今日は、プレスブレーキ成形の基本についてお話します。それでは、プレスブレーキの不思議な世界に分け入り、工作機械の魅力を体験してみましょう。
I.プレスブレーキ成形入門
プレスブレーキとは?
について プレスブレーキブレーキプレスとも呼ばれ、金属板を曲げるための工作機械である。
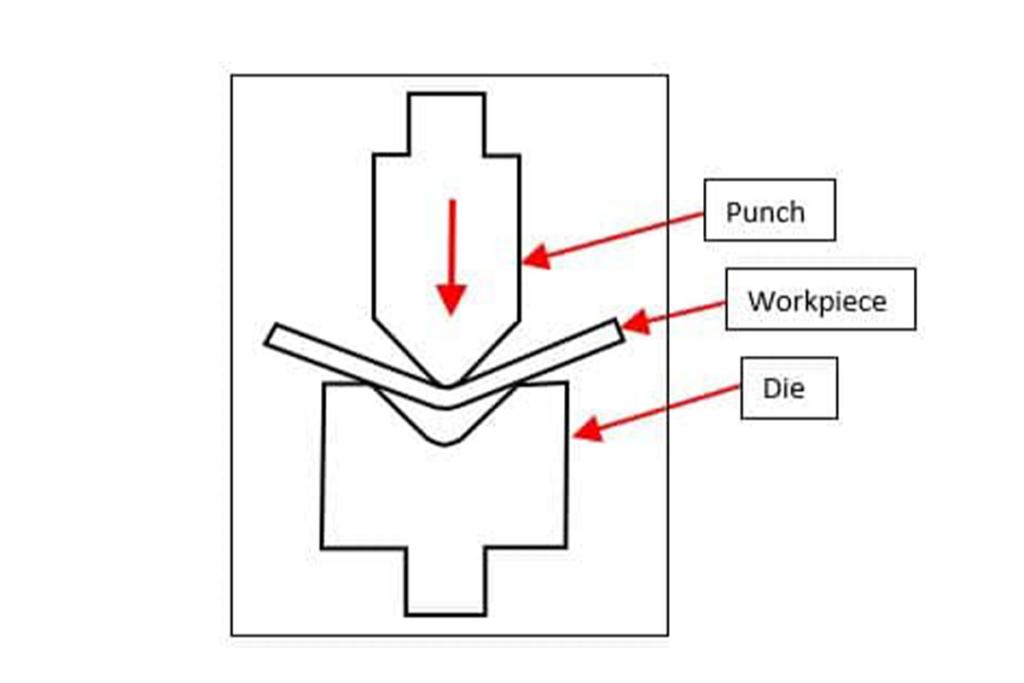
パンチとダイの間にワークをクランプすることで、決められた曲げを形成する。
一般的に、2つのC型フレームがプレスブレーキの側面を形成し、作業台の下部と可動ビームの上部に接続されている。
ブレーキは、材料を置くための滑らかな表面とクランプロッドで構成されています。曲げ加工中、ロッドが下降し、材料をしっかりと固定します。
クランプ動作は、手、オートメーション、フットペダルで操作できる。
マシンのフロント・ドア・パネルはヒンジ式で、持ち上げることができ、材料はパネルに沿うようにストレート・エッジ上で強制的に曲げられる。
プレスブレーキの動作原理は、パンチと予想される角度のダイを使用して、金属をさまざまな形状に曲げることです。
プレスブレーキ成形とは?
プレスブレーキ成形は、最も古い機械的変形プロセスの一つです。プレスブレーキは、専用のパンチとダイを使用します。
金型は通常、vとuの形状に設計されており、特定の曲げ角度とラジウムを生成するために使用することができる。
ポンチは、金属板が均等かつ正確に曲げられるよう、ダイとマッチングされる。
成形工程では、ワークをダイの上に置き、パンチを下方に駆動してダイと協働させ、ワークを強制的に曲げる。
この形状と深さは、パンチとダイの設計、そして加圧力によって決まる。
プレスブレーキによる成形は簡単なように見えるが、精度を保つのは非常に難しい。
プレスブレーキ成形には、より多くのテストブランクと廃棄物が必要である。
複雑で精密な切断が必要な部品の場合、プレスブレーキでの曲げ加工や製造は難しい。
プレスブレーキ成形の曲げ角度は、材料の変化、反発特性、曲げ加工における金型とブランクの摩擦によって決まる。
正確な曲げ加工は、プレスブレーキ、金型、被加工物の材料に関係している。
材料の反発量は、降伏強度、延性、固さ、材料の状況などに影響される。
プレスブレーキ成形の動作原理は圧力に依存しており、トン数とも呼ばれ、曲げ工程でパンチによって生成される総圧力を決定します。
トン数が多いほど曲げ材は厚くなる。
トン数が増えるにつれて、曲げ長さは最も長い板金曲げ長さになる。
用途や材料の厚さ/サイズに応じて、トン数や曲げ長さの異なる機械によってのみ正しく製造される。
実際、プレスブレーキの負荷制限を確認することは有益であるため、これらの要素は重要である。
プレスブレーキの荷重制限とパワーを知ることは非常に重要です。
トン数や長さの使い方を間違えたために、設備が損傷する可能性がある。
技術の発展に伴い、現代のプレスブレーキはパンチを駆動するために油圧、空気圧、またはサーボシステムを採用し、より強力な強度と高い精度を提供しています。
また、CNC技術の導入により、プレスブレーキ成形がより自動化され、複雑な曲げ形状と正確なサイズ制御が実現される。
歴史的背景
プレスブレーキ成形には100年以上の歴史があり、その歴史は19世紀初頭に遡る。
当時のプレスブレーキは、現代の設備とは大きく異なっていた。
初期のプレスブレーキは「コーニスブレーキ」と呼ばれ、主にカスタマイズされた鋳鉄部品とオーク材で作られ、金属の曲げ加工に使用された。
1882年、最初のプレスブレーキが特許を取得した。この機械は、手で操作するスライスを使い、クランプした金属板を強制的に曲げるものだった。
この作業は間違いなく労働集約的な仕事である。にもかかわらず、金属製品製造の新たな可能性を生み出し、産業用途においてより精密で一貫性のある金属部品を提供する。
手動操作から油圧システム、最新のCNCシステムまで、プレスブレーキの精度、効率、機能のすべてが大幅に向上しました。
最新のプレスブレーキは、様々な材料を扱うことができるだけでなく、複雑な曲げ形状や様々な業界のニーズを実現することができます。
II.プレスブレーキ成形プロセスと多様性の特徴
プレスブレーキ成形工程
プレスブレーキ成形は、様々な形状の金属部品を製造することができる、非常に柔軟で汎用性の高い金属加工方法です。
工程の多様性は、主にパンチとダイの設計が多様であることに起因する。
0-90°の空気屈曲これは最も一般的な曲げ方法で、18gaから3/8インチまでの金属板を扱うことができる。
急性の屈曲鋭角な曲げ角度を作るために使用され、通常14メガ以上の薄い素材に使用される。
チャンネルとグースネックU字溝やV字溝のような特定の外形部品を作るために使われる。
平坦化と裾上げ平らにしたり、ヘミングしたりするのに使われる。
ハット・チャンネルとオープン・ハット・チャンネル特定の断面を持つ部品を製造するために使用される。
オフセットとM.T.オフセット(オーブンパネル用)オーブンパネルなどの用途に特別に設計されています。
直径3インチまでのラジアスパンチ直径3インチまでの弧を描くことができる。
必要に応じてウレタンフィルムワークの表面を保護する必要がある場合に使用できる。
ダイスを拭く複雑なカーブを持つ部品の製造に使用されます。
プロセスの特徴
延性材料の成形能力: プレスブレーキは、アルミニウム、ブロンズ、軟鋼など、二枚性の良い金属を扱うのに非常に適しています。
いくつかの道具が必要他の金属成形技術に比べ、プレスブレーキによる成形は通常、パンチとダイのセットを必要とする。
より小さな部品の生産に適しているこの技術は中小サイズの部品製造に最適です。
長尺ワーク用出力プレスブレーキは、特定のパンチとダイを通して、他の成形方法では難しい、より長いワークピースを製造することができます。
高い自動化: 現代のプレスブレーキは、通常CNCシステムを装備しており、高度な自動生産を実現しています。
迅速かつ効率的: プレスブレーキは、セッティングや工具交換の時間を短縮できるため、経済的で効率的です。
強い適応力単品生産でも大量生産でも、プレスブレーキ成形は簡単に対応できます。
III.プレスブレーキ成形に適した材料
アルミニウム合金 は、他の金属に比べて軽量で利便性が高く、航空産業や自動車産業に広く応用されている。可塑性があるため、プレスブレーキで複雑な三次元形状に成形できる。製品のエッジは滑らかでシャープです。また、装飾産業はアルミニウム合金材料に適しています。
ライトスチール は通常、建築構造分野で広く使用されており、低コストである。その優れた曲げ性能により、曲げ加工の主要材料のひとつとなっている。軽鋼材は、曲げ加工によって様々なモデルを迅速に形成することができます。
ステンレス は、プレスブレーキ成形の一般的な材料の一つです。強度、可塑性、耐食性に優れ、プレスブレーキでの成形に適しています。ステンレス鋼の曲げ形状は、相互に影響されず、エッジが滑らかであるため、機械、家電、その他の製品に不可欠です。
さらに、次のようなものもある。 黄銅、冷間圧延炭素鋼、熱間圧延炭素鋼等々。
IV.プレスブレーキ成形の種類
金属加工で最も一般的なプレス成形の種類は、空気曲げ、底曲げ、コイニングである。
エアベンディング
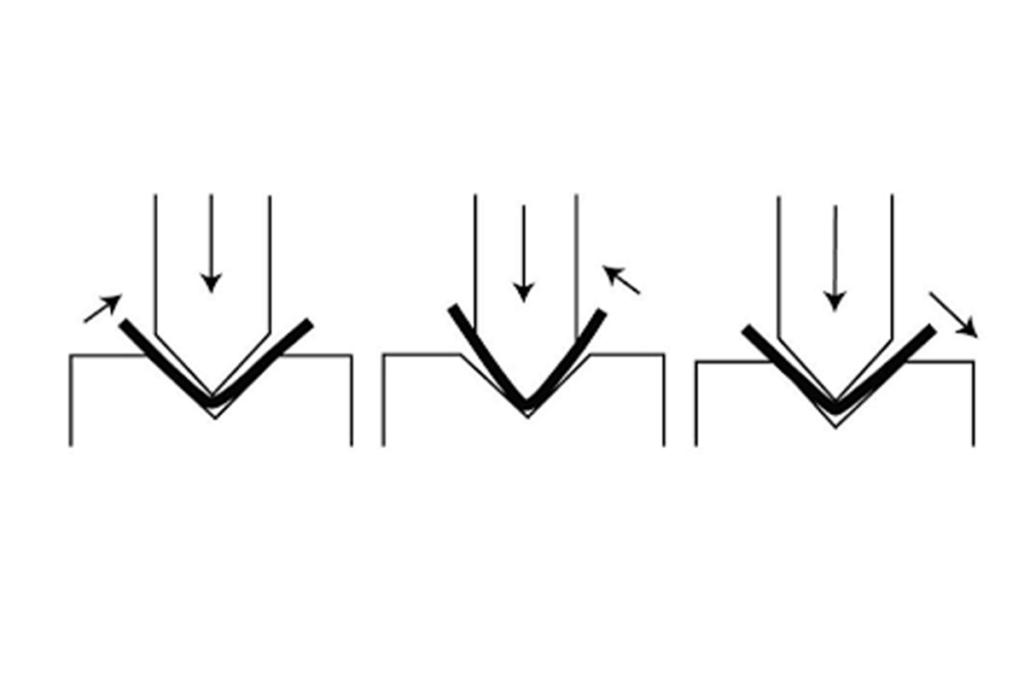
エア曲げは、最も一般的な工業用プレスブレーキ成形プロセスです。エア曲げは、3点曲げに依存しています。つまり、曲げ工程の間、金属板は3点の上下工具でしか触れません。これが「部分曲げ」と呼ばれる理由です。
曲げ角度は、V字型キャビティを貫通するパンチの深さによって決まる。パンチの貫通が大きいほど、大きな立ち上がりが得られます。
メリット
- 90°に曲げるにはパワーをあまり使わない。
- 金属とダイスの接触は少なく、ポンチ、チップ、ダイスのショルダーのみである。
- 下方に下降するパンチからダイまでの距離が曲げ角度を決定する。
- ストロークの深さによって曲げ角度が決まるので、一連の工具を使えばより多くの曲げ角度を得ることができる。
- エアベンディングは、30°から180°までのあらゆる外形角度を実現できる。
- 他の方法と比べ、空気曲げのスピードは速い。
- パンチの先端をV字型のダイに押し込むことで、スプリングバックを管理する。
- 幅の広いV字型のダイスを選択できるため、他の曲げ力に比べて必要な力が少なくて済む。
- 金属板と工具の間の摩擦が比較的少ないため、工具の研磨剤が減少する。
- エア曲げは、低トン数のプレスブレーキを使用することができる。
- エアベンディングはコストが安いため、より経済的である。
デメリット
- エア曲げの精度は他のタイプより低い。公差は3/4度(45')である。
- 曲げ角度は正確ではありません。実際、先端の結果は楕円です。
- 金属板が降伏しないため、スプリングバックは他のタイプより高い。
- 曲げ線に穴があると変形する。
ボトム曲げ
底付け工程では、パンチがV字型ダイの底に到達し、金属板をV字型ダイに押し付ける。
このタイプの曲げ加工は、エアー曲げ加工よりも精度が高いため、精密な素材に適している。
下側の金属板は上下の金型の間でプレスされる。そのため、内側のラジウムはより正確で、金属シートは降伏点まで到達し、より低く跳ね返ることができる。
角度をつけたい場合は、もう少し鋭角の工具を使う必要がある。金属板を離すと、自然にはね返ります。
厚みや材質が異なると、スプリングバックの量も異なります。健全な曲げ効果を得るためには、パンチとダイは同じ角度でなければなりません。
底曲げとコイニングの違いは、ポンチ、ダイ、金属が一体となっていることにある。
さらに、プレスや金属の希釈に十分なトン数が使われていない。
メリット
- 高精度、低トン数。
- 量産時の曲げ再現性に優れています。
- スプリングバックが低い。
- 曲げラインに穴が開いていると、金属板はエア曲げのように変形しないため、工具の間で押されることになる。
- 許容範囲は約半度だ。
デメリット
- パンチはすでにV字の底に入っているため、パンチを下方に押しやって角度を修正することは不可能である。
- ボトミングは88°と90°の屈曲にのみ使用できる。
- ツールセットは特定のプロファイル専用です。
- プロフィールの美学は優れていない。
コイニング
コイニングとは「金属硬貨を作る」という意味である。つまり、それぞれのコインは形も大きさも同じである。
このように、コイニングとは、曲げ加工で同じ正確な結果を得るための方法を指す。
コイニングには、エアベンディングに必要なトン数の4倍から5倍のトン数が必要である。そのため、頑丈なブレーキと工具が必要となる。
打ち抜き加工では、パンチとダイは外形が要求する角度と同じでなければならない。したがって、90°曲げ加工では、90°のパンチとダイを使用し、スプリングバックを忘れる必要があります。
コイニングのダイVは、ボトミングやエアベンディングよりも小さく、板金厚の5倍である。
コイニング工程では、金属は湾曲するだけではない。パンチとダイの衝撃で薄くなる。
適切な力があれば、金属を必要な正確な角度に曲げることができます。したがって、工具は必要なレベルと同じでなければなりません。
メリット
- 一貫した結果だ。
- 角度の公差が非常に厳しい(1/4度)。
- 板厚の公差が大きいシートメタルの曲げ加工が可能。
- パンチ先端は高いトン数で材料を貫通し、シートメタルのスプリングバックをなくす。
- 非常に狭い半径(板金厚の半分)を得ることが可能。
デメリット
- プレスブレーキは工具の摩耗が早い。
- 板金は曲げた後が良くない。
- プロファイルのあらゆる角度や内半径には、関連するポンチとダイが必要です。
- 厚さ2ミリの板金にコインは打てない。
V.プレスブレーキ成形の利点と欠点

長所
- CNCプレスブレーキはプログラムと操作が簡単です。
- CNCプレスブレーキは、1つのジョブから次のジョブへ素早くセットアップすることができます。
- これは大量生産には理想的なプロセスだ。
- 標準的なツールを使えば、複雑なシェイプやアウトラインを実現できる。
- パワープレスに比べ低コストで、工具の交換や追加も簡単だ。
- 最近のプレスブレーキ工具は軽量化され、取り付けも非常に簡単になっている。
- 現在のマシンは、さまざまなソフトウェア設計を操作するCNCシステムを通じて、よりユニークなコンポーネントを製造することができます。
- 金属曲げ工程における3Dグラフィックは、作業者が工程を視覚化し、すべての工具を手作業で変更する代わりに、必要に応じて機械の順序を変更することを可能にする。以前は、それはハイテク作業員が行っていた。
短所
- 一度に生成できるフォームは1つだけです。
- 最新のプレスブレーキで使用されている現在の技術は、より良い曲げを生み出すことができるが、大量かつ通常の作業状況では経済的ではない。
- オペレーターの操作能力やプログラム・デバッグ能力についても、いくつかの要求があった。
- ワークの量が多く、形状が複雑な場合、金型の投資額は高くなる。
- 曲げの深さと長さは、機械モデルとプロセス・パラメーターに制限される。
- 精度は加熱処理の影響を受け、製造後に高い精度を出すのは難しい。
プレスブレーキ成形には短所もあるが、長所が短所を上回る。
VI.よくある質問
プレスブレーキとフォーミングの違いは何ですか?
プレスブレーキとフォーミングはどちらも、板やその他の金属材料を必要な形状に曲げるために使用される金属加工プロセスです。しかし、両者には若干の違いがある:
原理と操作
プレスブレーキ:金属板を固定された下ダイと上パンチの間に挟み、上パンチで圧力をかけることで、金属板を曲げます。プレスブレーキは、パンチとダイの形状に応じて、多くの曲げ角度や形状を実現することができます。
成形:これは、曲げ、打ち抜き、ヘミング、ストレッチなど、一連の金属成形工程をカバーする広い用語である。従って、プレスブレーキは成形工程の一部である。成形には、金型、パンチ、ローラーなど、必要な形状や設定を実現するために設計された多くの工具や技術が使用される。
用途と応用
プレスブレーキ:主に、金属フレーム、キャビネット、棚など、単一または複数の曲げを持つ金属部品の製造に使用されます。
成形:自動車部品、金属容器、構造部品など。
複雑さ
プレスブレーキ:通常、直線曲げのような比較的単純なアプリケーションで使用される。
成形:単純な形状から複雑な立体形状まで、さまざまな形状に対応できる。
装置
プレスブレーキ:専用のプレスブレーキを使用する。
成形:スタンピングマシン、プレスブレーキ、ローラー成形機など、複数の機械を使用できる。
プレスブレーキングは特定の金属曲げ技術であり、フォーミングは多くの金属成形技術をカバーする広い用語である。
圧延と成形の違いは何ですか?
圧延とは、1対以上のロールを通して、金属素材の厚みを減らしたり、厚みを均一にしたり、所望の機械的特性を付与したりする金属成形プロセスである。
フォーミングは、圧延などの様々な金属加工プロセスを含む、より広い用語である。その動作原理は、初期材料を除去しない状況下で材料を曲げることである。
VII.結論
歴史的な進化から現代のアプリケーションまで、プレスブレーキの成形工程は、単純な組み立て(ブラケットなど)から複雑な部品(金属シェルや構造体など)に至るまで、多くの産業で重要な役割を果たしています。
プレスブレーキ成形についてもっと知りたいですか?ご遠慮なく お問い合わせ.私たちのチームがお手伝いし、ご案内いたします。
あるいは、次のこともできる。 公式ウェブサイトを見る をクリックして詳細をご覧ください。




