I. Einleitung
Das Abkantpressen ist eine der wichtigsten Verfahrenstechniken in der Metallumformungsindustrie.
Durch den Druck zwischen dem Stempel und der Matrize kann das Blech präzise gebogen und verformt werden.
Dadurch finden die Produkte breite Anwendung in der verarbeitenden Industrie.
Im Vergleich zum manuellen Biegen, Abkantpresse biegen zeichnet sich durch hohe Effizienz, niedrige Kosten usw. aus und spielt eine zentrale Rolle in metallverarbeitenden Unternehmen.
Abkantpresse Das Biegen umfasst drei Methoden, Luftbiegen, Bodenbiegen und Prägen.
Das Luftbiegen nutzt das Hebelprinzip, bei dem der Biegewinkel durch die Presstiefe bestimmt wird, und eignet sich für kleine bis mittelgroße Produkte.
Das Rebounding-Phänomen wird während der Talsohle auftreten Biegeverfahren.
Und durch die Prägung kann sich das Metall der Form des Stempels völlig anpassen.
Unter diesen Biegeverfahren ist das Prägen das beliebteste, da es präzise und gleichmäßige Biegeergebnisse liefert.
Durch die hohe Tonnage kann das Metall präzise in den zum Stempel und zur Matrize passenden Winkel gebogen werden. So werden die erwarteten Biegeergebnisse sichergestellt.
II. Drei Hauptarten des Biegens
Die Biegetechnik ist seit Hunderten von Jahren in der Metallverarbeitung entwickelt worden, mit dem Fortschritt der Technologie gibt es viele Biegemethoden zur Auswahl. Diese Methoden unterscheiden sich voneinander, und hier sind die drei Hauptarten des Biegens:
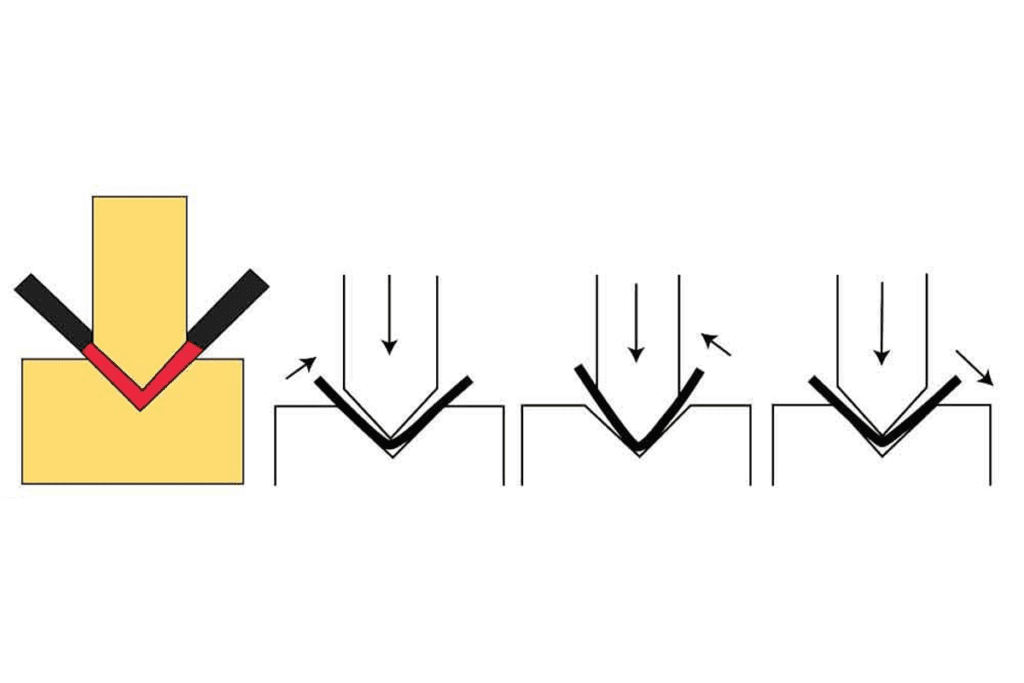
Air Bending
Das Luftbiegen ist eine Biegemethode, bei der die Kontaktfläche zwischen dem Metall und den Werkzeugen minimal ist.
Der Biegewinkel wird durch die Tiefe bestimmt, mit der der Stempel in die Matrize eintaucht.
Sie nutzt das Hebelprinzip und erfordert nur wenige Stangenkräfte, um eine 90-Grad-Biegung zu erreichen, da sie im Vergleich zum Prägen eine geringere Druckkraft benötigt.
Das Metall und das Werkzeug kommen nur an drei Punkten in Kontakt: an der Spitze des Stempels und an beiden Seiten der Matrizen.
Diese Methode eignet sich für die Produktion kleiner bis mittlerer Mengen. Und hier sind die Hauptmerkmale der Luftkrümmung:
Wenig KontaktBeim Luftbiegen ist die Kontaktfläche zwischen der Matrize und dem Metall klein, was die Beschädigung und Abnutzung der Metalloberfläche verringert.
Locher absteigendBiegewinkel: Der Biegewinkel wird durch die Tiefe bestimmt, mit der der Stempel in die Matrize eintaucht, was eine einfache Einstellung des Winkels ermöglicht.
Relativ geringe TonnageIm Vergleich zum Prägen ist der Kraftaufwand beim Luftbiegen viel geringer, was die Lebensdauer von Stempel und Matrize verlängert.
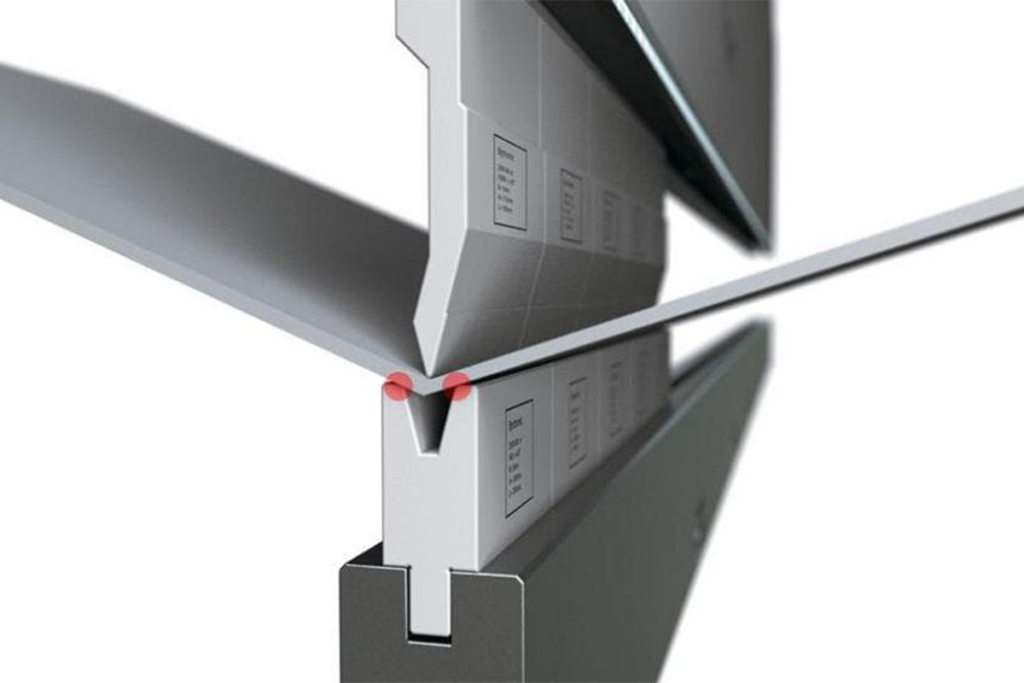
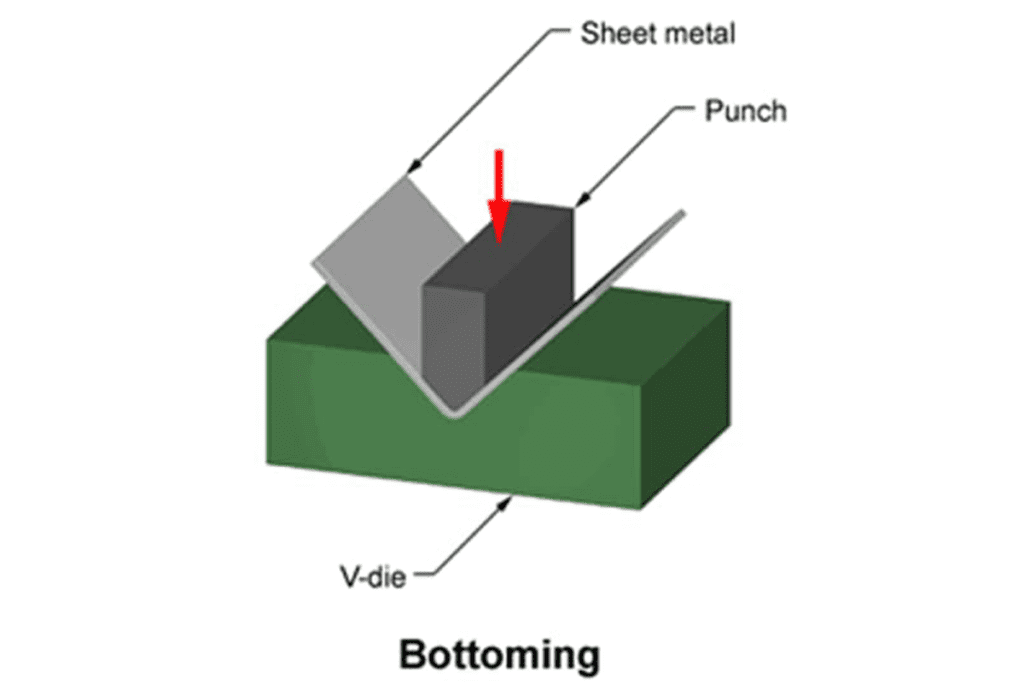
Biegen des Bodens
Beim unteren Biegen ist das Blech viel enger mit den Matrizen in Kontakt.
Anders als bei der Prägung entspricht das Blech beim unteren Biegen jedoch nicht genau der Form der Matrize.
Dieses Verfahren benötigt mehr Tonnage als das Luftbiegen, aber weniger als das Prägen. Das heißt, dass das Bodenbiegen eine mittlere Methode ist, um Luftbiegen und Prägen zu kombinieren. Hier sind die Hauptmerkmale der unteren Biegung:
Passt nicht genau in den WinkelDas Metallmaterial wird nicht in demselben Winkel gebogen wie die Matrizen beim unteren Biegen. Stattdessen behält es bis zu einem gewissen Grad seine ursprüngliche Form.
Niedrige Tonnage: Das Biegen des Bodens erfordert eine relativ geringe Tonnagekraft, was sich positiv auf den Verschleiß der Ausrüstung und die Wartungskosten auswirkt.
Weitreichende ReichweiteBiegen von unten: Das Biegen von unten eignet sich für metallische Werkstoffe unterschiedlicher Art und Dicke und ist daher das gängige Biegeverfahren.
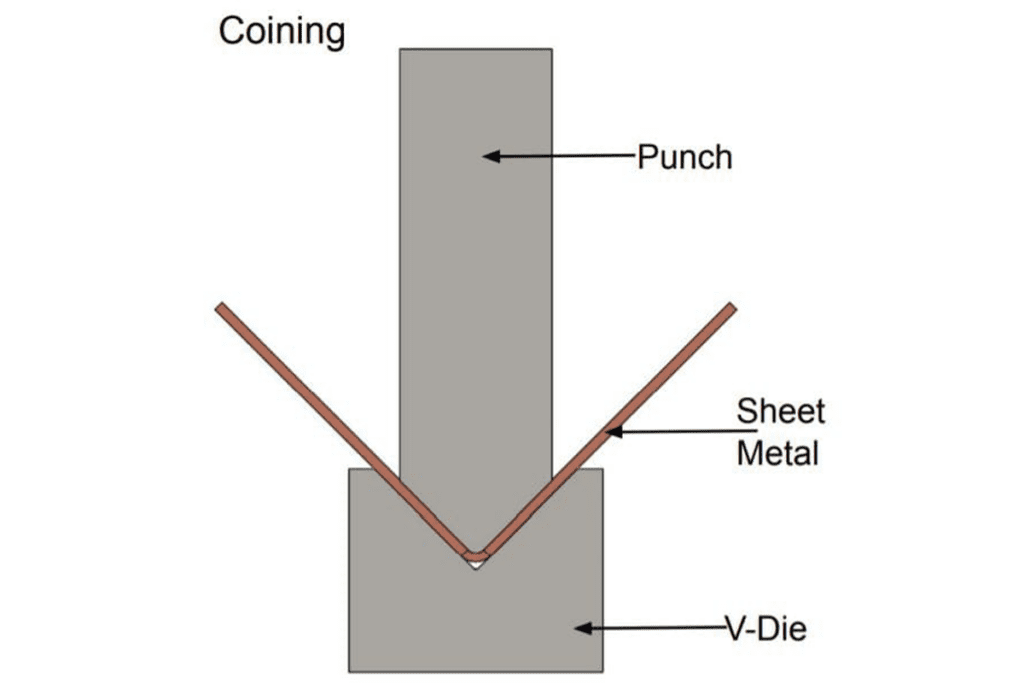
Prägung
Beim Prägen wird eine hohe Tonnage verwendet, um die Bleche vollständig an die Form des Stempels und der Matrize anzupassen. Der Hauptvorteil des Prägens besteht darin, dass es einen absolut präzisen Biegewinkel bieten kann.
Es erfordert jedoch mehr höhere Kraftpresse Bremse und präzises Werkzeugdesign.
Aufgrund des hohen Kraftaufwands kann das Metall während des Biegevorgangs dünner werden und Schaden nehmen. Und hier sind die Eigenschaften der Münzprägung:
Hohe Tonnage: Das Prägen erfordert eine hohe Tonnagekraft, um sicherzustellen, dass das Metallmaterial vollständig mit der Form des Stempels und der Matrize übereinstimmt.
Hohe Präzision: Da das Metall vollständig an die Geometrie angepasst ist, wird das Prägen in der Regel für Anwendungen eingesetzt, die präzise Biegewinkel erfordern.
Metall wird dünner: Aufgrund der hohen Tonnage kann das Prägen zu einer Ausdünnung des Metallmaterials führen, was berücksichtigt werden sollte.
Bei der Wahl der Biegemethode sollten Ingenieure und Techniker viele Faktoren berücksichtigen, darunter die Art und Dicke des Materials, den erforderlichen Biegewinkel und die Produktionskosten.
Jede Methode hat ihren eigenen Anwendungsbereich, so dass die Wahl der richtigen Methode die Herstellung hochwertiger Waren gewährleisten kann.
III. Tiefes Eintauchen in die Münzprägung
Historischer Kontext
Das Wort "Münzen" geht auf die antike Münztechnik zurück.
In der Antike wurde das Metallblech in die Matrize eingelegt und konnte durch hohen Druck und präzise Formgebung in die geometrische Form der Münze gepresst werden.
Diese Methode gewährleistet, dass die Form und Größe jeder Münze sehr genau ist.
Im Laufe der Zeit wird diese Technologie auch in anderen metallverarbeitenden Branchen eingesetzt, insbesondere beim Biegen von Blechen.
Prozess
Das Prägen ist ein Blechbearbeitungsverfahren, dessen Kern darin besteht, Bleche mit hoher Tonnage so zu formen, dass sie genau der Geometrie des Stempels und der Matrize entsprechen.
Dazu wird das Blech auf die Matrize gelegt und der Stempel übt einen starken Druck aus.
Diese Methode gewährleistet, dass das Metall während des Biegevorgangs nicht verformt und gebogen wird. Hier sind die Schlüsselverfahren der Prägung Prozess:
Vorbereitung des MaterialsDie Arbeit ist einfach: Zuerst muss das richtige Metallmaterial ausgewählt und dann in die gewünschte Form und Größe geschnitten werden.
MatrizeneinstellungDie Form des Stempels und der Matrize muss so gestaltet sein, dass ihre geometrischen Formen mit dem Biegewinkel übereinstimmen. Setzen Sie das Werkzeug auf die Abkantpresse.
Positionierung von MetallDas Blech wird auf der Abkantpresse positioniert, um sicherzustellen, dass es sich während des Biegevorgangs nicht bewegt und abweicht.
Ausüben der hohen TonnageDer Stempel presst das Blech mit hoher Tonnage, so dass es sich der Form der Matrize und des Stempels anpasst. Dieser Prozess erfordert hohe Präzision und Kontrolle.
Biegeausführung: Nach Beendigung des Biegevorgangs behält das Blech seine gewünschte geometrische Form bei, um eine hochpräzise Biegung zu erreichen.
Vorteile
PräzisionPrägen ist eine hochpräzise Biegemethode, mit der präzise und gleichmäßige Biegungen erzielt werden können. Sie eignet sich sehr gut für Anwendungen, die hohe Präzision erfordern, wie z. B. die Luft- und Raumfahrt und die Herstellung medizinischer Geräte.
Konsistenz: Da sich das Metall genau an die Form des Stempels und der Matrize anpasst, kann durch das Prägen eine gleichmäßige Biegung erzielt werden, egal ob es sich um eine Massenproduktion oder eine Sonderanfertigung handelt.
Breite AnwendbarkeitPrägen: Das Prägen wird in großem Umfang auf verschiedene Metallmaterialien unterschiedlicher Art und Dicke angewandt, was es zu einem universellen Biegeverfahren macht.
IV. Vergleich des Münzens mit anderen Biegeverfahren
Air Bending vs. Prägen
Tonnage-Differenz
Das Luftbiegen erfordert in der Regel weniger Tonnage. Aufgrund der kleinen Kontaktfläche zwischen dem Metall und der Matrize ist die erforderliche Kraft während des Biegevorgangs relativ gering.
Beim Prägen ist eine hohe Tonnage erforderlich, um sicherzustellen, dass sich das Metall vollständig dem Stempel und der Matrize anpasst. Das bedeutet, dass für das Prägen in der Regel mehr Tonnage benötigt wird.
Kontakt Unterschied
Beim Luftbiegen ist die Kontaktfläche zwischen dem Metall und der Matrize extrem begrenzt, d. h. es gibt nur wenige Kontaktpunkte, was zur Verringerung des Abriebs und der Schäden an der Metalloberfläche beiträgt.
Beim Prägen ist der Kontakt zwischen dem Metall und dem Werkzeug enger, um sicherzustellen, dass das Metall vollständig in die Form der Matrize gebogen werden kann, was dazu führen kann, dass das Metall etwas dünner wird und sich verformt.
Bestimmung des Biegewinkels
Der Luftbiegewinkel wird durch die Tiefe bestimmt, mit der der Stempel in die Matrize eintaucht.
Beim Prägen wird ein hoher Tonnage-Druck verwendet, um das Metall vollständig in den exakten Winkel des Stempels und der Matrize zu bringen.
Bottom Bending vs. Prägen
Tonnage-Differenz
Beim Gesenkbiegen ist in der Regel eine geringere Tonnage erforderlich, da das Metall nicht genau an die Form des Gesenks angepasst ist.
Das Prägen von Münzen erfordert eine höhere Tonnage, um sicherzustellen, dass sich das Metall genau der Form des Stempels und der Matrize anpasst.
Materielle Konformität
Beim unteren Biegen ist der Kontakt zwischen dem Metall und der Matrize enger, entspricht aber aufgrund des Rückpralls nicht genau der Form der Matrize.
Durch das Prägen kann sichergestellt werden, dass das Metall vollständig entsprechend der Matrizenform gebogen wird, wodurch präzisere Ergebnisse erzielt werden können.
Zusammenfassend lässt sich sagen, dass das Luftbiegen im Vergleich zum Prägen weniger Tonnage und weniger Kontakte erfordert und der Biegewinkel möglicherweise nicht mit dem Prägen übereinstimmt.
Das Bodenbiegen erfordert weniger Tonnage, aber das Material passt nicht genau zum Biegewinkel. Während das Prägen mehr Tonnage benötigt und eine hohe Konsistenz und Präzision beim Biegen erzeugen kann.
V. FAQs
Was ist der Unterschied zwischen Prägen und Prägen?
Das Prägen ist ein Metallstanzverfahren, das normalerweise zur Herstellung von Münzen, Medaillen, Abzeichen usw. verwendet wird.
Während des Prägevorgangs wird das Metallblech zwischen die Matrize gelegt. Dank der filigranen Gestaltung der Matrize können Metallwaren mit sehr detaillierten Bildern und Texten hergestellt werden.
Für das Prägen von Münzen ist in der Regel eine höhere Tonnage erforderlich, um sicherzustellen, dass das Metall in jeden Winkel der Matrize fließen kann.
Aufgrund der hohen Tonnage kann das Prägen zu einer Metallverhärtung führen.
Das Prägen ist eine Technik, bei der ein konvexes Muster oder ein Text auf der Metalloberfläche erzeugt wird, indem Druck auf die Rückseite des Blechs ausgeübt wird, wodurch sich das Muster oder der Text von der Vorderseite abhebt. Das Prägen erfordert keinen hohen Druck wie das Prägen.
Es kann auch für andere Materialien wie Papier und Kunststoffe verwendet werden, jedoch nicht für Metall. Hier sind die wichtigste Unterschiede zwischen ihnen:
Objekt verarbeiten
Beim Prägen wird das Metallmaterial in die gewünschte Form gebogen.
Das Prägen zielt darauf ab, die Oberfläche von Papier und organischem Material zu bearbeiten, ohne die Funktion des Biegens.
Formveränderung
Beim Prägen wird das Metallmaterial gebogen und verarbeitet.
Die Prägung wirkt nur auf die Materialoberfläche, ohne die gesamte Form des Materials zu verändern.
Kontakt zum Werkzeug
Bei der Prägung wird das Metall vollständig in die Matrize gepresst.
Beim Prägen arbeitet das Werkzeug nur auf der Oberfläche des Materials.
Ausrüstung mit
Beim Prägen wird mit der Abkantpresse Druck ausgeübt.
Beim Prägen wird die Druckmaschine zum Schneiden und Erhitzen eingesetzt.
Tiefe der Form
Durch das Prägen kann eine dreidimensionale Verformung erreicht werden.
Das Prägen funktioniert nur auf der Oberfläche des Materials und nicht in das Innere des Materials hinein.
Was sind die Nachteile der Münzprägung?
Das Prägen ist eine hochpräzise Biegemethode, die jedoch einige offensichtliche Nachteile hat, wie z. B. hohe Tonnage, das Risiko, dass das Material dünner wird, hohe Kosten, langsame Produktionsgeschwindigkeit, eingeschränkte Universalität des Biegewinkels, erhöhter Werkzeugverschleiß und der Bedarf an qualifiziertem Personal.
Bei der Wahl der richtigen Biegemethode sollten die Programmanforderungen und -beschränkungen sorgfältig berücksichtigt werden, um sicherzustellen, dass das Prägen die beste Wahl ist.
Wie kann man eine genaue Biegung beim Prägen sicherstellen?
Beim Prägen wird eine hohe Tonnage verwendet, damit das Blech während des Biegeprozesses vollständig mit der Matrize in Kontakt kommt.
So kann das Metall ganz nach der Form der Matrize gebogen werden.
Mit dieser Methode kann sichergestellt werden, dass bei jeder Biegung ein sehr präziser Biegewinkel erreicht wird, unabhängig davon, wie groß das Metall ist und wie lange die Biegezeiten sind.
Warum ist die Tonnage bei der Münzprägung so wichtig?
Die Tonnage ist beim Prägen von entscheidender Bedeutung, da sie den Grad des Kontakts zwischen dem Metall und der Matrize während des Biegevorgangs bestimmt.
Der hohe Tonnage-Druck sorgt dafür, dass das Metall vollständig an die Form des Stempels und der Matrize angepasst werden kann, wodurch präzise Biegeergebnisse erzielt werden.
Wenn die Tonnage nicht ausreicht, kann das Metall nicht vollständig entsprechend der Matrizenform gebogen werden, so dass die Biegeergebnisse ungenau wären.
VI. Schlussfolgerung
Es besteht kein Zweifel daran, dass die Metallbiegetechnik in der Metallverarbeitung von großer Bedeutung ist.
Die Kenntnis und Aneignung verschiedener Biegeverfahren kann den Herstellern nicht nur helfen, die Arbeitseffizienz zu verbessern, sondern auch die Qualität und Genauigkeit der Produkte zu gewährleisten.
In diesem Abschnitt befassen wir uns mit einem der wichtigsten Prozesse beim Abkantpressen - dem Beschichten.
Wir erfahren mehr über den historischen Kontext, das Verfahren, den Vergleich mit dem Biegen von Luft und so weiter.
Das Prägen hat in der modernen Fertigung einen hohen Stellenwert. Außerdem bietet sie im Vergleich zu anderen Verfahren eine höhere Präzision und Flexibilität, was sie ideal für mehrere Szenen macht.
Wenn Sie neugierig auf den Abkantpressen-Prägeprozess oder andere Probleme, detaillierte Produktinformationen oder ein Angebot sind, empfehlen wir Ihnen dringend einen Besuch unserer offizielle Website.
Das professionelle Team von ADH Machine Tool bietet Ihnen jederzeit Unterstützung, damit Ihr Projekt erfolgreich durchgeführt werden kann.
Ich danke Ihnen für die Lektüre dieses Textes und hoffe, dass er Ihnen hilft, die Prägung von Abkantpressen zu verstehen und Sie auf den erfolgreichen Weg zur Anwendung von Abkantpressen führt.




