Сегодня мы поговорим об основах листовой штамповки. Итак, давайте окунемся в таинственный мир листогибочного пресса и ощутим все прелести этого станка.
I. Введение в листогибочную штамповку
Что такое листогибочный пресс?
Сайт листогибочный прессЛистогибочный пресс - это станок, используемый для гибки металлических листов.
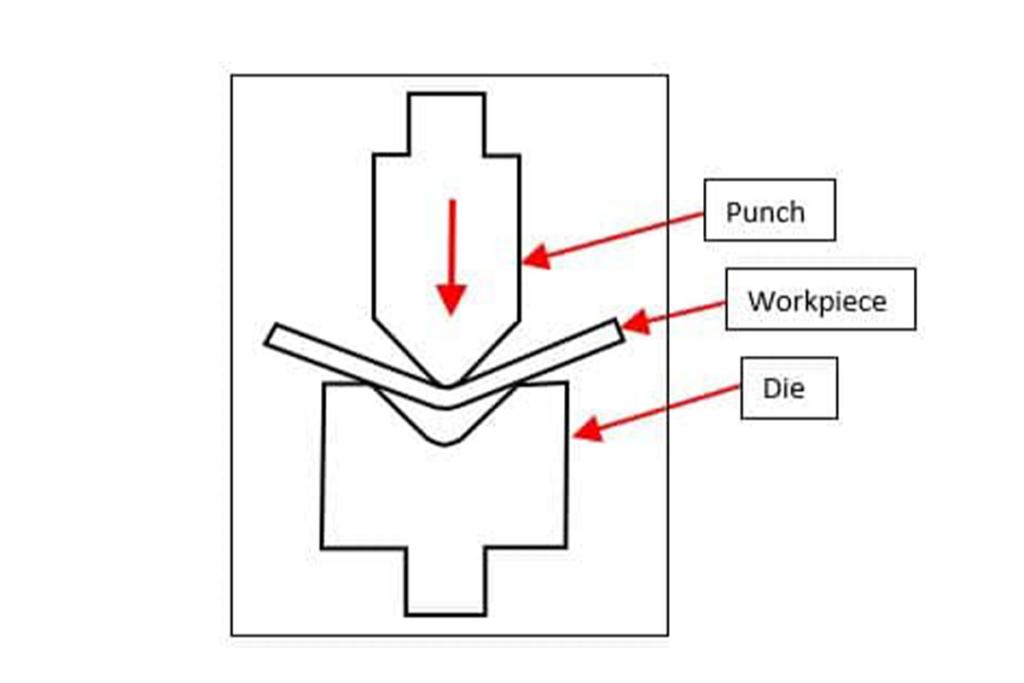
Он формирует заданный изгиб, зажимая заготовку между пуансоном и матрицей.
Обычно две С-образные рамы образуют боковую часть листогибочного пресса и соединяются с нижней частью верстака и верхней частью подвижной балки.
Тормоз состоит из гладкой поверхности для укладки материалов и зажимных стержней. Стержни опускаются и прочно фиксируют материалы в процессе гибки.
Зажимное устройство может управляться руками, автоматикой или ножной педалью.
Панель передней двери машины откидывается и может подниматься, заставляя материал перегибаться через прямую кромку, чтобы следовать за панелью.
Принцип работы листогибочного пресса заключается в использовании пуансона и матрицы с предполагаемыми углами для гибки металлов в различные формы и очертания.
Что такое листогибочная штамповка?
Прессовая штамповка - один из старейших процессов механической деформации. Для его осуществления используются специализированные пуансоны и штампы.
Обычно штамп имеет форму v и u, с помощью которых можно получать определенные углы изгиба и радиусы.
Пуансон сопрягается со штампами, обеспечивающими равномерную и точную гибку металлических листов.
В процессе формообразования заготовка помещается на штамп, и пуансон, двигаясь вниз, взаимодействует со штампом, заставляя заготовку изгибаться.
Эта форма и глубина определяются конструкцией пуансона, матрицы и оказываемым давлением.
Хотя формовка на листогибочном прессе кажется простой концепцией, соблюдение точности является очень сложной задачей.
При штамповке на листогибочном прессе требуется больше заготовок и отходов.
Если деталь требует сложной и точной резки, то гибка или изготовление на листогибочном прессе будут затруднены.
Угол гиба при штамповке на листогибочном прессе определяется изменением материала, характеристиками отскока и трением между штампом и заготовками в процессе гибки.
Точность гибки связана с работой листогибочного пресса, оснасткой и материалом заготовки.
На величину отскока материала будут влиять предел текучести, пластичность, массивность, ситуация в которой находится материал и т.д.
Принцип работы листогибочного пресса основан на давлении, которое также называется тоннажем и определяет общее давление, создаваемое пуансоном в процессе гибки.
Чем выше тоннаж, тем толще гибочный материал, и наоборот.
С увеличением тоннажа длина гибки может стать самой большой длиной гибки листового металла.
В зависимости от назначения и толщины/размера материала он может быть правильно изготовлен только на различных машинах с разным тоннажем и длиной гиба.
На самом деле, эти факторы важны, поскольку полезно проверить ограничение по нагрузке листогибочного пресса - пределы в тоннах на дюйм.
Очень важно знать ограничения по загрузке и мощность листогибочного пресса.
Из-за неправильного использования тоннажа и длины оборудование может быть повреждено.
С развитием технологий в современных листогибочных прессах для привода пуансона используются гидравлические, пневматические или сервосистемы, обеспечивающие более высокую прочность и точность.
Кроме того, внедрение технологии ЧПУ делает процесс листогибочной штамповки более автоматическим, позволяет добиться сложных форм гиба и точного контроля размеров.
Исторический контекст
История листогибочного прессования насчитывает более 100 лет, начиная с начала XIX века.
В то время листогибочный пресс значительно отличался от современного оборудования.
Первоначальный листогибочный пресс называется "карнизным", изготавливается в основном из чугунных деталей и дуба по индивидуальному заказу и используется для гибки металлов.
В 1882 году первый листогибочный пресс получил патентную защиту. В этом станке для принудительного изгиба зажатых металлических листов использовались шлицы, приводимые в движение рукой.
Эта работа, несомненно, является трудоемкой. Но, несмотря на это, она создает новые возможности для производства металлических изделий и обеспечивает более точные и стабильные металлические детали в промышленности.
С течением времени технический прогресс привел к быстрому развитию листогибочного пресса: от ручного управления до гидравлических систем и современных систем ЧПУ - все это значительно повысило точность, эффективность и функциональность листогибочного пресса.
Современный листогибочный пресс способен не только обрабатывать различные материалы, но и выполнять сложные формы гиба, что необходимо для различных отраслей промышленности.
II. Процесс штамповки на листогибочном прессе и его особенности
Процесс штамповки на листогибочном прессе
Листогибочная штамповка - очень гибкий и универсальный метод изготовления металлов, позволяющий получать металлические детали различной формы.
Разнообразие процесса объясняется, прежде всего, разнообразием конструкций пуансонов и штампов.
Изгиб воздуха на 0-90°: это наиболее распространенный способ гибки, который позволяет обрабатывать металлические листы от 18ga до 3/8 дюйма.
Острый изгиб: используется для создания острого угла изгиба и обычно применяется для более тонких материалов 14ga и более.
Канал и гусек: они используются для получения специфических контурных деталей, например, u-образных и v-образных канавок.
Разравнивание и подшивка: они используются для формирования плоских и подшивочных деталей.
Шляпный канал и открытый шляпный канал: они используются для изготовления деталей с определенными сечениями.
Смещение и смещение M.T. (для панелей печей): специально разработаны для таких применений, как панели печей и т.д.
Радиусные перфораторы диаметром до 3": они могут создавать форму дуги диаметром до 3 дюймов.
Уретановая пленка при необходимости: они могут быть использованы при необходимости защиты поверхности заготовки.
Вытирание штампа: используется для изготовления деталей со сложными кривыми.
Характеристики процесса
Возможность формирования пластичного материала: Листогибочный пресс очень удобен для работы с металлами с хорошей двойственностью, такими как алюминий, бронза, мягкая сталь.
Необходимо несколько инструментовПо сравнению с другими технологиями обработки металлов давлением, листогибочная штамповка обычно требует набора пуансонов и матриц.
Подходит для изготовления небольших деталей: эта технология идеально подходит для изготовления деталей малого и среднего размера.
Выход для длинных заготовокЛистогибочный пресс позволяет получить более длинную заготовку через определенный пуансон и матрицу, что было бы сложнее для других методов формообразования.
Высокая степень автоматизации: современные листогибочные прессы, как правило, оснащаются системами ЧПУ, обеспечивающими высокую степень автоматизации производства.
Быстро и эффективно: Листогибочный пресс экономичен и эффективен благодаря сокращению времени наладки и замены инструмента.
Высокая адаптивностьС формовкой на листогибочном прессе можно легко справиться как при единичном, так и при массовом производстве.
III. Материалы, пригодные для листовой штамповки
Алюминиевый сплав легче и удобнее по сравнению с другими металлами, что широко применяется в авиационной и автомобильной промышленности. Благодаря своей пластичности он может быть сформирован в сложные трехмерные формы с помощью листогибочного пресса. Кромка изделия получается гладкой и острой. Кроме того, для декоративных производств подходит материал из алюминиевого сплава.
Легкая сталь обычно широко используется в области строительных конструкций и отличается невысокой стоимостью. Благодаря своим высоким гибочным характеристикам она стала одним из основных материалов в гибочном производстве. Изделия из легкой стали могут быть быстро сформированы в различные модели путем гибки.
Нержавеющая сталь является одним из распространенных материалов для листовой штамповки. Благодаря хорошей прочности, пластичности и антикоррозийным свойствам она подходит для изготовления и формовки на листогибочном прессе. Форма изгиба нержавеющей стали не оказывает взаимного влияния, а кромка получается гладкой, что делает ее незаменимой для производства машин, бытовой техники и других изделий.
Кроме того, существуют латунь, холоднокатаная углеродистая сталь, горячекатаная углеродистая сталь, и т.д.
IV. Виды штамповки на листогибочном прессе
Наиболее распространенными видами штамповой формовки в металлопроизводстве являются воздушная гибка, гибка снизу и чеканка.
Воздушный изгиб
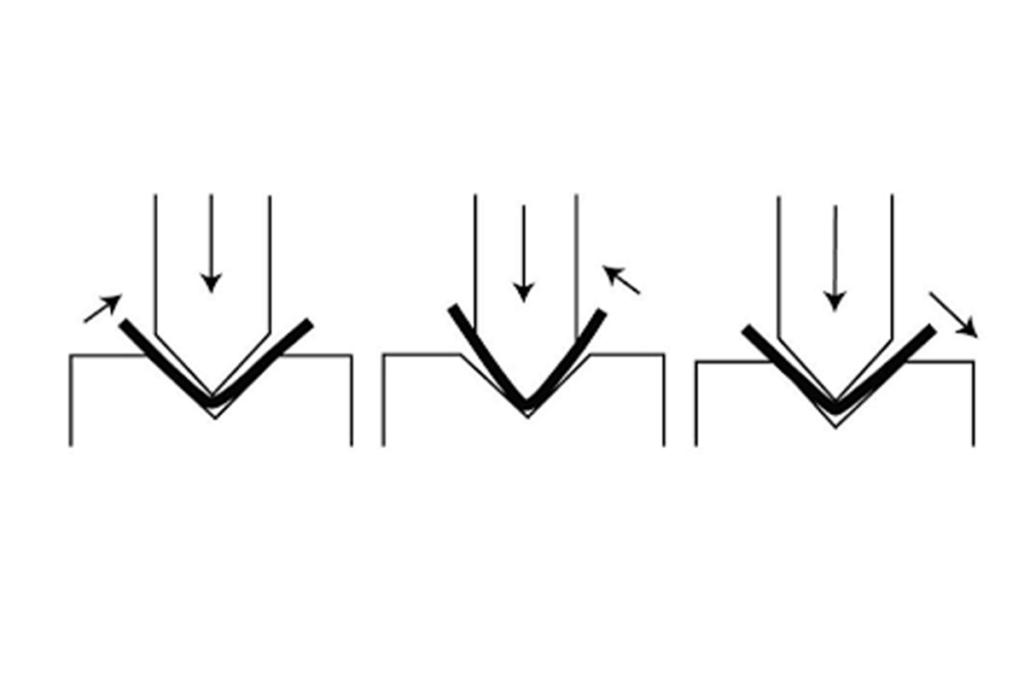
Пневматическая гибка является наиболее распространенным видом промышленной листогибочной штамповки. Воздушная гибка основана на трехточечной гибке, т.е. в процессе гибки к металлическому листу прикасаются инструментами только в трех точках - вверх и вниз. Именно поэтому этот процесс называют "частичной гибкой".
Угол изгиба определяется глубиной проникновения пуансона в v-образную полость. Чем больше глубина проникновения пуансона, тем больше достигаемый подъем.
Преимущества
- Для достижения изгиба на 90° требуется меньшая мощность, что объясняется эффектом рычага.
- Металл меньше связан со штампом, только на пуансоне, наконечнике и буртике штампа.
- Расстояние между пуансоном, спускающимся вниз, и матрицей определяет угол изгиба.
- Глубина хода определяет угол изгиба, поэтому использование набора инструментов позволяет получить больше углов изгиба.
- При воздушной гибке можно получить любой угол контура в диапазоне от 30° до 180°.
- По сравнению с другими методами скорость воздушной гибки выше.
- Вдавливание кончика пуансона в v-образную матрицу позволяет управлять возвратом пружины, а не полагаться на увеличение усилия гибки и работу машины в режиме ожидания.
- Усилие при этом требуется меньшее, чем при других видах гибки, так как можно выбрать более широкую v-образную матрицу.
- Трение между металлическими листами и инструментом относительно меньше, что снижает абразивность инструмента.
- Пневматическая гибка позволяет использовать малотоннажные листогибочные прессы.
- Воздушная гибка более экономична из-за своей низкой стоимости.
Недостатки
- Точность воздушной гибки ниже, чем у других типов. Допуск составляет ¾ градуса (45').
- Угол изгиба не является точным. На самом деле, результат на наконечнике представляет собой эллипс.
- Из-за того, что металлический лист не поддается деформации, пружинящий откат выше, чем у других типов.
- Если в линии гибки имеются отверстия, то они будут деформированы.
Загиб дна
В процессе доводки пуансон попадает в нижнюю часть V-образного штампа и прижимает металлический лист к V-образному штампу.
Этот вид гибки подходит для точных материалов, поскольку его точность выше, чем у воздушной гибки.
Нижний металлический лист запрессовывается между верхним и нижним штампами. Таким образом, внутренний радий получается более точным, а металлический лист может доходить до своего предела текучести и отскакивать ниже.
Если необходимо получить угол, следует использовать инструмент с немного более острым углом. В случае отпускания металлического листа он будет отпружинивать естественным образом.
Различные толщины и материалы могут давать разную величину пружинящего отката. Для получения хорошего эффекта изгиба пуансон и матрица должны иметь одинаковый угол наклона.
Разница между гибкой дна и чеканкой заключается в отсутствии контакта между пуансоном, матрицей и металлами.
Кроме того, не используется достаточный тоннаж для штамповки и разбавления металла.
Преимущества
- Высокая точность, малый тоннаж.
- Обладает отличной повторяемостью гибки в условиях массового производства.
- Низкая пружинистость.
- Если в линии гибки имеются отверстия, то металлические листы будут зажаты между инструментами, поскольку они не будут деформироваться, как при воздушной гибке.
- Допуск составляет около половины градуса.
Недостатки
- Поскольку пуансон уже находится в нижней части v, исправить угол, толкнув пуансон вниз, будет невозможно.
- Днище можно использовать только для изгибов на 88° и 90°.
- Наборы инструментов предназначены для конкретного профиля.
- Эстетику профиля нельзя назвать превосходной.
Монета
Монетизация означает "создание металлических монет". То есть каждая монета идентична по форме и размеру.
Таким образом, под чеканкой понимается метод получения одинаковых и точных результатов в процессе гибки.
Для чеканки требуется в четыре-пять раз большая масса, чем для пневматической гибки. Поэтому требуются мощные тормоза и инструменты.
В процессе штамповки пуансон и матрица должны иметь одинаковый угол, требуемый контуром. Так, для гибки под углом 90° необходимо использовать 90°-ный пуансон, матрицу и забыть про обратную пружину.
Штамп v для чеканки меньше, чем для донной и воздушной гибки, и в пять раз превышает толщину листового металла.
В процессе чеканки металл не только искривляется. Он становится тоньше под воздействием пуансона и матрицы.
Теория оттиска такова: при достаточном усилии металл можно согнуть на требуемый точный угол. Таким образом, оснастка должна быть на одном уровне с требуемым уровнем.
Преимущества
- Последовательный результат.
- Очень жесткий допуск на угол (1/4 градуса).
- Возможность гибки листового металла с большим допуском по толщине.
- Наконечник пуансона проникает в материал с большим усилием и устраняет обратную пружину листового металла.
- Возможность получения очень малых радиусов (половина толщины листового металла).
Недостатки
- Пресс тормоз, и инструменты быстро изнашиваются.
- Листовой металл после гибки выглядит не лучшим образом.
- Для обработки любого угла и внутреннего радиуса профиля необходимы соответствующие пуансоны и матрицы.
- Невозможно отчеканить монету через листовой металл толщиной 2 мм.
V. Преимущества и недостатки листовой штамповки

Плюсы
- Листогибочный станок с ЧПУ прост в программировании и эксплуатации.
- Листогибочный станок с ЧПУ может быть быстро перенастроен с одного рабочего места на другое.
- Это идеальный процесс для массовой работы.
- С помощью стандартных инструментов можно получить сложные формы и контуры.
- По сравнению с силовым прессом он недорог и прост в замене и дополнении инструмента.
- Современные листогибочные прессы становятся все более легкими и очень простыми в установке, что позволяет ускорить процесс производства.
- Нынешний станок может производить более уникальные компоненты благодаря системам ЧПУ для работы с различными программными разработками.
- 3D-графика в процессе гибки металла позволяет рабочим визуализировать процесс и при необходимости перестраивать последовательность работы станка вместо того, чтобы менять все инструменты вручную. Раньше это делали высокотехнологичные рабочие.
Cons
- Одновременно может быть сгенерирована только одна форма.
- Хотя технология, используемая в современных листогибочных прессах, позволяет получать более качественную гибку, в условиях массовой и регулярной работы она неэкономична.
- Были предъявлены определенные требования к умению операторов работать и отлаживать программы.
- При больших объемах заготовки и сложной ее форме инвестиции в штампы выше.
- Глубина и длина гиба ограничены моделью станка и параметрами технологического процесса.
- На точность влияет термическая обработка, и высокой точности трудно добиться после изготовления.
Хотя листогибочная штамповка имеет ряд недостатков, ее преимущества перевешивают минусы.
VI. Вопросы и ответы
В чем разница между прессованием и формовкой?
И листовая штамповка, и формовка - это технологические процессы, используемые для гибки листов и других металлических материалов в требуемые формы и параметры. Однако между ними все же есть некоторая разница:
Принцип действия и работа
Листогибочный пресс: в этом случае металлический лист помещается между неподвижным нижним штампом и верхним пуансоном и подвергается давлению со стороны верхнего пуансона, в результате чего лист изгибается. В зависимости от формы пуансона и матрицы листогибочный пресс может обеспечивать различные углы и формы изгиба.
Формообразование: это широкий термин, который охватывает ряд процессов обработки металлов давлением, включая гибку, штамповку, подшивку, растяжение и т.д. Таким образом, листогибочный пресс является частью процесса формообразования. При формовке используется множество инструментов и технологий, таких как штампы, пуансоны, ролики и т.д., предназначенных для получения требуемых форм и параметров.
Использование и применение
Прессовая штамповка: в основном используется для изготовления металлических деталей с одним или несколькими изгибами, таких как металлические каркасы, шкафы, полки и т.д.
Формовка: более широкое применение, например, автозапчасти, металлические контейнеры, конструкционные элементы и т.д.
Комплексность
Прессовое торможение: обычно используется в относительно простых приложениях, таких как линейный изгиб.
Формообразование: он может создавать различные формы - от простых до сложных, например, замысловатых трехмерных.
Устройство
Прессование: использование специализированного листогибочного пресса.
Формирование: может использоваться несколько машин, например штамповочные машины, листогибочные прессы, роликовые формовочные машины и т.д.
Прессование - это особая технология гибки металла, в то время как формовка - это широкий термин, охватывающий многие технологии обработки металлов давлением.
В чем разница между вальцовкой и формовкой?
Прокатка - это процесс обработки металла, при котором металлическая заготовка уменьшается по толщине, выравнивается по толщине или ей придаются необходимые механические свойства с помощью одной или нескольких пар валков.
Формообразование - более широкий термин, включающий в себя различные процессы изготовления металлов, например, прокатку. Принцип ее работы заключается в том, чтобы заставить материал изгибаться при условии отсутствия удаления исходных материалов.
VII. Заключение
Начиная с исторического развития и заканчивая современными применениями, процесс листовой штамповки играет важную роль во многих отраслях промышленности, начиная от простой сборки (например, кронштейнов) и заканчивая сложными компонентами (например, металлическими оболочками и конструкциями).
Хотите узнать больше о листогибочном прессовании или ищете профессиональные услуги по обработке металлов давлением? Не стесняйтесь свяжитесь с нами. Наша команда готова помочь и направить вас.
Или вы можете просмотрите наш официальный сайт чтобы увидеть подробности.




