Hoje, vamos falar sobre os princípios básicos da conformação por quinagem. Muito bem, vamos mergulhar no misterioso mundo da quinadora e experimentar os encantos da máquina-ferramenta.
I. Introdução à moldagem por prensagem com travão
O que é o Press Brake?
O freio de imprensaA prensa de travões é uma máquina-ferramenta utilizada para dobrar chapas metálicas.
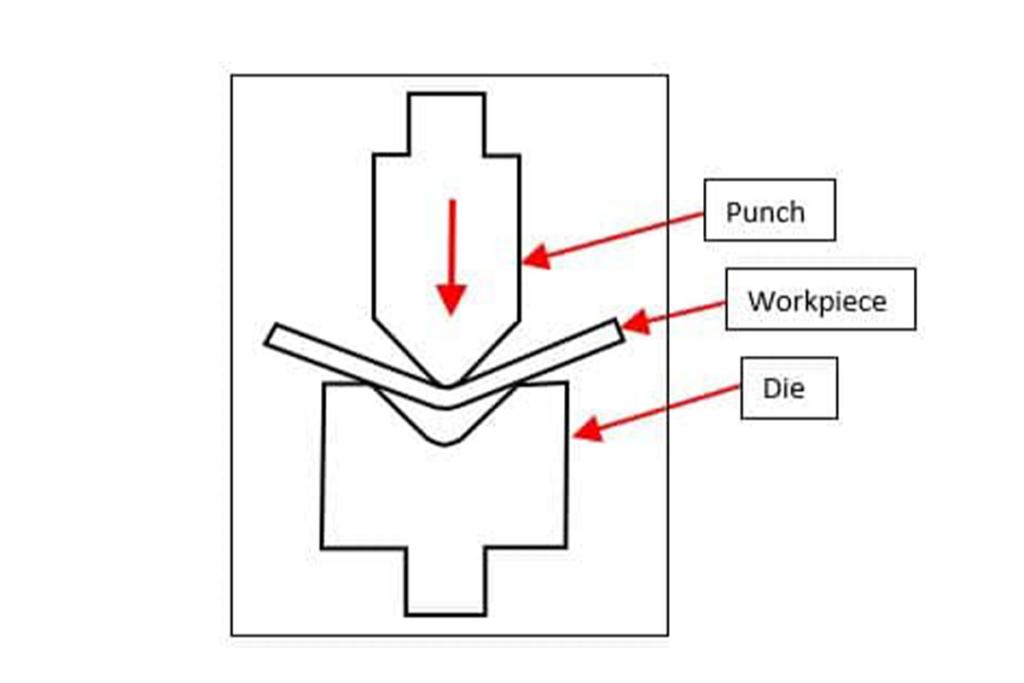
Forma a curvatura pré-determinada fixando a peça de trabalho entre o punção e a matriz.
Normalmente, os dois quadros em forma de C formam o lado da prensa dobradeira e estão ligados à parte inferior da bancada de trabalho e à parte superior da viga móvel.
O travão é composto por uma superfície lisa para a colocação dos materiais e por hastes de fixação. As hastes descem e fixam firmemente os materiais durante o processo de dobragem.
A ação de aperto pode ser operada com as mãos, automação ou pedais.
O painel da porta frontal da máquina é articulado e pode ser levantado, obrigando o material a dobrar-se sobre a aresta reta para seguir o painel.
O princípio de funcionamento da prensa dobradeira consiste em utilizar o punção e as matrizes com ângulos antecipados para dobrar metais em várias formas e feitios.
O que é a conformação por prensa dobradeira?
A conformação por prensa dobradeira é um dos mais antigos processos de deformação mecânica. Utiliza o punção e as matrizes especializadas para o conseguir.
O molde é geralmente concebido em forma de v e u, que podem ser utilizados para produzir ângulos de curvatura e rádios específicos.
O punção é combinado com matrizes para garantir que as chapas metálicas são dobradas de forma uniforme e precisa.
No processo de conformação, a peça de trabalho é colocada na matriz, e o punção será conduzido para baixo para trabalhar com as matrizes, forçando a peça de trabalho a dobrar-se.
Esta forma e profundidade são determinadas pela conceção do punção, da matriz e da pressão exercida.
Embora a conformação por prensa dobradeira pareça um conceito simples, manter a precisão é muito problemático.
A conformação por prensagem a frio necessita de mais ensaios de peças em bruto e resíduos.
Se o componente exigir um corte complexo e preciso, seria difícil dobrar ou produzir na prensa dobradeira.
O ângulo de flexão da prensa dobradeira é determinado pela mudança de material, características de rebote e o atrito entre a matriz e os espaços em branco no processo de flexão.
A dobragem precisa está relacionada com a prensa dobradeira, as ferramentas e o material da peça.
A quantidade de ressalto do material será influenciada pela tensão de cedência, ductilidade, solidez, situação do material, etc.
O princípio de funcionamento da prensa dobradeira baseia-se na pressão, também designada por tonelagem, e determina a pressão total produzida pelo punção no processo de dobragem.
Quanto maior for a tonelagem, mais espesso é o material de flexão e vice-versa.
Com o aumento da tonelagem, o comprimento de dobragem pode ser o maior comprimento de dobragem de chapa metálica.
De acordo com a aplicação e a espessura/tamanho do material, só é produzido corretamente por diferentes máquinas com diferentes tonelagens e comprimentos de dobragem.
De facto, estes factores são importantes porque é benéfico verificar a restrição de carga da prensa dobradeira--- Limites em toneladas por polegada.
É muito importante conhecer as restrições de carga e a potência da prensa dobradeira.
O equipamento pode ser danificado devido à utilização incorrecta da tonelagem e do comprimento.
Com o desenvolvimento da tecnologia, a prensa dobradeira moderna adoptou sistemas hidráulicos, pneumáticos ou servo para acionar o punção, oferecendo uma força mais poderosa e uma maior precisão.
Além disso, a introdução da tecnologia CNC torna a conformação da prensa dobradeira mais automática, conseguindo formas de dobragem complexas e um controlo preciso do tamanho.
Contexto histórico
A conformação por prensagem a frio tem uma história de mais de 100 anos, que remonta ao início do século XIX.
Nessa altura, o travão de prensa era muito diferente do equipamento moderno.
A primeira prensa dobradeira é chamada de "freio de cornija", feita principalmente de peças personalizadas de ferro fundido e carvalho e usada para dobrar metais.
Em 1882, a primeira prensa dobradeira foi protegida por patente. Esta máquina utilizava lâminas accionadas manualmente para forçar a dobragem de chapas metálicas.
Este trabalho é, sem dúvida, um trabalho intensivo em termos de mão de obra. Apesar disso, cria uma nova possibilidade para o fabrico de produtos metálicos e oferece peças metálicas mais precisas e consistentes em aplicações industriais.
Com o passar do tempo, o avanço da tecnologia fez com que a prensa dobradeira se desenvolvesse rapidamente; desde a operação manual até aos sistemas hidráulicos e aos modernos sistemas CNC, a precisão, a eficiência e a função da prensa dobradeira melhoraram significativamente.
A moderna prensa dobradeira não só pode lidar com vários materiais, como também pode alcançar formas de dobragem complexas e várias necessidades da indústria.
II. Processo de conformação por prensagem e características de diversidade
Processo de conformação por prensa dobradeira
O processo de conformação por prensagem a frio é um método de fabrico de metal altamente flexível e versátil que pode produzir várias formas de peças metálicas.
A diversidade do processo é principalmente atribuída aos diversos modelos de punções e matrizes.
0-90° de curvatura do ar: esta é a forma de dobragem mais comum, que pode lidar com chapas metálicas de 18ga a 3/8 polegadas.
Flexão aguda: é utilizado para gerar um ângulo de curvatura acentuado e é normalmente utilizado para material de 14 giga ou mais fino.
Canal e pescoço de ganso: são utilizados para produzir peças de contorno específicas, como ranhuras em forma de U e V.
Aplainamento e bainha: são utilizadas para gerar peças de aplanamento e de bainha.
Canal do chapéu e canal do chapéu aberto: são utilizados para produzir as peças com secções transversais específicas.
Desvio e desvio M.T. (para painéis de fornos): especialmente concebido para aplicações como painéis de fornos, etc.
Punções de raio até 3" de diâmetro: podem produzir uma forma de arco com um diâmetro de até 3 polegadas.
Película de uretano quando necessário: podem ser utilizados quando é necessário proteger a superfície da peça de trabalho.
Limpar o dado: é utilizado para produzir as peças com curvas complexas.
Características do processo
Capacidade de moldar material de ductilidade: a prensa dobradeira é muito adequada para lidar com metais com boas duplicidades, como o alumínio, o bronze e o aço macio.
Necessita de algumas ferramentasEm comparação com outras tecnologias de conformação de metais, a conformação por prensa dobradeira requer normalmente um conjunto de punções e matrizes.
Adequado para produzir peças mais pequenas: esta tecnologia é ideal para o fabrico de peças de pequena e média dimensão.
Saída para peças longasA prensa dobradeira pode produzir uma peça de trabalho mais longa através de um punção e matriz específicos, o que seria mais difícil para outros métodos de moldagem.
Elevada automatização: A prensa dobradeira moderna está normalmente equipada com sistemas CNC, permitindo uma produção altamente automática.
Rápido e eficiente: A prensa dobradeira é económica e eficiente devido à redução do tempo de ajuste e substituição de ferramentas.
Forte capacidade de adaptação: quer se trate de uma produção única ou em massa, a moldagem por prensagem a frio pode ser facilmente realizada.
III. Materiais adequados para a enformação por prensagem
Liga de alumínio é mais leve e mais conveniente em comparação com outros metais, que é amplamente aplicado nas indústrias aeronáutica e automóvel. Devido à sua plasticidade, pode ser formado em formas tridimensionais complexas através de prensa dobradeira. O rebordo do produto é liso e afiado. Além disso, as indústrias decorativas são adequadas para o material de liga de alumínio.
Aço leve é geralmente muito utilizado no domínio da estrutura de construção e é de baixo custo. O seu excelente desempenho de dobragem faz com que se torne um dos principais materiais no fabrico de dobragem. Os produtos de aço leve podem ser formados em vários modelos rapidamente por flexão.
Aço inoxidável é um dos materiais comuns na conformação por prensa dobradeira. Devido à sua boa resistência, plasticidade e anti-corrosão, é adequado para ser fabricado e formado pela prensa dobradeira. A forma de dobragem do aço inoxidável não é mutuamente influente, e a borda é lisa, o que o torna indispensável para máquinas, electrodomésticos e outros produtos.
Para além disso, existem latão, aço-carbono laminado a frio, aço-carbono laminado a quenteetc.
IV. Tipos de moldagem por prensagem a frio
Os tipos mais comuns de moldagem por estampagem no fabrico de metais são a dobragem por ar, a dobragem por baixo e a cunhagem.
Dobragem por Ar
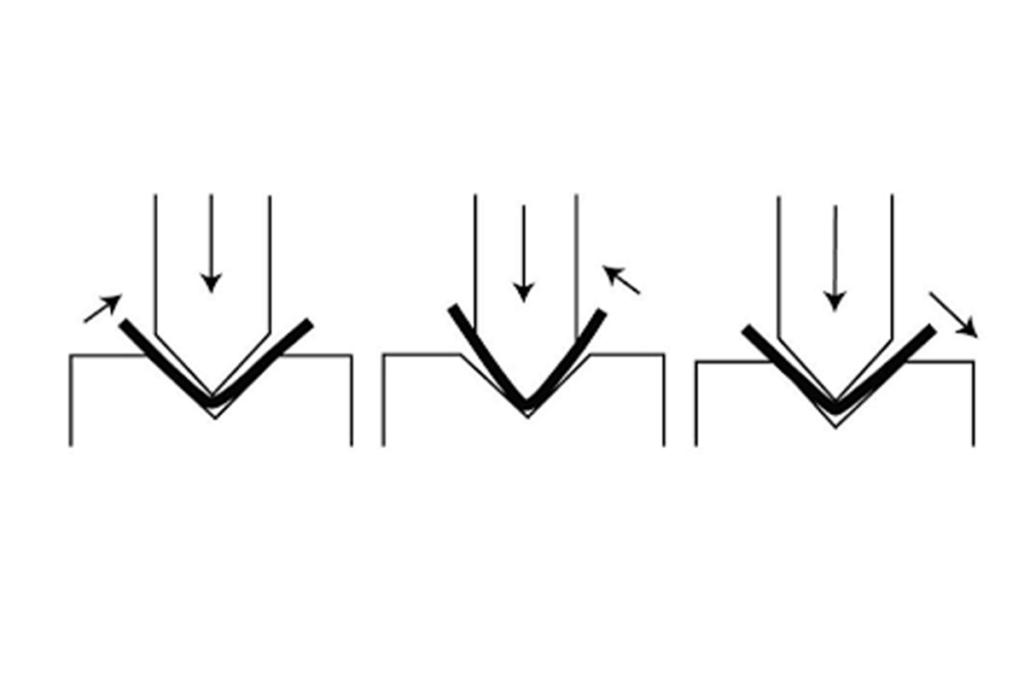
A dobragem por ar é o processo mais comum de formação de prensas dobradoras industriais. A dobragem a ar baseia-se na dobragem em três pontos; ou seja, a chapa metálica só é tocada com ferramentas para cima e para baixo nos três pontos durante o processo de dobragem. Esta é a razão pela qual se designa por "dobragem parcial".
O ângulo de flexão é determinado pela profundidade de penetração do punção na cavidade em forma de V. Quanto maior for a penetração do punção, maior será a elevação obtida.
Vantagens
- Utilizar menos potência para obter uma curva de 90°, o que contribui para o efeito de alavanca.
- O metal está menos ligado às matrizes, apenas no punção, na ponta e no ombro da matriz.
- A distância entre o punção que desce para as matrizes determina o ângulo de curvatura.
- A profundidade do curso determina o ângulo de dobragem, pelo que a utilização de um conjunto de ferramentas permite obter mais ângulos de dobragem.
- A dobragem por ar pode atingir qualquer ângulo de contorno entre 30° e 180°.
- Em comparação com outros métodos, a velocidade de dobragem a ar é mais rápida.
- Empurrar a ponta do punção para dentro da matriz em forma de V para gerir o retorno do mola, em vez de depender do aumento da força de dobragem e do tempo de espera da máquina.
- A força necessária é menor em comparação com outras forças de flexão porque pode escolher uma matriz em forma de V mais larga.
- O atrito entre as chapas metálicas e as ferramentas é relativamente menor, reduzindo a abrasividade das ferramentas.
- A dobragem por ar permite a utilização de prensas dobradoras de baixa tonelagem.
- A dobragem por ar é mais económica devido ao seu baixo custo.
Desvantagens
- A precisão da dobragem a ar é inferior à de outros tipos. A tolerância é de ¾ de um grau (45').
- O ângulo de curvatura não é exato. De facto, o resultado na ponta é uma elipse.
- Devido ao facto de a chapa metálica não ceder, o retorno elástico é superior ao de outros tipos.
- Se existirem orifícios na linha de dobragem, estes serão deformados.
Dobragem do fundo
No processo de embutimento, o punção chegará ao fundo da matriz em forma de V e empurrará a chapa metálica contra a matriz em forma de V.
Este tipo de curvatura é adequado para materiais precisos porque a sua precisão é superior à da curvatura a ar.
A chapa metálica inferior é prensada entre as matrizes superior e inferior. Deste modo, o rádio interior é mais preciso e a chapa metálica pode atingir o seu ponto de escoamento e rebater mais abaixo.
Se pretender obter um ângulo, é necessário utilizar uma ferramenta com um ângulo ligeiramente mais agudo. No caso de soltar a chapa metálica, esta voltará a saltar naturalmente.
Espessuras e materiais diferentes podem resultar em diferentes quantidades de retorno elástico. O punção e a matriz devem ter o mesmo ângulo para obter efeitos de dobragem sólidos.
A diferença entre a dobragem de fundo e a cunhagem reside na interação entre o punção, a matriz e os metais.
Além disso, não é utilizada uma tonelagem suficiente para a estampagem e a diluição do metal.
Vantagens
- Alta precisão, baixa tonelagem.
- Tem uma excelente repetibilidade de dobragem nas circunstâncias de produção em massa.
- Baixo retorno elástico.
- Se existirem furos na linha de dobragem, as chapas metálicas serão pressionadas entre as ferramentas porque não serão deformadas como na dobragem a ar.
- A tolerância é de cerca de meio grau.
Desvantagens
- Como o punção já está no fundo em V, será impossível corrigir o ângulo empurrando o punção para baixo.
- A descida de fundo só pode ser utilizada para curvas de 88° e 90°.
- Os conjuntos de ferramentas são dedicados a um perfil específico.
- A estética do perfil não é excelente.
Moeda
Cunhar significa "criar moedas metálicas". Ou seja, cada moeda é idêntica na sua forma e tamanho.
Assim, a cunhagem refere-se a um método para obter resultados iguais e exactos no processo de dobragem.
A cunhagem requer quatro a cinco vezes a tonelagem necessária para a dobragem a ar. Por conseguinte, são necessários travões e ferramentas de alta resistência.
No processo de perfuração, o punção e as matrizes devem ter o mesmo ângulo exigido pelo contorno. Assim, para uma dobragem de 90°, é necessário utilizar um punção de 90°, uma matriz e esquecer a mola de retorno.
A matriz v é mais pequena para a cunhagem do que para o embutimento e a dobragem a ar e tem cinco vezes a espessura da chapa metálica.
Durante o processo de cunhagem, o metal não é apenas curvado. Torna-se mais fino devido ao impacto do punção e da matriz.
A teoria por detrás da impressão é a seguinte: com a força adequada, o metal pode ser dobrado no ângulo exato pretendido. Assim, a ferramenta deve ter o mesmo nível que o nível necessário.
Vantagens
- Resultado consistente.
- Tolerância muito apertada no ângulo (1/4 de grau).
- Possibilidade de dobrar chapa metálica com uma grande tolerância na espessura.
- A ponta do punção penetra no material com elevada tonelagem e elimina o retorno elástico da chapa metálica.
- Possibilidade de obter raios muito apertados (metade da espessura da chapa).
Desvantagens
- O travão de pressão e as ferramentas desgastam-se rapidamente.
- A chapa metálica não fica bem depois de dobrada.
- Para qualquer ângulo e raio interno de um perfil, é necessário o respetivo punção e matriz.
- Não se pode cunhar sobre uma chapa metálica de 2 mm de espessura.
V. Vantagens e Desvantagens da Conformação por Prensa Brake

Prós
- A prensa dobradeira CNC é fácil de programar e operar.
- A prensa dobradeira CNC pode ser rapidamente configurada de um trabalho para o outro.
- Este é um processo ideal para o trabalho em massa.
- A utilização de ferramentas padrão permite obter formas e contornos complexos.
- Em comparação com uma prensa eléctrica, é de baixo custo e fácil de substituir e adicionar as ferramentas.
- As modernas ferramentas de prensagem estão a tornar-se mais leves e muito simples de instalar para acelerar a velocidade de fabrico.
- A máquina atual pode produzir mais componentes únicos através de sistemas CNC para operar vários designs de software.
- O gráfico 3D no processo de dobragem de metal permite que os trabalhadores visualizem o processo e reorganizem a sequência da máquina quando necessário, em vez de mudarem todas as ferramentas manualmente. No passado, eram os trabalhadores de alta tecnologia que faziam isso.
Contras
- Só pode ser gerado um formulário de cada vez.
- Embora a tecnologia atual utilizada pelas prensas dobradeiras modernas possa produzir uma melhor dobragem, não é económica na situação de trabalho regular e em massa.
- Foram estabelecidos alguns requisitos para a capacidade de operação e depuração de programas por parte dos operadores.
- Quando a quantidade de peça de trabalho é grande e a forma é complexa, o investimento em matrizes é mais elevado.
- A profundidade e o comprimento da dobragem estão limitados ao modelo da máquina e aos parâmetros do processo.
- A precisão é influenciada pelo tratamento térmico, sendo difícil obter uma elevada precisão após o fabrico.
Embora a conformação por prensagem a frio tenha algumas desvantagens, as suas vantagens superam as desvantagens.
VI. FAQs
Qual é a diferença entre a prensagem e a moldagem?
Tanto a prensagem como a conformação são processos de fabrico de metal utilizados para dobrar algumas chapas e outros materiais metálicos nas formas e configurações necessárias. No entanto, existe ainda alguma diferença entre eles:
Princípio e funcionamento
Travagem por prensagem: este processo coloca a chapa metálica entre a matriz inferior fixa e o punção superior e exerce pressão pelo punção superior, fazendo assim com que a chapa se dobre. A prensa dobradeira pode atingir vários ângulos e formas de dobragem de acordo com a forma do punção e da matriz.
Conformação: trata-se de um termo lato que abrange uma série de processos de conformação de metais, incluindo a dobragem, o puncionamento, a bainha, o estiramento, etc. Assim, a travagem por prensagem faz parte do processo de conformação. Na conformação, são utilizadas muitas ferramentas e tecnologias, tais como matrizes, punções, rolos, etc., concebidas para obter as formas e configurações pretendidas.
Utilizações e aplicações
Prensa de travagem: utilizada principalmente para produzir componentes metálicos com curvas simples ou múltiplas, tais como molduras metálicas, armários, prateleiras, etc.
Conformação: mais ampla, como peças de automóvel, contentores de metal, componentes estruturais, etc.
Complexidade
Travagem por pressão: normalmente utilizada em aplicações relativamente simples como a curvatura linear.
Conformação: pode tratar várias formas, desde simples a complexas, como formas tridimensionais intrincadas.
Dispositivo
Travagem por prensagem: utilizar um travão de prensagem especializado.
Conformação: pode utilizar várias máquinas, como máquinas de estampagem, prensas de travagem, máquinas de conformação de rolos, etc.
A prensagem por travagem é uma tecnologia específica de dobragem de metais, enquanto a conformação é um termo lato que abrange muitas tecnologias de conformação de metais.
Qual é a diferença entre laminagem e enformação?
A laminagem é um processo de conformação de metais que envolve a redução da espessura do material metálico, uniformizando a espessura ou conferindo uma propriedade mecânica desejada através de um ou mais pares de rolos.
A conformação é um termo mais amplo, que inclui vários processos de fabrico de metais, como a laminagem. O seu princípio de funcionamento é fazer com que o material se dobre, sem remover quaisquer materiais iniciais.
VII. Conclusão
Desde a evolução histórica até às aplicações modernas, o processo de conformação por prensagem a frio desempenha um papel vital em muitas indústrias, desde a montagem simples (como suportes) até componentes complexos (como conchas e estruturas metálicas).
Quer saber mais sobre a conformação por prensa dobradeira ou procura serviços profissionais de conformação de metais? Não hesite em contactar entrar em contacto connosco. A nossa equipa está aqui para o ajudar e orientar.
Ou pode navegar no nosso sítio Web oficial para ver os pormenores.




