Hoy hablaremos de los fundamentos del conformado con plegadora. Bien, adentrémonos en el misterioso mundo de la prensa plegadora y experimentemos los encantos de esta máquina herramienta.
I. Introducción a la conformación con plegadora
¿Qué es la plegadora?
El prensa plegableLa prensa plegadora, también llamada prensa de freno, es una máquina herramienta utilizada para plegar chapas metálicas.
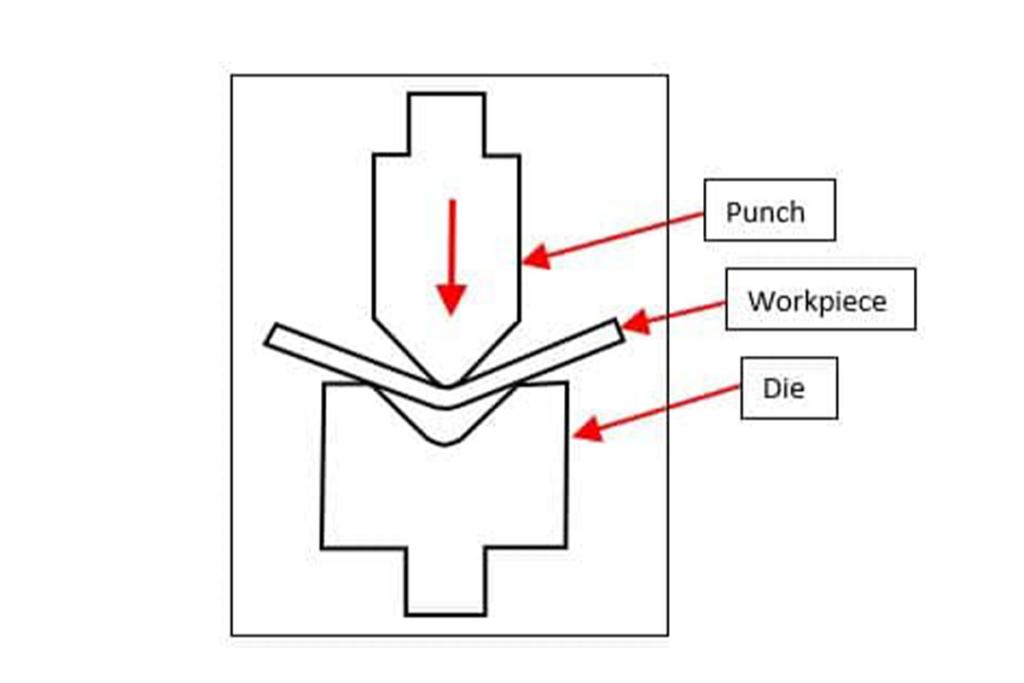
Forma el plegado predefinido sujetando la pieza entre el punzón y la matriz.
Normalmente, los dos bastidores en forma de C forman el lateral de la prensa plegadora y están conectados a la parte inferior del banco de trabajo y a la parte superior de la viga móvil.
El freno se compone de una superficie lisa para colocar materiales y varillas de sujeción. Las varillas descenderán y fijarán firmemente los materiales durante el proceso de plegado.
La acción de apriete puede accionarse con las manos, con automatismos o con pedales.
El panel de la puerta delantera de la máquina está abisagrado y puede levantarse, obligando al material a doblarse sobre el borde recto para seguir el panel.
El principio de funcionamiento de la prensa plegadora consiste en utilizar el punzón y las matrices con ángulos anticipados para doblar metales y darles diversas formas.
¿Qué es el conformado con plegadora?
El conformado mediante plegadora es uno de los procesos de deformación mecánica más antiguos. Utiliza el punzón emparejado especializado y muere para lograr.
La matriz suele diseñarse en forma de v y u, que pueden utilizarse para producir ángulos de curvatura y radios específicos.
El punzón se combina con matrices para garantizar que las chapas metálicas se doblen de forma uniforme y precisa.
En el proceso de conformado, la pieza se coloca en la matriz, y el punzón se impulsará hacia abajo para trabajar con las matrices, forzando a la pieza a doblarse.
Esta forma y profundidad vienen determinadas por el diseño del punzón, la matriz y la presión que se ejerce.
Aunque el conformado con plegadora parece un concepto sencillo, mantener la precisión es muy problemático.
El conformado de la prensa plegadora necesita más piezas brutas de prueba y desechos.
Si el componente requiere un corte intrincado y preciso, sería difícil doblarlo o producirlo en la prensa plegadora.
El ángulo de plegado del conformado de la prensa plegadora viene determinado por el cambio de material, las características del rebote y la fricción entre la matriz y las piezas en bruto en el proceso de plegado.
El plegado preciso está relacionado con la prensa plegadora, el utillaje y el material de la pieza.
La cantidad de rebote del material estará influida por el límite elástico, la ductilidad, la solidez, la situación del material, etc.
El principio de funcionamiento de la prensa plegadora se basa en la presión, también llamada tonelaje, que determina la presión total producida por el punzón en el proceso de plegado.
Cuanto mayor sea el tonelaje, mayor será el grosor del material de curvado y viceversa.
Con el aumento del tonelaje, la longitud de plegado puede ser la mayor longitud de plegado de chapa.
En función de la aplicación y del grosor/tamaño del material, sólo se produce correctamente con diferentes máquinas con diferentes tonelajes y longitudes de curvado.
De hecho, estos factores son importantes porque es beneficioso verificar la restricción de carga de la prensa plegadora--- Límites en toneladas por pulgada.
Es muy importante conocer la restricción de carga y la potencia de la prensa plegadora.
El equipo podría dañarse debido al uso incorrecto del tonelaje y la longitud.
Con el desarrollo de la tecnología, la prensa plegadora moderna ha adoptado sistemas hidráulicos, neumáticos o servo para accionar el punzón, ofreciendo una fuerza más potente y una mayor precisión.
Además, la entrada de la tecnología CNC hace que la formación de la prensa plegadora sea más automática, logrando formas de plegado complejas y un control preciso del tamaño.
Contexto histórico
La conformación mediante plegadora tiene una historia de más de 100 años, que se remonta a principios del siglo XIX.
En aquella época, la prensa plegadora era muy diferente de los equipos modernos.
La primera prensa plegadora se denomina "prensa de cornisa", está fabricada principalmente con piezas de hierro fundido y roble a medida y se utiliza para doblar metales.
En 1882, la primera prensa plegadora obtuvo la protección de patente. Esta máquina utilizaba rodajas accionadas a mano para forzar la flexión de las chapas metálicas sujetas con abrazaderas.
Sin duda, este trabajo requiere mucha mano de obra. A pesar de ello, crea una nueva posibilidad para la fabricación de artículos metálicos y ofrece piezas metálicas más precisas y consistentes en aplicaciones industriales.
Con el paso del tiempo, el avance de la tecnología hizo que la prensa plegadora se desarrollara rápidamente; desde el funcionamiento manual hasta los sistemas hidráulicos y los modernos sistemas CNC, la precisión, la eficacia y el funcionamiento de la prensa plegadora mejoraron significativamente.
La moderna prensa plegadora no sólo puede manipular diversos materiales, sino que también puede lograr formas de plegado complejas y diversas necesidades de la industria.
II. Proceso de conformado con plegadora y características de diversidad
Proceso de conformado con plegadora
El proceso de conformado de prensas plegadoras es un método de fabricación de metales muy flexible y versátil que puede producir piezas metálicas de diversas formas.
La diversidad del proceso se atribuye principalmente a los diversos diseños de los punzones y las matrices.
Flexión del aire 0-90Este es el método de plegado más común, con el que se pueden plegar chapas desde 18ga hasta 3/8 de pulgada.
Flexión aguda: se utiliza para generar un ángulo de plegado agudo y suele emplearse para material de 14ga o más fino.
Canal y cuello de cisne: se utilizan para producir piezas de contorno específicas, como ranuras en forma de U y de V.
Aplanado y dobladillado: se utilizan para generar piezas planas y dobladillos.
Canal de sombrero y canal de sombrero abierto: se utilizan para fabricar piezas con secciones transversales específicas.
Offset y M.T. offset (para paneles de horno): especialmente diseñado para aplicaciones como paneles de hornos, etc.
Punzones de radio hasta 3" de diámetropueden producir una forma de arco con un diámetro de hasta 3 pulgadas.
Película de uretano cuando sea necesariopueden utilizarse para proteger la superficie de la pieza de trabajo.
Limpiar el troquelse utiliza para fabricar piezas con curvas complejas.
Características del proceso
Capacidad para formar material dúctil: la prensa plegadora es muy adecuada para tratar metales con buenas duplicidades, como el aluminio, el bronce y el acero blando.
Necesita algunas herramientasEn comparación con otras tecnologías de conformado de metales, el conformado con plegadora suele requerir un conjunto de punzones y matrices.
Adecuado para producir piezas más pequeñasEsta tecnología es ideal para fabricar piezas pequeñas y medianas.
Salida para pieza largala prensa plegadora puede producir una pieza más larga a través de un punzón y una matriz específicos, lo que sería más difícil para otros métodos de conformado.
Alta automatización: la prensa plegadora moderna suele estar equipada con sistemas CNC, realizando una producción altamente automatizada.
Rápido y eficaz: La prensa plegadora es económica y eficaz porque acorta el tiempo de ajuste y cambio de herramientas.
Gran adaptabilidadTanto si se trata de una producción individual como en serie, el conformado con plegadora puede realizarse fácilmente.
III. Materiales adecuados para el conformado con plegadora
Aleación de aluminio es más ligero y más conveniente en comparación con otros metales, que se aplica ampliamente en la aviación y la industria del automóvil. Gracias a su plasticidad, puede moldearse en formas tridimensionales complejas mediante prensa plegadora. El borde del producto es liso y afilado. Además, las industrias decorativas son adecuadas para el material de aleación de aluminio.
Acero ligero suele utilizarse ampliamente en el campo de las estructuras de construcción y es de bajo coste. Su excelente rendimiento en curvado hace que se convierta en uno de los principales materiales en la fabricación de curvados. Los productos de acero ligero se pueden conformar en varios modelos rápidamente mediante plegado.
Acero inoxidable es uno de los materiales habituales en la conformación mediante plegadora. Debido a su buena resistencia, plasticidad y anticorrosión, es adecuado para ser fabricado y formado por la prensa plegadora. La forma de flexión del acero inoxidable no influye mutuamente, y el borde es liso, lo que lo hace indispensable para maquinaria, electrodomésticos y otros productos.
Además, existen latón, acero al carbono laminado en frío, acero al carbono laminado en calienteetc.
IV. Tipos de prensas plegadoras
Los tipos más comunes de conformado por estampación en la fabricación de metales son el curvado por aire, el curvado de fondo y el acuñado.
Flexión del aire
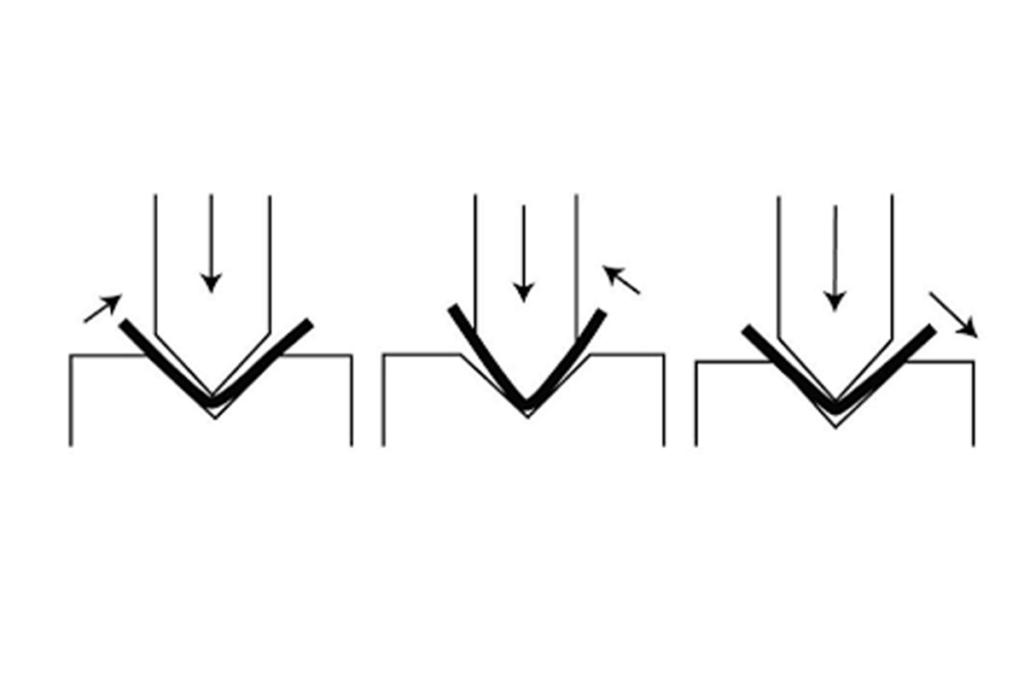
El plegado por aire es el proceso de plegado industrial más común. El plegado por aire se basa en el plegado en tres puntos; es decir, la chapa sólo se toca con herramientas de arriba abajo en los tres puntos durante el proceso de plegado. Por eso se denomina "plegado parcial".
El ángulo de curvatura viene determinado por la profundidad de penetración del punzón en la cavidad en forma de V. Cuanto mayor sea la penetración del punzón, mayor será la elevación conseguida.
Ventajas
- Utilizar menos potencia para lograr una flexión de 90°, lo que se atribuye al efecto palanca.
- El metal está menos conectado con las matrices, sólo en el punzón, la punta y el hombro de la matriz.
- La distancia entre el punzón que desciende hacia las matrices determina el ángulo de plegado.
- La profundidad de la carrera determina el ángulo de plegado, por lo que utilizando un conjunto de herramientas se pueden obtener más ángulos de plegado.
- El curvado por aire puede lograr cualquier ángulo de contorno, desde 30° hasta 180°.
- En comparación con otros métodos, la velocidad del curvado por aire es mayor.
- Empuje la punta del punzón en la matriz en forma de V para gestionar el retorno elástico, en lugar de confiar en el aumento de la fuerza de flexión y la parada de la máquina.
- La fuerza requerida es menor en comparación con otras fuerzas de flexión porque puede elegir una matriz en forma de V más ancha.
- La fricción entre las chapas y las herramientas es relativamente menor, lo que reduce la abrasividad de las herramientas.
- El plegado por aire permite utilizar plegadoras de bajo tonelaje.
- El curvado por aire es más económico debido a su bajo coste.
Desventajas
- La precisión del curvado neumático es inferior a la de otros tipos. La tolerancia es de ¾ de grado (45').
- El ángulo de flexión no es exacto. En realidad, el resultado en la punta es una elipse.
- Debido a que la chapa no cede, el springback es mayor que en otros tipos.
- Si hay agujeros en la línea de doblado, se deformarán.
Doblado inferior
En el proceso de fondo, el punzón llegará a la parte inferior de la matriz en forma de V y empujará la chapa contra la matriz en forma de V.
Este tipo de plegado es adecuado para materiales precisos porque su precisión es mayor que la del plegado por aire.
La chapa inferior se prensa entre las matrices superior e inferior. De este modo, el radio interior es más preciso y la chapa puede llegar hasta su límite elástico y rebotar más abajo.
Si desea adquirir un ángulo, deberá utilizar una herramienta con un ángulo ligeramente más agudo. En caso de soltar la chapa, ésta se retraerá de forma natural.
Diferentes espesores y materiales pueden dar lugar a diferentes cantidades de springback. El punzón y la matriz deben tener el mismo ángulo para obtener efectos de doblado sólidos.
La diferencia entre el doblado de fondo y la acuñación radica en la unutra conexión entre el punzón, la matriz y los metales.
Además, no se utiliza el tonelaje suficiente para estampar y diluir el metal.
Ventajas
- Alta precisión, bajo tonelaje.
- Tiene una excelente repetibilidad de plegado en circunstancias de producción en masa.
- Bajo springback.
- Si hay agujeros en la línea de plegado, las chapas se presionarán entre las herramientas porque no se deformarán como en el plegado por aire.
- La tolerancia es de medio grado.
Desventajas
- Como el punzón ya está en el fondo en V, será imposible corregir el ángulo empujando el punzón hacia abajo.
- La inclinación sólo puede utilizarse para inclinaciones de 88° y 90°.
- Los conjuntos de herramientas están dedicados a un perfil específico.
- La estética del perfil no es excelente.
Acuñación
Acuñar significa "crear monedas metálicas". Es decir, cada moneda es idéntica en forma y tamaño.
Por tanto, la acuñación se refiere a un método para obtener resultados iguales y precisos en el proceso de plegado.
El acuñado requiere de cuatro a cinco veces el tonelaje necesario para el plegado por aire. Por tanto, se necesitan frenos y herramientas de gran resistencia.
En el proceso de punzonado, el punzón y la matriz deben tener el mismo ángulo requerido por el contorno. Así, para un plegado de 90°, debe utilizar un punzón y una matriz de 90° y olvidarse del muelle de retroceso.
La matriz v es más pequeña para el acuñado que para el bottoming y el plegado por aire y tiene cinco veces el grosor de la chapa.
Durante el proceso de acuñación, el metal no sólo se curva. Se vuelve más fino debido al impacto del punzón y la matriz.
La teoría que subyace a la impresión es la siguiente: con la fuerza adecuada, el metal se puede doblar hasta el ángulo preciso que se desee. Por lo tanto, el utillaje debe estar al mismo nivel que el que necesita.
Ventajas
- Resultado coherente.
- Tolerancia muy ajustada en el ángulo (1/4 de grado).
- Posibilidad de doblar chapas con una gran tolerancia en el espesor.
- La punta del punzón penetra en el material con un alto tonelaje y elimina el retroceso de la chapa.
- Posibilidad de obtener radios muy estrechos (la mitad del grosor de la chapa).
Desventajas
- La prensa plegadora y las herramientas se desgastan rápidamente.
- La chapa no queda bien después de doblarla.
- Para cualquier ángulo y radio interno de un perfil, se necesitan el punzón y la matriz correspondientes.
- No se puede acuñar sobre chapa de 2 mm de espesor.
V. Ventajas y desventajas de la conformación con plegadora

Pros
- La plegadora CNC es fácil de programar y manejar.
- La plegadora CNC se puede configurar rápidamente de un trabajo a otro.
- Se trata de un proceso ideal para trabajar en masa.
- Con las herramientas estándar se pueden conseguir formas y contornos complejos.
- En comparación con una prensa mecánica, es económica y fácil de sustituir y añadir las herramientas.
- Las modernas herramientas de plegado son cada vez más ligeras y muy fáciles de instalar para acelerar la velocidad de fabricación.
- La máquina actual puede producir más componentes únicos a través de sistemas CNC para operar varios diseños de software.
- El gráfico 3D en el proceso de plegado de metales permite a los trabajadores visualizar el proceso y reorganizar la secuencia de la máquina cuando es necesario, en lugar de cambiar todas las herramientas manualmente. Antes lo hacían los trabajadores de alta tecnología.
Cons
- Sólo se puede generar un formulario a la vez.
- Aunque la tecnología actual utilizada por las plegadoras modernas puede producir mejores plegados, no es económica en la situación de trabajo masivo y regular.
- Se han impuesto algunos requisitos a la capacidad de los operadores para operar y depurar programas.
- Cuando la cantidad de pieza es grande y la forma intrincada, la inversión en matrices es mayor.
- La profundidad y la longitud de plegado se limitan al modelo de máquina y a los parámetros del proceso.
- La precisión se ve influida por el tratamiento térmico, y es difícil conseguir una gran exactitud después de la fabricación.
Aunque el conformado con plegadora tiene algunos inconvenientes, sus ventajas superan a los contras.
VI. Preguntas frecuentes
¿Cuál es la diferencia entre plegado y conformado?
Tanto el plegado como el conformado son procesos de fabricación de metales que se utilizan para doblar algunas chapas y otros materiales metálicos en las formas y ajustes requeridos. Sin embargo, hay algunas diferencias entre ellos:
Principio y funcionamiento
Plegado: este proceso coloca la chapa entre la matriz inferior fija y el punzón superior y ejerce presión mediante el punzón superior, haciendo así que la chapa se doble. La plegadora puede conseguir muchos ángulos y formas de plegado según la forma del punzón y la matriz.
Conformado: se trata de un término amplio que abarca una serie de procesos de conformado de metales, como el plegado, el punzonado, el dobladillado, el estirado, etcétera. Así, el plegado forma parte del proceso de conformado. En el conformado se utilizan muchas herramientas y tecnologías, como matrices, punzones, rodillos, etc., diseñadas para conseguir las formas y ajustes requeridos.
Usos y aplicaciones
Frenado en prensa: se utiliza principalmente para fabricar componentes metálicos con una o varias curvas, como marcos metálicos, armarios, estanterías, etc.
Conformado: más extendido, como piezas de automóvil, contenedores metálicos, componentes estructurales, etc.
Complejidad
Frenado a presión: suele utilizarse en aplicaciones relativamente sencillas, como el plegado lineal.
Conformado: puede manipular diversas formas, desde simples a complejas, como intrincadas formas tridimensionales.
Dispositivo
Plegado: utilice una plegadora especializada.
Conformado: puede utilizar varias máquinas, como estampadoras, plegadoras, formadoras de rodillos, etc.
La plegadora es una tecnología específica de plegado de metales, mientras que el conformado es un término amplio que abarca muchas tecnologías de conformado de metales.
¿Qué diferencia hay entre laminar y conformar?
El laminado es un proceso de conformado de metales que consiste en reducir el grosor de la chapa, igualar su espesor o conferirle una propiedad mecánica deseada mediante uno o varios pares de rodillos.
El conformado es un término más amplio que incluye varios procesos de fabricación de metales, como el laminado. Su principio de funcionamiento es hacer que el material se doble en la circunstancia de no retirar ningún material inicial.
VII. Conclusión
Desde la evolución histórica hasta las aplicaciones modernas, el proceso de conformado de prensas plegadoras desempeña un papel vital en muchas industrias, desde el ensamblaje simple (como soportes) hasta componentes complejos (como carcasas y estructuras metálicas).
¿Desea obtener más información sobre el conformado de prensas plegadoras o busca servicios profesionales de conformado de metales? No dude en póngase en contacto con nosotros. Nuestro equipo está aquí para ayudarle y orientarle.
O puedes visite nuestro sitio web oficial para ver los detalles.




