оказывает на него большое давление.
Этот метод гарантирует, что металл не будет деформироваться и изгибаться в процессе гибки. Здесь приведены основные процедуры чеканки процесс:
Подготовка материалов: сначала нужно выбрать подходящий металлический материал, а затем разрезать его на части нужной формы и размера.
Установка штампа: пуансон и матрица должны быть строго рассчитаны, чтобы их геометрические формы соответствовали углу гибки. Установите инструмент на листогибочный пресс.
Позиционирование металла: металлический лист устанавливается на листогибочный пресс, чтобы исключить его смещение и отклонение в процессе гибки.
Выдавливание высокого тоннажа: пуансон с помощью большой силы прижимает металлический лист, заставляя его соответствовать форме матрицы и пуансона. Этот процесс требует высокой точности и контроля.
Отделка под гибкуПосле завершения гибки металлический лист сохраняет требуемую геометрическую форму, что позволяет добиться высокой точности гибки.
Преимущества
Точность: чеканка - это высокоточный метод гибки, который позволяет получать точные и стабильные гибы и очень хорошо подходит для применений, требующих высокой точности, таких как аэрокосмическая промышленность и производство медицинского оборудования.
ПоследовательностьБлагодаря тому, что металл точно повторяет форму пуансона и матрицы, чеканка позволяет получать стабильные гибы как при массовом, так и при индивидуальном производстве.
Широкая применимость: чеканка широко применяется для различных металлических материалов с разными типами и толщиной, что делает ее универсальным методом гибки.
IV. Сравнение чеканки с другими методами гибки
Воздушная гибка в сравнении с чеканкой
Разница в тоннах
Для воздушной гибки обычно требуется меньший тоннаж. Из-за малой площади контакта между металлом и штампом требуемое усилие в процессе гибки относительно невелико.
В то время как для чеканки требуется большая мощность, чтобы обеспечить полное прилегание металла к пуансону и матрице. Это означает, что для чеканки обычно требуется большая мощность.
Связаться с Разница
При воздушной гибке площадь контакта между металлом и штампом крайне ограничена, т.е. всего несколько точек соприкосновения, что благоприятно сказывается на снижении абразивного износа и повреждений на поверхности металла.
В то время как при чеканке контакт между металлом и инструментом более тесный, чтобы обеспечить полное сгибание металла в соответствии с формой штампа, что может привести к некоторому утончению и деформации металла.
Определение угла изгиба
Угол воздушного изгиба определяется глубиной, на которую пуансон опускается в матрицу.
При чеканке используется высокое давление тонны, чтобы металл полностью соответствовал точному углу пуансона и матрицы.
Гибка дна в сравнении с чеканкой
Разница в тоннах
При донной гибке обычно требуется меньший тоннаж, поскольку металл не совсем точно соответствует форме штампа.
Для чеканки монет требуется больший тоннаж, чтобы обеспечить точное соответствие металла форме пуансона и матрицы.
Соответствие материалов
При гибке снизу контакт между металлом и штампом более плотный, но не совсем соответствует форме штампа из-за отскока.
Чеканка позволяет обеспечить полную гибку металла в соответствии с формой штампа, что позволяет получить более точные результаты.
В заключение следует отметить, что по сравнению с чеканкой воздушная гибка требует меньшего тоннажа, меньшего количества контактов, а ее угол гиба может не соответствовать чеканке.
Для гибки дна требуется меньший тоннаж, но материал не точно соответствует углу гиба. В то время как чеканка требует большего тоннажа и может обеспечить высокую последовательность и точность гибки.
V. Заключение
Несомненно, технология гибки металла имеет большое значение для производства металлоконструкций.
Знание и освоение различных методов гибки может помочь производителям не только повысить эффективность работы, но и обеспечить качество и точность выпускаемой продукции.
В этом разделе мы рассмотрим один из ключевых процессов в листогибочном производстве - раскатку.
Мы узнаем больше о его историческом контексте, процессе, сравнении с воздушным изгибом и т.д.
Чеканка имеет большое значение в современном производстве. По сравнению с другими методами она обладает более высокой точностью и гибкостью, что делает ее идеальным решением для множества сюжетов.
Если Вас интересует процесс чеканки на листогибочном прессе или другие проблемы, подробная информация о продукции или предложения, мы настоятельно рекомендуем Вам посетить наш сайт официальный сайт.
Профессиональная команда ADH Machine Tool предлагает вам поддержку в любое время, чтобы обеспечить успешное выполнение вашего проекта.
Благодарю Вас за просмотр этой статьи и надеюсь, что она окажется полезной для Вас в понимании чеканки листогибочного пресса и выведет Вас на успешный путь применения листогибочного пресса.




