I. Introducción
El plegado con plegadora es una tecnología de proceso primordial en la industria de conformado de metales.
La presión entre el punzón y la matriz puede hacer que la chapa se doble y deforme con precisión.
Esto hace que los productos se apliquen ampliamente en las industrias manufactureras.
En comparación con el plegado manual, plegado con plegadora se caracteriza por su alta eficacia, bajo coste, etc., y desempeña un papel fundamental en las empresas de fabricación de metales.
Prensa plegable La flexión presenta tres métodos, curvado por airedoblado del fondo y acuñado.
El plegado por aire utiliza el principio de palanca según el cual el ángulo de plegado viene determinado por la profundidad de prensado, lo que resulta adecuado para productos de parche pequeño-mediano.
El fenómeno de rebote se producirá durante la parte inferior proceso de plegado.
Y la acuñación puede hacer que el metal se ajuste totalmente a la forma del troquel.
Entre estos métodos de doblado, el acuñado es el más popular, porque puede ofrecer resultados de doblado precisos y consistentes.
El metal puede curvarse hasta el ángulo que se ajuste con precisión al punzón y la matriz mediante un alto tonelaje. De este modo se garantizan los resultados de plegado previstos.
II. Tres tipos principales de flexión
La tecnología de doblado se ha desarrollado durante cientos de años en la fabricación de metal, con el avance de la tecnología, hay muchos métodos de doblado para la opción. Estos métodos son variados entre sí, y aquí están los tres tipos principales de flexión:
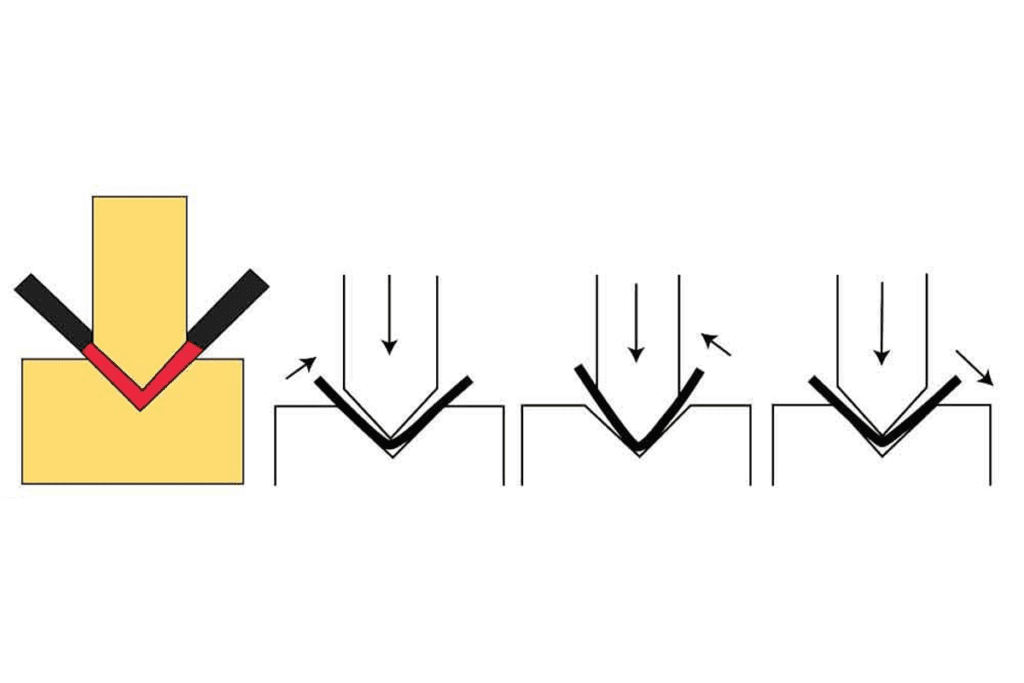
Flexión del aire
El plegado por aire es un método de plegado para conseguir un cuadrado de contacto mínimo entre el metal y las herramientas.
El ángulo de flexión viene determinado por la profundidad a la que desciende el punzón en la matriz.
Utiliza el principio de palanca y sólo requiere unas pocas fuerzas de varilla para lograr una flexión de 90 grados, ya que utiliza una fuerza de empuje menor en comparación con la acuñación.
El metal y la herramienta sólo entran en contacto en tres puntos: la punta del punzón y ambos lados de las matrices.
Este método es adecuado para pequeñas y medianas producciones en serie. Y aquí están los características principales de la curvatura del aire:
Pocos contactosen el proceso de plegado por aire, el cuadrado de contacto entre la matriz y el metal es pequeño, lo que resulta beneficioso para reducir el daño y la abrasividad de la superficie metálica.
Puñetazo descendenteángulo de plegado : el ángulo de plegado viene determinado por la profundidad a la que desciende el punzón en la matriz, lo que facilita el ajuste del ángulo.
Bajo tonelaje relativoEn comparación con el acuñado, la fuerza de tonelaje requerida por el plegado por aire es mucho menor, lo que resulta beneficioso para prolongar la vida útil del punzón y la matriz.
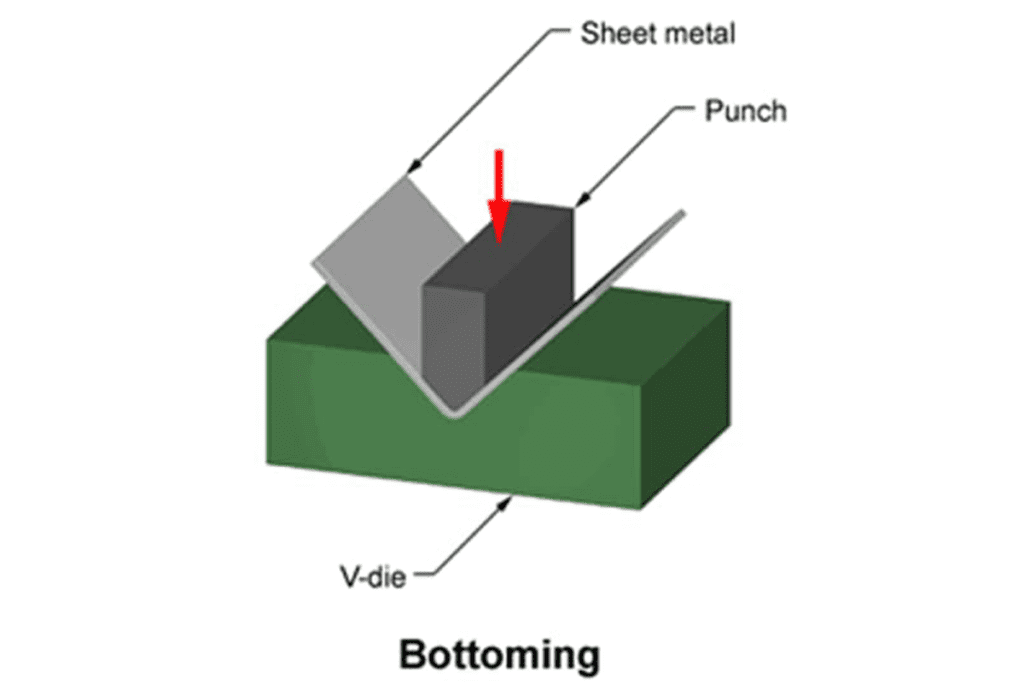
Doblado inferior
En el plegado inferior, la chapa está mucho más en contacto con las matrices.
Sin embargo, a diferencia de la acuñación, la chapa no coincide exactamente con la forma de la matriz en el doblado inferior.
Este método necesita más tonelaje que el curvado por aire, pero menos que el acuñado. Es decir, el curvado inferior es un método intermedio para combinar el curvado por aire y el acuñado. Estos son los características principales de flexión inferior:
No se ajusta exactamente al ánguloel material metálico no se doblará en el mismo ángulo que las matrices en el doblado inferior. En su lugar, reserva su forma original hasta cierto punto.
Bajo tonelaje: la flexión del fondo requiere una fuerza de tonelaje relativamente baja, lo que resulta beneficioso para reducir la abrasión del equipo y los costes de mantenimiento.
Alcance generalizadoEl curvado por el fondo es adecuado para materiales metálicos de diversos tipos y grosores, lo que lo convierte en el método de curvado más común.
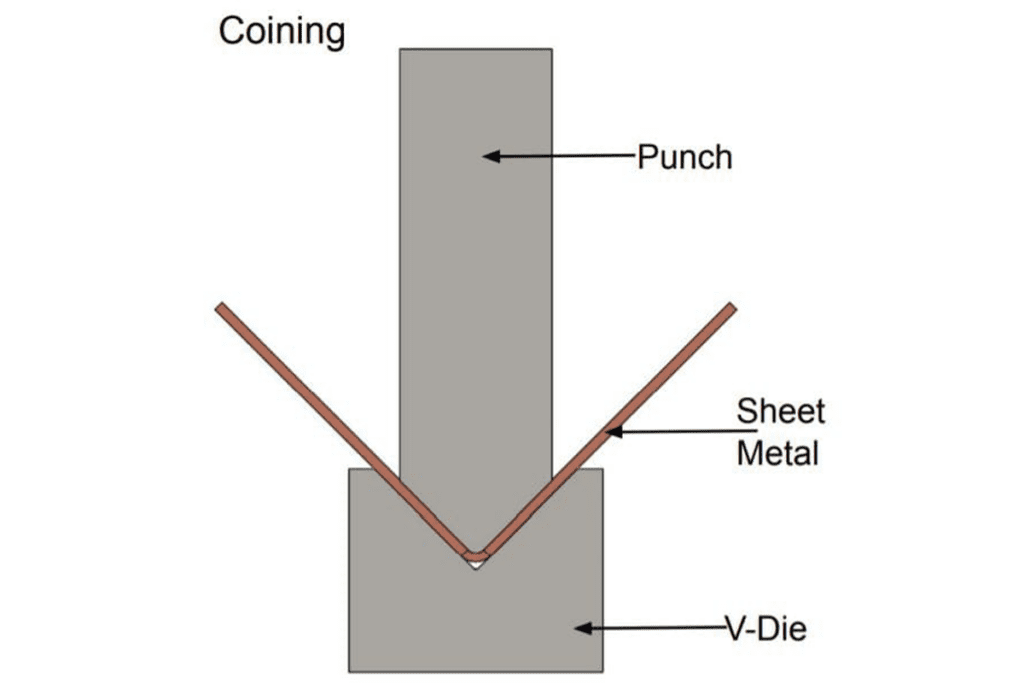
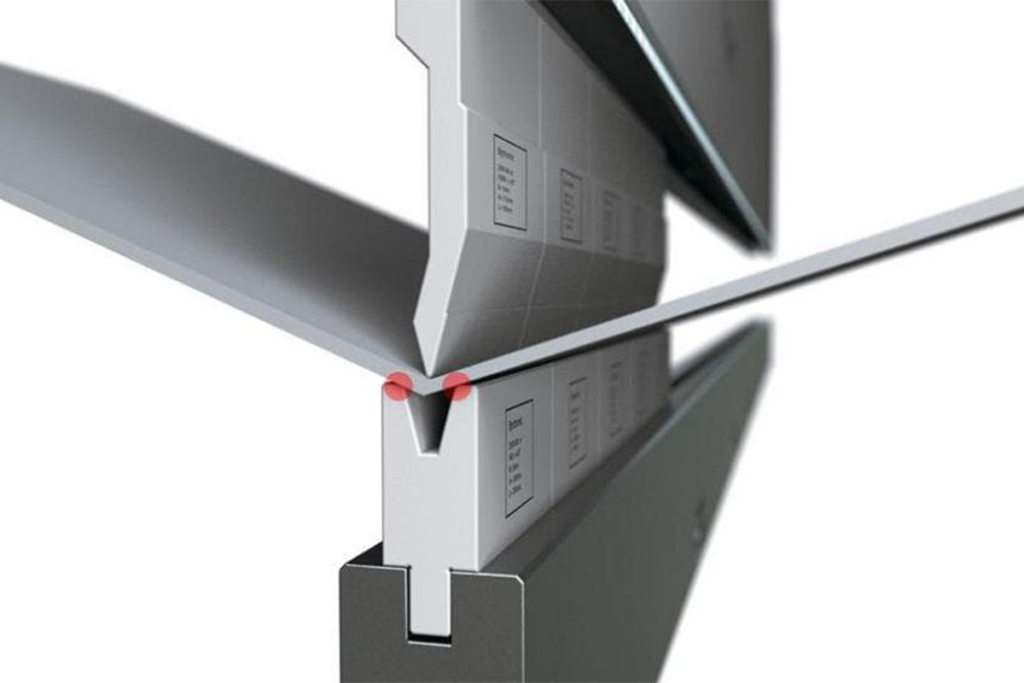
Acuñación
El acuñado utiliza un alto tonelaje para hacer que las chapas metálicas se ajusten totalmente a la forma del punzón y las matrices. La principal ventaja del acuñado es que puede ofrecer un ángulo de plegado totalmente preciso.
Sin embargo, requiere más prensa mecánica freno y diseño preciso de la herramienta.
Debido a la gran potencia que requiere, el metal podría adelgazarse y dañarse durante el proceso de plegado. Y aquí están los características de acuñación:
Alto tonelaje: la acuñación necesita una gran fuerza de tonelaje para garantizar que el material metálico coincida totalmente con la forma del punzón y la matriz.
Alta precisión: debido a que el metal se ajusta totalmente a la forma de la geometría, el acuñado suele aplicarse a usos que requieren ángulos de flexión precisos.
El metal se vuelve más finoDebido al elevado tonelaje, la acuñación puede provocar el adelgazamiento del material metálico, lo que debe tenerse en cuenta.
A la hora de elegir el método de curvado, los ingenieros y técnicos deben tener en cuenta muchos factores, como el tipo de material, el grosor, el ángulo de curvado necesario y el coste de producción.
Cada método tiene su propio escenario aplicable, por lo que elegir el método adecuado puede garantizar la producción de bienes de alta calidad.
III. Profundización en la acuñación de moneda
Contexto histórico
La palabra "acuñación" se remonta a la antigua tecnología de acuñación.
En la antigüedad, la chapa metálica se colocaba en el troquel y se podía prensar para darle la forma geométrica de la moneda mediante alta presión y una forma precisa del troquel.
Este método garantiza que la forma y el tamaño de cada moneda sean muy precisos.
Con el paso del tiempo, esta tecnología se utiliza en otras industrias de fabricación de metales, especialmente en el plegado de chapas metálicas.
Proceso
El acuñado es un proceso de fabricación de chapas metálicas, su núcleo consiste en utilizar un alto tonelaje para hacer que las chapas metálicas se ajusten totalmente a la forma geométrica del punzón y las matrices.
Esto se realiza colocando la chapa sobre la matriz y utilizando el punzón para ejercer mucha presión.
Este método garantiza que el metal no se deforme ni se doble durante el proceso de plegado. Estos son los procedimientos clave de la acuñación proceso:
Preparación del materialEn primer lugar, hay que elegir el material metálico adecuado y, a continuación, cortarlo para darle la forma y el tamaño deseados.
Troqueladoel punzón y la matriz deben diseñarse estrictamente para garantizar que sus formas geométricas puedan coincidir con el ángulo de plegado. Coloque la herramienta en la prensa plegadora.
Posicionamiento del metalla chapa se coloca en la plegadora para garantizar que no se mueva ni se desvíe durante el proceso de plegado.
Ejerciendo el alto tonelajeel punzón utiliza un alto tonelaje para prensar la chapa, haciendo que se ajuste a la forma de la matriz y el punzón. Este proceso requiere gran precisión y control.
Acabado curvadouna vez finalizado el plegado, la chapa mantendrá su forma geométrica requerida para lograr un plegado de alta precisión.
Beneficios
Precisión: el acuñado es un método de plegado de alta precisión, que puede producir un plegado preciso y consistente, y es muy adecuado para aplicaciones que requieren alta precisión, como la fabricación aeroespacial y de dispositivos médicos.
CoherenciaGracias a que el metal se ajusta exactamente a la forma del punzón y la matriz, el acuñado puede producir plegados uniformes, ya sea para producción en serie o a medida.
Amplia aplicabilidad: el acuñado se aplica ampliamente a diversos materiales metálicos de distintos tipos y grosores, lo que lo convierte en un método de plegado universal.
IV. Comparación de la acuñación con otros métodos de plegado
Air Bending vs. Coining
Diferencia de tonelaje
El plegado por aire suele requerir menos tonelaje. Debido al pequeño cuadrado de contacto entre el metal y la matriz, la fuerza necesaria es relativamente baja durante el proceso de plegado.
Mientras que el acuñado requiere un alto tonelaje para garantizar que el metal se ajusta completamente al punzón y la matriz. Esto significa que el acuñado suele necesitar más tonelaje.
Contacto Diferencia
En el plegado por aire, el cuadrado de contacto entre el metal y la matriz es extremadamente limitado, es decir, sólo varios puntos de contacto, lo que resulta beneficioso para reducir la abrasión y los daños en la superficie del metal.
Mientras que en la acuñación, el contacto entre el metal y la herramienta es más estrecho, para garantizar que el metal pueda doblarse completamente de acuerdo con la forma de la matriz, lo que puede dar lugar a un cierto adelgazamiento y deformación del metal.
Determinación del ángulo de curvatura
El ángulo de doblado por aire viene determinado por la profundidad a la que desciende el punzón en la matriz.
La acuñación utiliza una presión de alto tonelaje para hacer que el metal se ajuste completamente al ángulo exacto del punzón y la matriz.
Doblado de fondo frente a acuñado
Diferencia de tonelaje
El plegado de fondo suele necesitar menos tonelaje porque el metal no se ajusta exactamente a la forma de la matriz.
La acuñación requiere un tonelaje mayor para garantizar que el metal se ajuste exactamente a la forma del punzón y la matriz.
Conformidad de los materiales
En el plegado inferior, el contacto entre el metal y la matriz es más estrecho, pero no se ajusta exactamente a la forma de la matriz debido al rebote.
El acuñado puede garantizar que el metal se doble completamente según la forma de la matriz, con lo que se obtienen resultados más precisos.
En conclusión, en comparación con el acuñado, el plegado por aire requiere menos tonelaje, y poco contacto, y su ángulo de plegado puede no coincidir con el acuñado.
El curvado de fondo necesita menos tonelaje, pero su material no se ajusta exactamente al ángulo de curvado. Mientras que el acuñado necesita más tonelaje y puede generar un plegado de gran consistencia y precisión.
V. Preguntas frecuentes
¿Cuál es la diferencia entre acuñar y repujar?
La acuñación es un proceso de troquelado de metales que suele utilizarse para crear monedas, medallas, insignias, etc.
Durante el proceso de acuñación, la chapa metálica se coloca entre el troquel. Gracias al intrincado diseño del troquel, se pueden producir artículos metálicos con imágenes y textos muy detallados.
La acuñación suele necesitar un tonelaje mayor para garantizar que el metal pueda fluir por todos los rincones de la matriz.
Debido al elevado tonelaje, el acuñado puede provocar el endurecimiento del metal.
El gofrado es una tecnología que crea un dibujo o texto convexo en la superficie metálica y puede conseguirse aplicando presión en la parte posterior de la chapa metálica, lo que hace que el dibujo o texto destaque por delante. El gofrado no requiere alta presión como el acuñado.
Puede utilizarse para tratar otros materiales, como el papel y los plásticos, excepto el metal. Estos son los principales diferencias entre ellos:
Objeto del proceso
El acuñado dobla el material metálico para darle la forma deseada.
El gofrado pretende trabajar sobre la superficie del papel y la materia orgánica sin la función de doblado.
Cambio de forma
La acuñación consigue el curvado y la fabricación del material metálico.
El gofrado sólo actúa sobre la superficie del material, sin modificar toda su forma.
Herramienta de contacto
En el proceso de acuñación, el metal se introduce a presión en la matriz.
El gofrado hace que la herramienta sólo trabaje en la superficie del material.
Equipos que utilizan
La acuñación utiliza la máquina plegadora para ejercer presión.
El gofrado utiliza la imprenta para procesar el corte y el calentamiento.
Profundidad de la forma
El acuñado puede lograr una deformación tridimensional.
El gofrado sólo funciona en la superficie del material, sin profundizar en su interior.
¿Cuáles son las desventajas de la acuñación?
El acuñado es un método de curvado de alta precisión, pero tiene algunas desventajas obvias, como el alto tonelaje, el riesgo de que el material sea más fino, el alto coste, la lenta velocidad de producción, la restricción de la universalidad del ángulo de curvado, el aumento de la abrasividad de la herramienta y la necesidad de operarios cualificados.
La elección del método de plegado correcto debe tener muy en cuenta los requisitos y restricciones del programa para garantizar que la acuñación sea la opción más adecuada.
¿Cómo garantizar un plegado preciso en la acuñación?
El acuñado utiliza un alto tonelaje para que la chapa entre completamente en contacto con la matriz en el proceso de plegado.
De este modo, el metal puede doblarse completamente según la forma de la matriz.
Este método puede garantizar que cada plegado pueda adquirir un ángulo de plegado muy preciso, independientemente del tamaño del metal y de los tiempos de plegado.
¿Por qué es tan importante el tonelaje en la acuñación?
El tonelaje es primordial en la acuñación porque determina el grado de contacto entre el metal y la matriz durante el proceso de doblado.
La alta presión de tonelaje garantiza que el metal pueda adaptarse completamente a la forma del punzón y la matriz, con lo que se consiguen resultados de plegado precisos.
Si el tonelaje no es suficiente, el metal no puede curvarse completamente según la forma de la matriz, por lo que los resultados de curvado serían inexactos.
VI. Conclusión
No cabe duda de que la tecnología de plegado de metales es muy importante en la fabricación de metales.
Conocer y adquirir diferentes métodos de plegado no sólo puede ayudar a los fabricantes a mejorar la eficacia del trabajo, sino también a garantizar la calidad y precisión de los productos.
En este pasaje, nos adentramos en uno de los procesos clave de la plegadora: el revestimiento.
Aprendemos más sobre su contexto histórico, su proceso, su comparación con el curvado aéreo, etc.
La acuñación tiene mucho valor en la fabricación moderna. Y ofrece mayor precisión y flexibilidad en comparación con otros métodos, lo que la hace ideal para múltiples escenas.
Si tiene curiosidad sobre el proceso de acuñado de la prensa plegadora u otros problemas, información detallada sobre el producto o presupuesto, le recomendamos encarecidamente que visite nuestro sitio web oficial.
El equipo profesional de ADH Machine Tool le ofrece apoyo siempre que lo desee para garantizar que su proyecto se lleve a cabo con éxito.
Gracias por hojear este pasaje, y espero que pueda ser beneficioso para que usted entienda la acuñación de la prensa plegadora, y lo lleve al camino exitoso de la aplicación de la prensa plegadora.




