I. Introduction
Press brake bending is a paramount process technology in the metal forming industry.
The pressure between the punch and die can make the metal sheet bend and deform precisely.
This makes the products widely applied in manufacturing industries.
Compared with manual bending, press brake bending features high efficiency, low cost, etc., and plays a pivotal role in metal manufacturing companies.
Press brake bending features three methods, air bending, bottom bending, and coining.
Air bending utilizes the leverage principle that the bending angle is determined by the pressing depth, which is suitable for small-medium patch products.
The rebounding phenomenon will occur during the bottom bending process.
And the coining can make the metal utterly conform to the shape of the die.
Among these bending methods, coining is the most popular one, because it can offer precise and consistent bending results.
The metal can be bent to the angle fitting the punch and die precisely through high tonnage. Thus ensures the anticipated bending results.
II. Three Main Types of Bending
The bending technology has been developed for hundreds of years in metal fabrication, with the advancement of technology, there are many bending methods for option. These methods are varied from each other, and here are the three main types of bending:
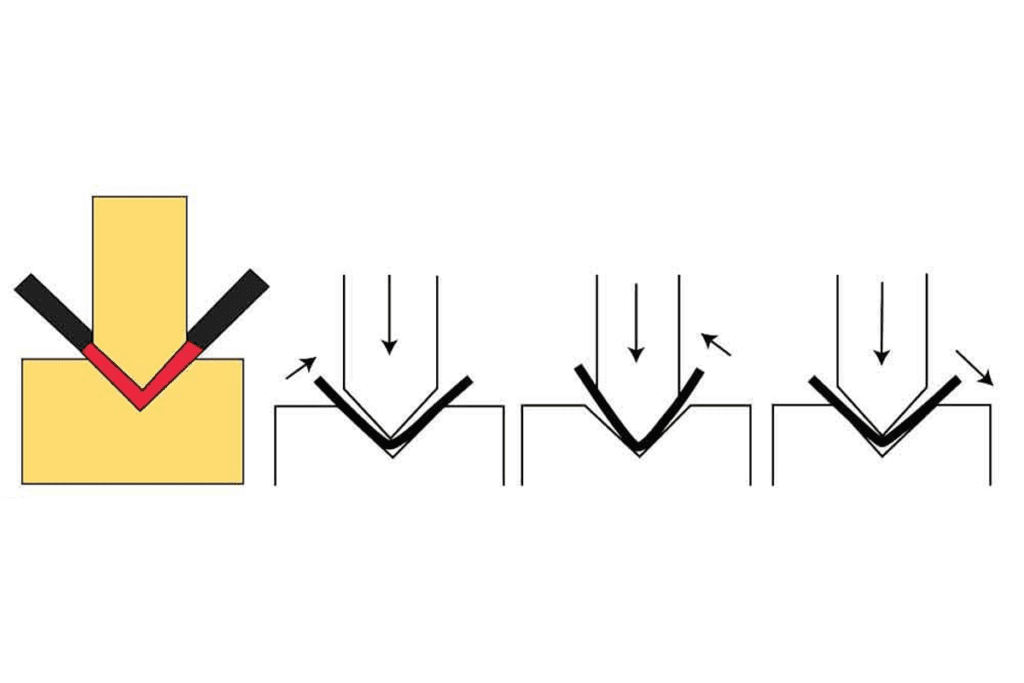
Air Bending
Air bending is a bending method for minimum contact square between the metal and tools.
The bending angle is determined by the depth at which the punch descends into the die.
It uses the leverage principle and only requires a few rod forces to achieve 90-degree bending because it utilizes a smaller pushing force compared with coining.
The metal and tool only contact three points: the tip of the punch and both sides of the dies.
This method is suitable for small-medium mass production. And here are the main characteristics of the air bending:
Few contact: in the process of air bending, the contact square between the die and metal is small, which is beneficial to reduce the damage and abrasiveness of the metal surface.
Punch descending: the bending angle is determined by the depth at which the punch descends into the die, which makes it easy to adjust the angle.
Relative low tonnage: compared with coining, the tonnage force required by air bending is much less, which is beneficial to prolong the lifespan of the punch and die.
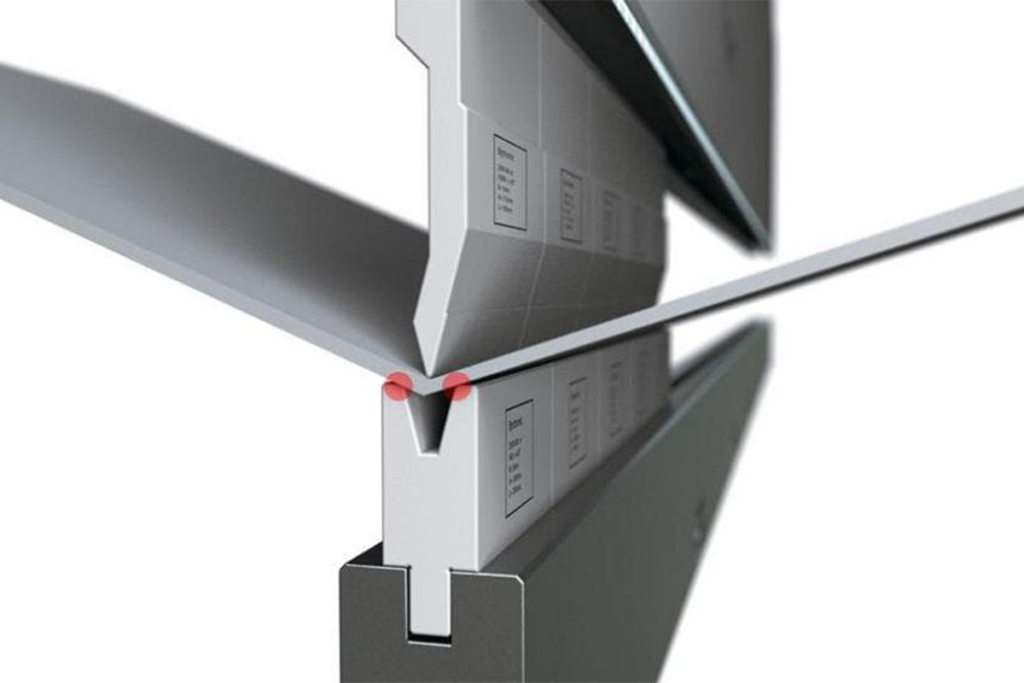
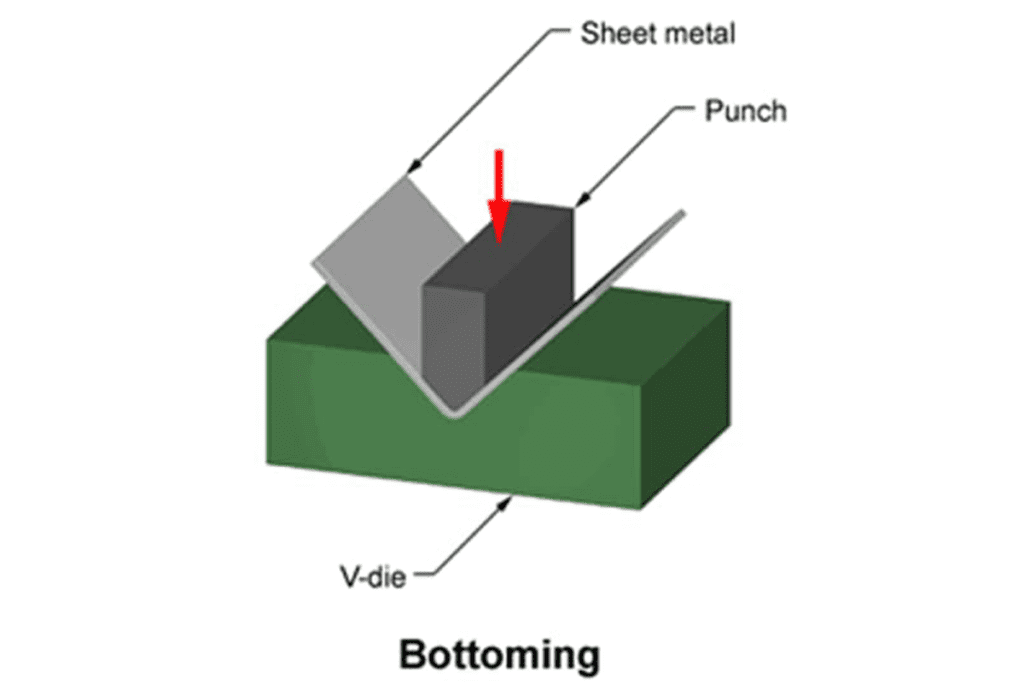
Bottom Bending
In bottom bending, the metal sheet is much closer in contact with the dies.
However, unlike the coining, the metal sheet is not exactly the same as the shape of the die in bottom bending.
This method needs more tonnage than air bending, but less than coining. That is to say, bottom bending is a middle method for combining air bending and coining. Here are the main characteristics of bottom bending:
Not exactly fit the angle: the metal material will not be bent at the same angle as the dies in bottom bending. Instead, it reserves its original shape to some extent.
Low tonnage: the bottom bending requires a relatively low tonnage force, which is beneficial to reduce the abrasive of equipment and maintenance costs.
Widespread range: the bottom bending is suitable for metal materials with various types and thicknesses, which makes it the common bending method.
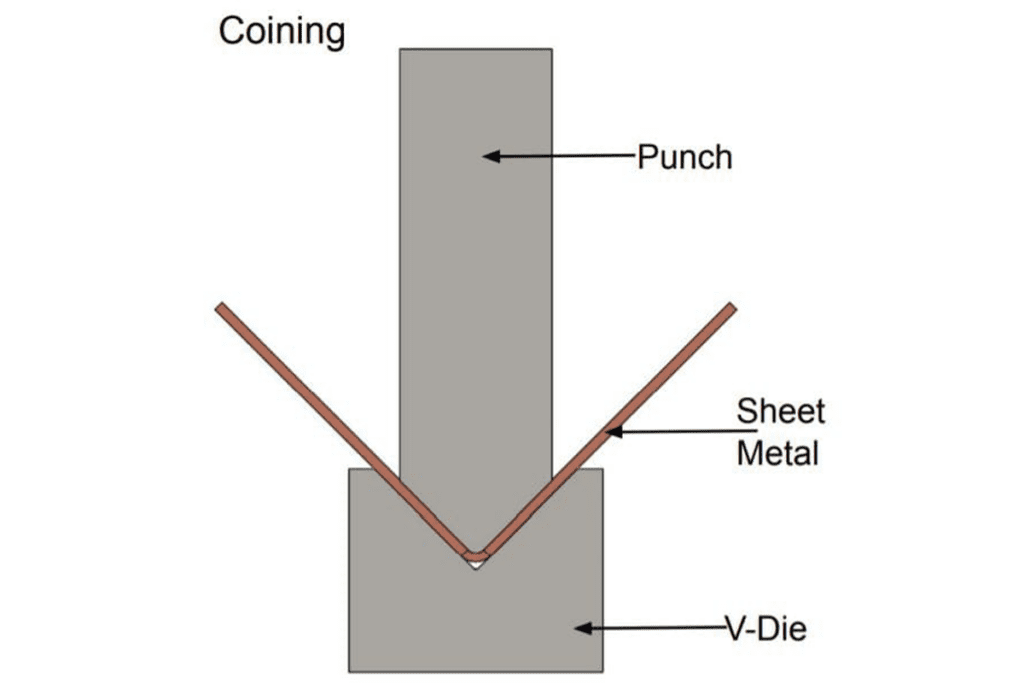
Coining
Coining uses high tonnage to make the metal sheets utterly match the shape of the punch and dies. The main advantage of coining is it can offer a totally precise bending angle.
However, it requires more higher power press brake and precise tool design.
Owing to the big power it requires, the metal could be thinner and damaged during the bending process. And here are the characteristics of coining:
High tonnage: the coining needs high tonnage force to ensure the metal material totally matches the shape of the punch and die.
High precision: due to the metal utterly matching the geometry shape, coining is usually applied to uses that require precise bending angles.
Metal becomes thinner: because of high tonnage, the coining can lead to the metal material thinning, which should be taken into consideration.
When choosing the bending method, engineers and technicians should consider many factors, including the material’s type, thickness, required bending angle, and production cost.
Each method has its own applicable scene, thus choosing the proper method can ensure the production of high-quality goods.
III. Deep Dive into Coining
Historical Context
The word “coining” dates back to ancient coining technology.
In ancient, the metal sheet was placed into the die and could be pressed into the geometry shape of the coin through high pressure and precise die shape.
This method ensures that each coin’s shape and size is very precise.
As time passes by, this technology is used in other metal manufacturing industries, especially metal sheet bending.
Process
The coining is a sheet metal fabrication process, its core is to use high tonnage to make metal sheets utterly fit the geometry shape of the punch and dies.
This is realized by putting the metal sheet on the die and using the punch to exert much pressure.
This method ensures the metal will not be deformed and bent during the bending process. Here are the key procedures of the coining process:
Material preparation: first, choose the proper metal material, and then cut it into the required shape and size.
Die setting: the punch and die must be designed strictly to ensure that their geometric shapes can be matched with the bending angle. Set the tool on the press brake.
Metal positioning: the metal sheet is positioned on the press brake to ensure that it won’t move and deviate during the bending process.
Exerting the high tonnage: the punch uses high tonnage to press the metal sheet, making it fit the shape of the die and punch. This process needs high precision and control.
Bending finish: once bending is finished, the metal sheet will keep its required geometric shape to achieve high-precision bending.
Benefits
Precision: coining is a high-precision bending method, that can produce precise and consistent bending, and is very suitable for applications requiring high precision, such as aerospace and medical device manufacturing.
Consistency: due to the metal conforming exactly to the shape of the punch and die, coining can produce consistent bending, whether for mass production or custom production.
Wide applicability: coining is widely applied to various metal materials with different types and thicknesses, making it a universal bending method.
IV. Comparing Coining with Other Bending Methods
Air Bending vs. Coining
Tonnage Difference
Air bending usually requires less tonnage. Because of the small contact square between the metal and the die, the required force is relatively low during the bending process.
While coining requires high tonnage to ensure the metal completely conforms to the punch and die. This means the coining usually needs more tonnage.
Contact Difference
In air bending, the contact square between the metal and die is extremely limited, that is only several points of contact, which is beneficial to reduce the abrasive and damage on the metal surface.
While in coining, the touch between the metal and tool is more closer, to ensure the metal can be bent completely according to the shape of the die, which may lead to some metal thinner and deformation.
Bend Angle Determination
The angle of air bending is determined by the depth at which the punch descends into the die.
Coining utilizes high tonnage pressure to make the metal completely fit the punch and die’s exact angle.
Bottom Bending vs. Coining
Tonnage Difference
Bottom bending usually needs less tonnage because the metal does not exactly fit the die’s shape.
Coining requires larger tonnage to ensure the metal conforms exactly to the shape of the punch and die.
Material Conformity
In bottom bending, the contact between the metal and die is more closer, but not exactly conform to the shape of the die because of rebounding.
Coining can ensure the metal is bent completely according to the die shape, thus acquiring more precise results.
In conclusion, compared with coining, air bending requires less tonnage, and few contact, and its bending angle may not be consistent with coining.
Bottom bending needs less tonnage, but its material does not exactly fit the bending angle. While coining needs more tonnage and can generate high consistency and precision bending.
V. FAQs
What is the difference between coining and embossing?
Coining is a metal punch process, which is usually used to create coins, medals, badges, and so on.
During the coining process, the metal sheet is placed between the die. Owing to the intricate design of the die, metal goods with highly detailed images and text can be produced.
Coining usually needs higher tonnage to ensure the metal can flow every corner of the die.
Because of the high tonnage, coining can lead to metal hardening.
Embossing is a technology that creates a convex pattern or text on the metal surface and can be achieved by applying pressure on the back of the metal sheet, making the pattern or text stand out from the front. Embossing doesn’t require high pressure like coining.
It can be used to deal with other materials, like paper, and plastics, except for metal. Here are the main differences between them:
Process object
Coining bends the metal material into the required shape.
Embossing aims to work on the paper and organic material surface without the function of bending.
Shape changing
Coining achieves the metal material bending and fabrication.
Embossing only works on the material surface without changing the whole shape of the material.
Tool contact
The metal is utterly pressed into the die in the coining process.
Embossing makes the tool only work on the surface of the material.
Equipment using
Coining utilizes the press brake machine to exert pressure.
Embossing uses the printing press to process the cutting and heating.
Shape depth
Coining can achieve three-dimensional deformation.
Embossing only works on the surface of the material, not deepening into the interior of the material.
What are the disadvantages of coining?
Coining is a high-precision bending method, but has some obvious disadvantages, including high tonnage, material thinner risk, high cost, slow production speed, restriction bending angle universality, increased tool abrasiveness as well and skilled operators needed.
Choosing the correct bending method should take the program requirements and restrictions into consideration carefully to ensure that coining is the most appropriate choice.
How to ensure accurate bending in coining?
Coining utilizes high tonnage to make the metal sheet completely in contact with the die in the bending process.
Thus, the metal can be bent utterly according to the die shape.
This method can ensure that each bending can acquire a very precise bending angle, no matter how large the metal is, and how much the times of bending are.
Why tonnage is so important in coining?
Tonnage is paramount in coining because it determines the contact degree between the metal and the die during the bending process.
High tonnage pressure ensures the metal can be completely matched with the shape of the punch and die, thus achieving accurate bending results.
If the tonnage is not enough, metal cannot be bent utterly according to the die shape, thus bending results would be inaccurate.
VI. Conclusion
There is no doubt that metal bending technology is so important in metal fabrication.
Knowing and acquiring different bending methods can not only help manufacturers improve working efficiency but also ensure the quality and accuracy of the products.
In this passage, we delve into one of the key processes in press brake---coining.
We learn more about its historical context, process, comparison between it and air bending, and so on.
Coining features much value in modern manufacturing. And it offers higher precision and flexibility compared with other methods, which makes it ideal for multiple scenes.
If you are curious about the press brake coining process or other problems, detailed product info, or quotation, we strongly encourage you to visit our official website.
ADH Machine Tool’s professional team offers you support whenever you want to ensure your project can be done successfully.
Thank you for browsing this passage, and I hope that it could be beneficial for you to understand the press brake coining, and lead you to the successful path to press brake application.




