I. Введение
Гибка на листогибочном прессе - распространенная технология изготовления металлоконструкций, позволяющая изгибать металлические листы в требуемые формы.
Он жизненно необходим в металлообрабатывающей промышленности и производстве.
В процессе гибки металлический лист помещается на листогибочный пресс и под действием давления изгибается на требуемые углы и формы.
Листогибочный пресс обычно состоит из верхнего пуансона и нижнего штампа, причем верхний пуансон изгибает металлические листы, оказывая давление вниз.
Эта технология широко применяется при производстве различных изделий, таких как автозапчасти, бытовая техника, строительные материалы и т.д.
Эти станки позволяют не только улучшить качество и стабильность продукции, но и значительно повысить эффективность производства за счет незначительной регулировки точности.
Листогибочный пресс обладает более высокой производительностью и точностью по сравнению с традиционной ручной гибкой.
Поэтому он привлекает все большее внимание и широко применяется в различных производственных программах от малых до крупных масштабов.
Знание технологии листогибочного прессования крайне важно для разработки и производства устойчивых, интеллектуальных изделий.
II. История и эволюция листогибочного пресса
Термин "листогибочный пресс" появился в Великобритании в конце XIX века. В то время для гибки металлического листа вручную люди использовали простые машины с тягами. На ранней стадии этот "листогибочный пресс" представлял собой простой разрушитель, который использовал ручной труд для создания давления при гибке.
В начале XX векаЛистогибочный пресс стал автоматизированным и сложным. Вместе с промышленной революцией в работу станков были внедрены гидравлические и электрические системы. В 1930-х годах появился первый гидравлический листогибочный пресс. Он был оснащен гидравлическими цилиндрами и гнулся автоматически, что значительно повышало эффективность производства.
Стремление в цифровую эпохуВ этом отношении технология листогибочного пресса продвинулась далеко вперед. В 1980-х годах был представлен электронный листогибочный пресс с системой ЧПУ. Он может точно управлять процессом гибки с помощью компьютерных программ, реализуя автоматические линии программной гибки. Эти Листогибочные прессы с ЧПУ Они обладают высокой точностью, могут работать со сложными формами и стали промышленным стандартом. работа на листогибочном прессе.
С развитием технологийВсе большее распространение получают листогибочные прессы с приводом от серводвигателей. В станках этого типа для манипулирования рычагом листогибочного пресса используются мощные серводвигатели, подключенные к электросети станка. Сервоприводной листогибочный станок позволяет пользователю вводить требуемые формы способом программирования по сравнению со станками с ЧПУ, в которых конструкция вводится перед гибкой, что позволяет достичь более высокой эффективности производственной операции.
В двух словах, за 200 лет листогибочный пресс прошел путь от ручного труда к автоматизации, от аналоговых технологий к цифровым, создав широко распространенную высокоэффективную интеллектуальную технологию, используемую сегодня.
III. Основные компоненты и принцип работы
Фундамент листогибочного пресса включает в себя с-образные станины, верхний пуансон, нижний штамп и гидравлическую систему.
В процессе гибки заготовка помещается на нижний штамп, а верхний пуансон, оказывая давление, изгибает металлические листы.
Гидравлическая система управляет движением верхнего пуансона, регулируя поток жидкости.
С-образная рама является основным корпусом листогибочного пресса, который поддерживает верхний пуансон и нижний штамп.
Верхний пуансон используется для создания давления, а нижний штамп - для поддержки заготовки.
Гидравлическая система состоит из баков, насосов, двигателей, клапанов и трубопроводов, которые совместно управляют движением верхнего пуансона.
В процессе гибки заготовка зажимается между верхним пуансоном и нижним штампом и может быть согнута под действием давления. Весь процесс гибки является запрограммированным и плавным.
Гидравлические системы позволяют точно регулировать момент приложения и скорость гибки, обеспечивая равномерность и точность каждого угла гибки.
По окончании гибки давление снимается, и заготовка извлекается из штампа. На этом весь процесс автомобильной гибки завершен.
IV. Виды прессы Тормозные станки
Листогибочные прессы бывают трех типов: гидравлические, сервоприводные.электрический листогибочный пресс, и механический листогибочный пресс. И каждый тип имеет свои преимущества и характеристики.
Перед выбором необходимо знать, чем отличаются машины.
Гидравлический листогибочный пресс
В гидравлическом листогибочном прессе для перемещения верхнего пуансона используется гидравлическая система. Система может обеспечивать большее давление и мощность. Таким образом, гибка может быть более точной, а управление - более эффективным.
По сравнению с механическим листогибочным прессом эти машины отличаются более высокой точностью и качеством, что обеспечивает стабильную и надежную работу.
Однако он обладает большим усилием управления и легче пропускает шум на рабочей площадке.
Сервопривод Электрический листогибочный пресс
Сайт Сервоприводной листогибочный станок Мощный серводвигатель приводит в движение набор рычагов и рычажных систем, которые позволяют точно согнуть материал в нужную форму.
Серводвигатель приводит в действие шарико-винтовую пару или ременную передачу, что позволяет реализовать точный и количественный изгиб.
В отличие от листогибочного станка с ЧПУ, сервоэлектрический листогибочный станок позволяет пользователям вводить требуемую форму в виде программы. Таким образом, достигается более высокая эффективность работы.
Однако эта система сложна, а ее стоимость относительно высока.
Механический листогибочный пресс
Механический листогибочный пресс работает от механической трансмиссии, приводимой в действие маховиком и сцеплением.
Маховик получает энергию от двигателя и отдает ее для привода нагнетательного цилиндра.
Поскольку это оборудование дешевле гидравлического, то оно будет хорошим выбором для небольшой мастерской.
Однако эта машина не может обеспечить такую точность, прочность и контроль, как гидравлический или электрический листогибочный пресс.
Конструкция проста, а стоимость относительно невысока. Обслуживание удобно и подходит для мелкосерийного ручного производства.
Невозможно добиться автоматизированной линейной работы.
V. Техника гибки и ее применение
Воздушный изгиб
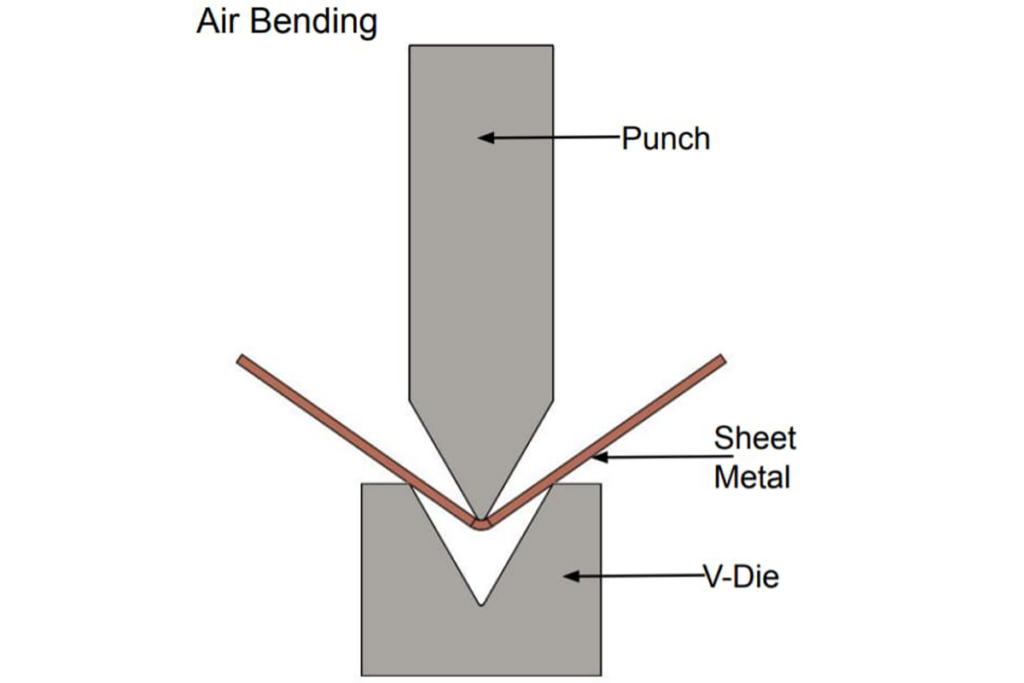
Процесс
Воздушная гибка - одна из широко используемых технологий гибки металла, при которой отсутствует непосредственный контакт металла со штампом.
Пуансон вдавливает металлические листы в матрицу на некоторую глубину, не соединяя дно.
Причина изгиба заключается в том, что металлический лист ложится на верхнюю часть V-образного штампа снизу и использует нижний воздушный зазор.
Угол изгиба определяется глубиной, на которую пуансон опускается в матрицу.
Потребность в усилии толкающего стержня незначительна, поскольку энергия изгиба создается за счет эффекта рычага, а не самого штампа.
Преимущества
Воздухогиб отличается своей универсальностью.
Поскольку металлы не полностью повторяют форму штампа, то при использовании одного и того же набора инструментов удается достичь угла изгиба, что сокращает время смены инструмента и повышает производительность.
По сравнению с другими методами воздушная гибка требует меньших усилий, что позволяет продлить срок службы машины.
Приложения
Пневматическая гибка широко применяется в гидравлических листогибочных прессах для обеспечения гибкости, особенно когда требуется несколько углов гибки в одной и той же работе.
Он может использоваться для гибки различных металлических материалов и производства изделий малого и среднего масштаба.
Эта технология принесла пользу многим отраслям промышленности, таким как автомобильная, аэрокосмическая и строительная.
В этих отраслях нет необходимости в постоянной замене инструмента, и он может генерировать различные компоненты.
Загиб дна
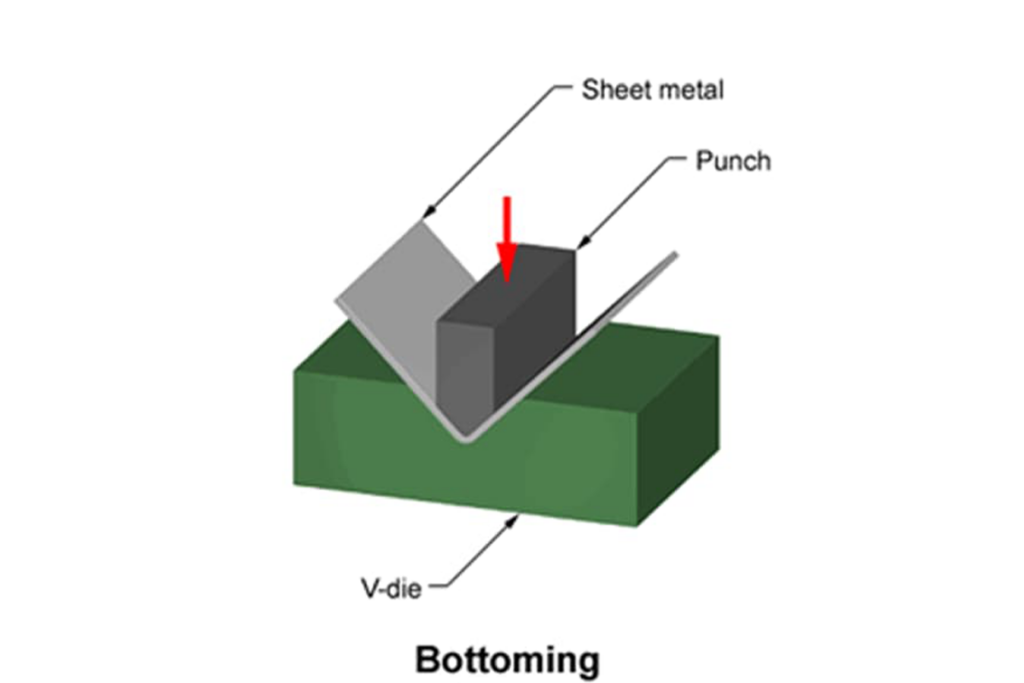
Процесс
При донной гибке металлические листы полностью запрессовываются в дно v-образных штампов.
Пуансон заставляет металл формировать ту же форму, что и штамп. В отличие от воздушной гибки, гибка снизу заставляет металл целиком соприкасаться с верхней частью пуансона и двумя сторонами оснастки.
Однако по сравнению с чеканкой давление прижима относительно меньше. Поэтому угол изгиба трудно совместить с углом изгиба штампа.
Rebound
Очевидным явлением при изгибе днища является "отскок".
После сгибания и отпускания металлических листов они немного сжимаются, восстанавливая свою первоначальную форму.
Такое эластичное восстановление может вызвать проблемы, когда точность имеет первостепенное значение.
Чтобы компенсировать отскок, пуансон будет чрезмерно изгибать материал.
Или можно предварительно использовать для гибки штамп с более тонким углом, чтобы обеспечить точность конечного угла гибки в случае возникновения отскока.
Этот метод применим к гнутым деталям с относительно простой геометрией.
Приложение
В условиях, когда особое внимание уделяется постоянству и точности, предпочтительнее использовать нижнюю гибку.
Он широко применяется в промышленности, требующей минимальных различий и однородных компонентов, например, в электронике.
Монета
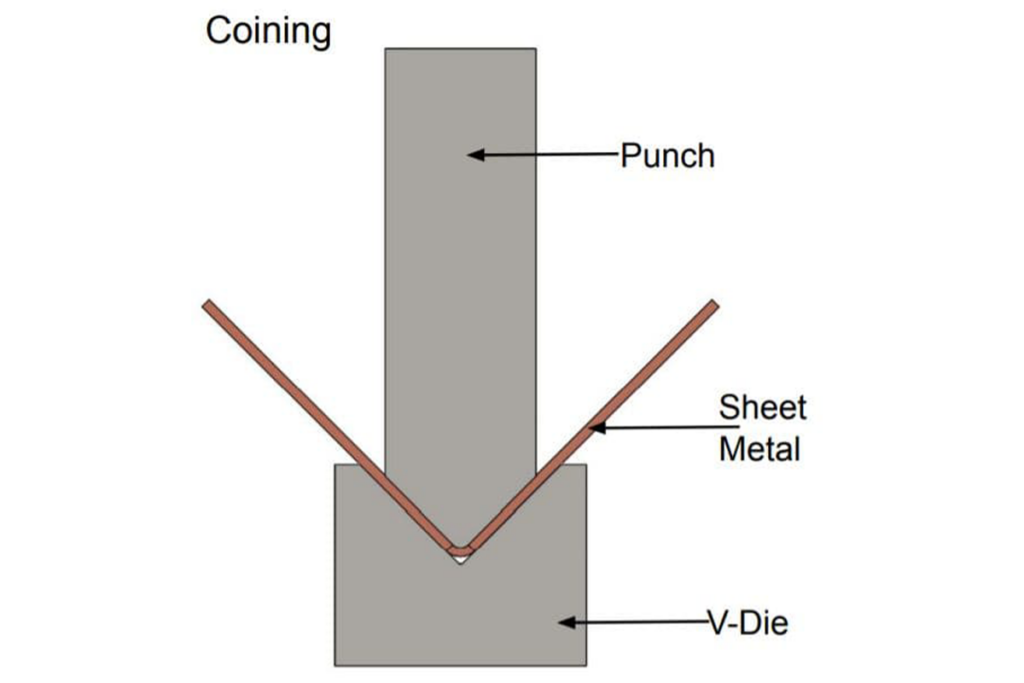
Процесс
Чеканка - это технология, при которой на металлический лист воздействует сильная сила, заставляющая его деформироваться, изгибаться и утончаться, чтобы точно соответствовать форме штампа.
Этот процесс славится своей огромной силой и заставит людей вспомнить о монете процесс чеканки.
Он требует использования более высокопрочного листогибочного пресса и более сложной конструкции оснастки и применяется в основном для деталей, требующих высокой точности изготовления.
Отношение к производству монет
Под "чеканкой" изначально понимается способ производства монет.
В процессе производства монет заготовки металлических пластин под огромным давлением сжимаются между двумя штампами, что обеспечивает протекание металла и заполнение штампа.
Будет изготовлена монета со сложным дизайном. Аналогичным образом металл будет прессоваться по технологии чеканки, чтобы запечатлеть каждую миниатюрную деталь штампа.
VI. Передовые технологии в области гибки на листогибочном прессе
Гибка на листогибочном прессе это широко распространенный процесс обработки металлов давлением, включающий упругую деформацию металлических листов под действием верхнего пуансона и нижнего штампа листогибочного пресса и пластическую деформацию.
В листогибочных прессах используется множество передовых технологий, и одна из них - ЧПУ. Благодаря технологии ЧПУ работа на листогибочном прессе не полностью полагается на руководства. Вместо этого используется усовершенствованное предварительное программирование.
Это означает, что конструкторы и операторы могут проектировать и вводить на компьютере определенные параметры.
Эксплуатация станка осуществляется в соответствии с данной инструкцией. Преимущества использования ЧПУ в листогибочном прессе заключаются в следующем:
Повышение точностиТехнология CNC позволяет управлять процесс гибки точно, что позволяет добиться точного и равномерного изгиба.
Повторяемость: благодаря тому, что станок управляется по заранее разработанным программам, при каждой гибке можно добиться строго стабильных результатов, независимо от объема производства.
Повышение производительности труда: автооперации снижает необходимость в человеческих манипуляциях. Станки с ЧПУ позволяют выполнять сложные операции гибки с высокой эффективностью, сокращая время производства и повышая производительность.
Гибкость: Технология ЧПУ позволяет легко изменять и регулировать параметры гибки в соответствии с требованиями различных задач.
Сокращение времени установки: Станок с ЧПУ может восстанавливать и вызывать программы гибки без ручной настройки, что сокращает время перехода от одной заготовки к другой.
Уменьшение количества отходов: Высокая точность и повторяемость означают меньшее количество ошибок и отходов, что позволяет снизить стоимость материалов и затрат.
Эти передовые технологии полностью преобразуют процесс гибки на листогибочном прессе, делая различные отрасли промышленности более эффективными и экономичными.
VII. Вопросы и ответы
Каковы основы гибки металла на листогибочных прессах?
Принцип гибки металла заключается в том, что металлический лист помещается на листогибочный пресс и под действием давления преобразуется в требуемую форму. Листогибочный пресс состоит из верхнего пуансона и нижних матриц.
Верхний пуансон оказывает давление для изгиба металлического листа, а лист фиксируется нижним штампом.
Этот процесс широко используется в различных отраслях промышленности, таких как автомобилестроение, производство электроприборов, строительство, для изготовления разнообразных изделий.
Она предлагает высокоэффективные производственные программы и обеспечивает точность и постоянство готовой продукции.
Технология его гибки определяется такими факторами, как материал гиба, толщина и требуемая форма.
Знание основ гибки на листогибочном прессе позволяет добиться точных и качественных результатов при изготовлении металлоконструкций.
Каково правило гибки металла?
Правило гибки металла зависит от множества факторов, в том числе от материала, из которого производится гибка, толщины и требуемой формы.
Как правило, радиус внутреннего изгиба равен толщине формируемого материала.
Например, если Вам необходимо согнуть металлический лист размером 1/8", то для создания внутренней части гиба используйте инструмент с радиусом 1/8".
Если вы хотите согнуть материал толщиной 0,020", используйте радий толщиной 0,020".
Минимальный радиус изгиба определяется пластичностью и сопротивлением разрушению изгибаемого материала.
В техническом паспорте поставщика материала указывается степень, до которой лист может быть сформован без проблем, и рекомендуется минимальный радиус изгиба в зависимости от типа и свойств материала.
При использовании листов необходимо обращать внимание на то, в каком направлении происходит профилирование - по долевой нити (продольное) или поперечное (поперечное).
При какой температуре металл начинает гнуться?
При формообразовании толстого листа с помощью узкого гибочного радия материал следует предварительно нагревать в диапазоне от 200 до 300 градусов по Фаренгейту, особенно при гибке листа толщиной 0,75'' и более. Однако температура первоначальной гибки металла определяется несколькими факторами, в том числе материалом, из которого производится гибка, его толщиной и требуемыми формами. При определении необходимой температуры гибки важно рассчитать химический состав материала, состояние поверхности и кромок, а также толщину.
VIII. Заключение
В настоящее время листогибочный пресс незаменим при производстве металла.
Этот процесс известен своей долгой историей, передовыми технологиями и широким применением, что делает его ключевым в различных отраслях промышленности, таких как аэрокосмическая, автомобильная и строительная.
Применение технологии ЧПУ позволяет значительно улучшить процесс гибки на листогибочном прессе.
Для того чтобы разобраться в этой технологии и ее обратном механическом производстве, необходимо выбрать опытных производителей.
Являясь ведущей компанией с более чем 40-летним опытом производства листогибочных прессов, ADH Machine Tool может предложить Вам самые профессиональные решения и консультации.
Если вы хотите узнать цену машины или получить более подробную информацию о листогибочном прессе, вы можете просмотрите наш сайт о продукции или свяжитесь с нами напрямую.
Давайте вместе работать на благо будущего производства.




