Heute werden wir über die Grundlagen des Abkantpressens sprechen. Okay, tauchen wir ein in die geheimnisvolle Welt der Abkantpresse und erleben wir den Charme der Werkzeugmaschine.
I. Einführung in die Abkantpressenumformung
Was ist eine Abkantpresse?
Die Abkantpresse, auch Abkantpresse genannt, ist eine Werkzeugmaschine zum Biegen von Blechen.
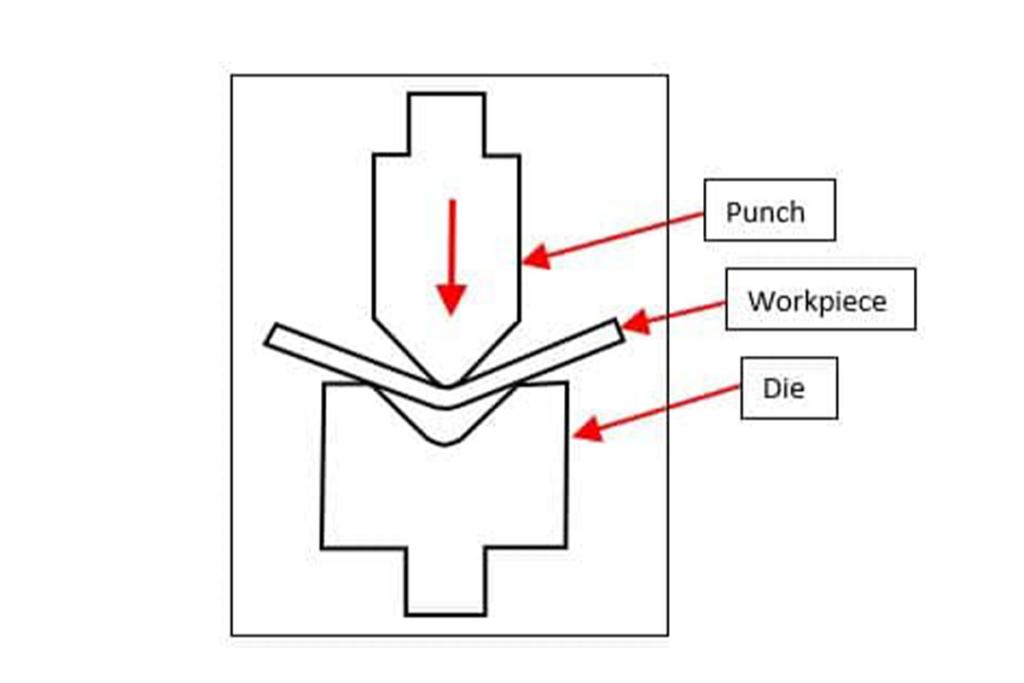
Sie formt die vorgegebene Biegung durch Einspannen des Werkstücks zwischen Stempel und Matrize.
In der Regel bilden die beiden C-förmigen Rahmen die Seite der Abkantpresse und sind mit der Unterseite des Arbeitstisches und der Oberseite des beweglichen Trägers verbunden.
Die Bremse besteht aus einer glatten Fläche zum Auflegen von Materialien und Klemmstangen. Die Stangen senken sich ab und fixieren die Materialien während des Biegevorgangs fest.
Die Spannvorrichtung kann mit den Händen, automatisch oder mit Fußpedalen bedient werden.
Die vordere Tür der Maschine ist mit Scharnieren versehen und kann angehoben werden, wodurch das Material gezwungen wird, sich über die gerade Kante zu biegen und der Platte zu folgen.
Das Arbeitsprinzip der Abkantpresse besteht darin, Metalle mit Hilfe von Stempeln und Matrizen mit vorweggenommenen Winkeln in verschiedene Formen zu biegen und zu verformen.
Was ist das Umformen mit der Abkantpresse?
Das Abkantpressen ist eines der ältesten mechanischen Umformverfahren. Es verwendet die spezialisierte abgestimmt Stempel und Matrizen zu erreichen.
Die Matrize hat in der Regel die Form eines V und eines U, mit denen sich bestimmte Biegewinkel und Radien erzeugen lassen.
Der Stempel ist auf die Matrizen abgestimmt, um sicherzustellen, dass die Bleche gleichmäßig und präzise gebogen werden.
Beim Umformen wird das Werkstück auf die Matrize gelegt, und der Stempel wird nach unten getrieben, um mit den Matrizen zu arbeiten und das Werkstück zum Biegen zu zwingen.
Diese Form und Tiefe wird durch die Konstruktion des Stempels, der Matrize und den ausgeübten Druck bestimmt.
Obwohl das Umformen mit Abkantpressen ein einfaches Konzept zu sein scheint, ist die Einhaltung der Genauigkeit sehr mühsam.
Die Abkantpresse benötigt mehr Testrohlinge und Abfälle.
Wenn das Bauteil einen komplizierten und präzisen Schnitt erfordert, wäre das Biegen oder Herstellen auf der Abkantpresse schwierig.
Der Biegewinkel der Abkantpresse wird durch die Materialveränderung, die Rückpralleigenschaften und die Reibung zwischen Matrize und Platine beim Biegeprozess bestimmt.
Das präzise Biegen hängt mit der Abkantpresse, den Werkzeugen und dem Material des Werkstücks zusammen.
Das Ausmaß des Rückpralls des Materials wird durch die Streckgrenze, die Dehnbarkeit, die Festigkeit, die Lage des Materials usw. beeinflusst.
Das Funktionsprinzip der Abkantpresse beruht auf dem Druck, der auch als Tonnage bezeichnet wird und den Gesamtdruck bestimmt, den der Stempel beim Biegevorgang erzeugt.
Je höher die Tonnage ist, desto dicker ist das Biegematerial - und andersherum.
Mit zunehmender Tonnage kann die Biegelänge die längste Blechbiegelänge sein.
Je nach Anwendung und Dicke/Größe des Materials wird es nur mit verschiedenen Maschinen mit unterschiedlicher Tonnage und Biegelänge richtig hergestellt.
Diese Faktoren sind in der Tat wichtig, da es von Vorteil ist, die Belastungsgrenze der Abkantpresse zu überprüfen - Grenzwerte in Tonnen pro Zoll.
Es ist sehr wichtig, die Belastungsgrenzen und die Leistung der Abkantpresse zu kennen.
Die Ausrüstung könnte durch die falsche Verwendung von Tonnage und Länge beschädigt werden.
Mit der Entwicklung der Technologie hat die moderne Abkantpresse hydraulische, pneumatische oder Servosysteme für den Antrieb des Stempels eingeführt, die eine größere Kraft und höhere Genauigkeit bieten.
Außerdem wird durch den Einsatz von CNC-Technologie die Formgebung der Abkantpresse automatisiert, wodurch komplexe Biegeformen und eine genaue Größenkontrolle erreicht werden.
Historischer Kontext
Das Abkantpressen hat eine über 100-jährige Geschichte, die bis ins frühe 19. Jahrhundert zurückreicht.
Damals unterschied sich die Abkantpresse noch stark von den heutigen Geräten.
Die erste Abkantpresse ist eine so genannte "Gesimsbremse", die hauptsächlich aus maßgefertigten Gusseisenteilen und Eichenholz besteht und zum Biegen von Metallen verwendet wird.
Im Jahr 1882 wurde die erste Abkantpresse patentiert. Diese Maschine benutzte Scheiben, die von Hand bedient wurden, um die eingespannten Bleche zu biegen.
Diese Arbeit ist zweifelsohne arbeitsintensiv. Trotzdem schafft sie eine neue Möglichkeit für die Herstellung von Metallwaren und bietet präzisere und gleichmäßigere Metallteile für industrielle Anwendungen.
Im Laufe der Zeit entwickelte sich die Abkantpresse dank des technologischen Fortschritts schnell weiter; von der manuellen Bedienung über hydraulische Systeme bis hin zu modernen CNC-Systemen wurden Genauigkeit, Effizienz und Funktion der Abkantpresse erheblich verbessert.
Die moderne Abkantpresse kann nicht nur verschiedene Materialien verarbeiten, sondern auch komplexe Biegeformen und verschiedene industrielle Anforderungen erfüllen.
II. Abkantpresse Umformprozess & Diversitätsmerkmale
Umformverfahren mit Abkantpresse
Das Abkantpressen ist ein äußerst flexibles und vielseitiges Metallverarbeitungsverfahren, mit dem verschiedene Formen von Metallteilen hergestellt werden können.
Die Vielfalt des Verfahrens ist vor allem auf die unterschiedlichen Ausführungen der Stempel und Matrizen zurückzuführen.
0-90°LuftkrümmungDies ist die gängigste Biegemethode, die Bleche von 18ga bis 3/8 Zoll bearbeiten kann.
Akutes Biegen: Es wird verwendet, um einen scharfen Biegewinkel zu erzeugen, und wird normalerweise für 14ga oder dünneres Material verwendet.
Kanal und Schwanenhals: Sie werden zur Herstellung spezifischer Konturteile, wie u- und v-förmige Rillen, verwendet.
Glätten und Säumen: Sie werden für die Herstellung von Plätt- und Falzteilen verwendet.
Hutrinne und offene Hutrinne: Sie werden für die Herstellung von Teilen mit bestimmten Querschnitten verwendet.
Offset und M.T. Offset (für Ofenplatten): speziell entwickelt für Anwendungen wie Ofenplatten usw.
Radiusstempel bis 3" Durchmesser: Sie können eine Bogenform mit einem Durchmesser von bis zu 3 Zoll erzeugen.
Urethanfolie bei Bedarf: Sie können verwendet werden, um die Oberfläche des Werkstücks zu schützen.
Würfel abwischen: Sie wird für die Herstellung von Teilen mit komplexen Kurven verwendet.
Prozessmerkmale
Die Fähigkeit, duktiles Material zu formen: Die Abkantpresse ist sehr gut geeignet für die Bearbeitung von Metallen mit guter Duplizität, wie Aluminium, Bronze und weicher Stahl.
Ich brauche ein paar WerkzeugeIm Vergleich zu anderen Umformtechniken erfordert die Abkantpresse in der Regel einen Satz von Stempeln und Matrizen.
Geeignet für die Herstellung kleinerer Teile: Diese Technologie ist ideal für die Herstellung kleiner bis mittelgroßer Teile.
Leistung für lange WerkstückeDie Abkantpresse kann durch einen bestimmten Stempel und eine bestimmte Matrize ein längeres Werkstück herstellen, was bei anderen Umformverfahren schwieriger wäre.
Hohe Automatisierung: Die moderne Abkantpresse ist in der Regel mit CNC-Systemen ausgestattet, die eine hochautomatisierte Produktion ermöglichen.
Schnell und effizient: Abkantpresse ist wirtschaftlich und effizient, weil sie die Zeit für das Einrichten und den Werkzeugwechsel verkürzt.
Starke AnpassungsfähigkeitOb für die Einzel- oder Massenproduktion, die Abkantpressen können leicht gehandhabt werden.
III. Für das Abkantpressen geeignete Werkstoffe
Aluminiumlegierung ist im Vergleich zu anderen Metallen leichter und bequemer und findet breite Anwendung in der Luftfahrt- und Automobilbranche. Aufgrund seiner Plastizität kann es durch Abkantpressen in komplexe dreidimensionale Formen gebracht werden. Die Kanten des Produkts sind glatt und scharf. Auch die dekorative Industrie ist für Aluminiumlegierungen geeignet.
Leichter Stahl wird in der Regel in der Bauindustrie verwendet und ist kostengünstig. Seine erstklassigen Biegeeigenschaften machen ihn zu einem der wichtigsten Materialien in der Biegefertigung. Leichte Stahlerzeugnisse können durch Biegen schnell in verschiedenen Modellen geformt werden.
Rostfreier Stahl ist eines der gebräuchlichsten Materialien für die Abkantpresse. Aufgrund seiner guten Festigkeit, Plastizität und Korrosionsbeständigkeit ist er für die Herstellung und Umformung mit der Abkantpresse geeignet. Die Biegeform des rostfreien Stahls ist nicht wechselseitig beeinflussbar, und die Kante ist glatt, was ihn für Maschinen, Haushaltsgeräte und andere Produkte unentbehrlich macht.
Darüber hinaus gibt es Messing, kaltgewalzter Kohlenstoffstahl, warmgewalzter Kohlenstoffstahl, usw.
IV. Arten der Umformung mit Abkantpressen
Die gebräuchlichsten Arten der Stanzformgebung in der Metallverarbeitung sind das Luftbiegen, das Bodenbiegen und das Prägen.
Air Bending
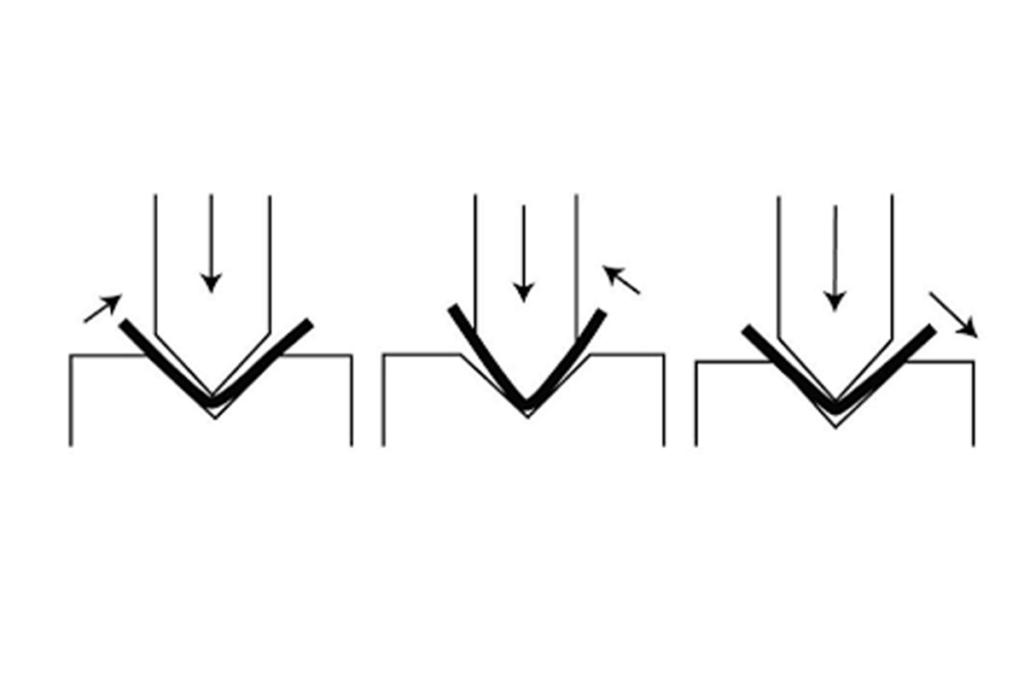
Das Luftbiegen ist das gängigste industrielle Abkantverfahren. Das Luftbiegen beruht auf dem Drei-Punkt-Biegen, d.h. das Blech wird während des Biegevorgangs nur an den drei Punkten mit Auf- und Abwärtswerkzeugen berührt. Aus diesem Grund wird es auch als "Teilbiegen" bezeichnet.
Der Biegewinkel wird durch die Eindringtiefe des Stempels in den v-förmigen Hohlraum bestimmt. Je größer die Eindringtiefe des Stempels ist, desto größer ist der erzielte Anstieg.
Vorteile
- Verwenden Sie weniger Kraft, um eine 90°-Biegung zu erreichen, was auf die Hebelwirkung zurückzuführen ist.
- Das Metall ist weniger mit den Matrizen verbunden, sondern nur mit dem Stempel, der Spitze und der Matrizenschulter.
- Der Abstand zwischen dem Stempel, der sich nach unten zu den Matrizen bewegt, bestimmt den Biegewinkel.
- Die Hubtiefe bestimmt den Biegewinkel, so dass mit einer Reihe von Werkzeugen mehr Biegewinkel erreicht werden können.
- Beim Luftbiegen kann jeder beliebige Umrisswinkel von 30° bis 180° erreicht werden.
- Im Vergleich zu anderen Methoden ist die Geschwindigkeit des Luftbiegens höher.
- Drücken Sie die Spitze des Stempels in die v-förmige Matrize, um die Rückfederung zu steuern, anstatt sich auf die Erhöhung der Biegekraft und den Maschinenstillstand zu verlassen.
- Die erforderliche Kraft ist im Vergleich zu anderen Biegekräften geringer, da eine breitere v-förmige Matrize gewählt werden kann.
- Die Reibung zwischen den Blechen und den Werkzeugen ist relativ gering, wodurch der Abrieb der Werkzeuge reduziert wird.
- Das Luftbiegen ermöglicht den Einsatz von Abkantpressen mit geringer Tonnage.
- Das Luftbiegen ist aufgrund seiner geringen Kosten wirtschaftlicher.
Benachteiligungen
- Die Genauigkeit der Luftbiegung ist geringer als bei anderen Typen. Die Toleranz beträgt ¾ eines Grades (45').
- Der Biegewinkel ist nicht genau. Tatsächlich ist das Ergebnis an der Spitze eine Ellipse.
- Da das Blech nicht nachgibt, ist die Rückfederung höher als bei anderen Typen.
- Wenn sich in der Biegelinie Löcher befinden, werden sie verformt.
Biegen des Bodens
Beim Aufsetzvorgang gelangt der Stempel an den unteren Rand der V-förmigen Matrize und drückt das Blech gegen die V-förmige Matrize.
Diese Art des Biegens ist für präzise Materialien geeignet, da die Genauigkeit höher ist als beim Luftbiegen.
Das untere Blech wird zwischen dem oberen und dem unteren Werkzeug gepresst. Dadurch ist das Innenradium genauer, und das Blech kann bis zu seiner Streckgrenze reichen und nach unten zurückprallen.
Wenn Sie einen Winkel erreichen wollen, müssen Sie ein Werkzeug mit einem etwas schärferen Winkel verwenden. Wenn Sie das Blech loslassen, federt es von selbst zurück.
Unterschiedliche Dicken und Materialien können zu einer unterschiedlich starken Rückfederung führen. Stempel und Matrize müssen den gleichen Winkel haben, um eine gute Biegewirkung zu erzielen.
Der Unterschied zwischen dem Bodenbiegen und dem Prägen liegt in der untrennbaren Verbindung zwischen dem Stempel, der Matrize und den Metallen.
Außerdem wird keine ausreichende Tonnage für das Stanzen und Verdünnen von Metall verwendet.
Vorteile
- Hohe Präzision, geringe Tonnage.
- Hervorragende Biegewiederholbarkeit unter den Bedingungen der Massenproduktion.
- Geringe Rückfederung.
- Wenn sich Löcher in der Biegelinie befinden, werden die Bleche zwischen den Werkzeugen gepresst, da sie nicht wie beim Luftbiegen verformt werden.
- Die Toleranz beträgt etwa ein halbes Grad.
Benachteiligungen
- Da sich der Stempel bereits im V-Boden befindet, ist es unmöglich, den Winkel zu korrigieren, indem man den Stempel nach unten drückt.
- Das Absenken kann nur für 88°- und 90°-Biegungen verwendet werden.
- Werkzeugsätze sind für ein bestimmtes Profil bestimmt.
- Die Ästhetik des Profils ist nicht besonders gut.
Prägung
Münzen prägen bedeutet "Metallmünzen herstellen". Das heißt, jede Münze ist in Form und Größe identisch.
Der Begriff "Prägen" bezieht sich also auf eine Methode zur Erzielung gleicher und genauer Ergebnisse im Biegeprozess.
Das Prägen erfordert die vier- bis fünffache Tonnage wie das Luftbiegen. Daher werden Hochleistungsbremsen und -werkzeuge benötigt.
Beim Stanzvorgang müssen Stempel und Matrize denselben Winkel aufweisen, der für die Kontur erforderlich ist. Für eine 90°-Biegung müssen Sie also einen 90°-Stempel und eine Matrize verwenden und die Rückfederung vergessen.
Die Matrize v ist beim Prägen kleiner als beim Boden- und Luftbiegen und beträgt das Fünffache der Blechdicke.
Während des Prägevorgangs wird das Metall nicht nur gekrümmt. Durch den Aufprall des Stempels und der Matrize wird es dünner.
Die Theorie hinter dem Prägen ist folgende: Mit angemessener Kraft kann Ihr Metall in den gewünschten genauen Winkel gebogen werden. Daher muss das Werkzeug die gleiche Höhe haben wie die von Ihnen benötigte Ebene.
Vorteile
- Konsistentes Ergebnis.
- Sehr enge Toleranz im Winkel (1/4 Grad).
- Möglichkeit zum Biegen von Blechen mit einer großen Toleranz in der Dicke.
- Die Stempelspitze dringt mit hoher Tonnage in das Material ein und eliminiert das Zurückfedern des Blechs.
- Möglichkeit, sehr enge Radien zu erhalten (halbe Blechdicke).
Benachteiligungen
- Abkantpresse, und die Werkzeuge verschleißen schnell.
- Bleche sehen nach dem Biegen nicht gut aus.
- Für jeden Winkel und Innenradius eines Profils benötigen Sie den entsprechenden Stempel und die Matrize.
- Sie können nicht über 2 mm dickes Blech münzen.
V. Vorteile und Nachteile der Abkantpressenumformung

Profis
- Die CNC-Abkantpresse ist einfach zu programmieren und zu bedienen.
- Die CNC-Abkantpresse kann schnell von einem Auftrag zum nächsten umgerüstet werden.
- Dies ist ein ideales Verfahren für die Massenbearbeitung.
- Mit Standardwerkzeugen lassen sich komplexe Formen und Umrisse erzielen.
- Im Vergleich zu einer Motorpresse ist sie kostengünstig und die Werkzeuge können leicht ausgetauscht und ergänzt werden.
- Die modernen Abkantwerkzeuge werden immer leichter und sind sehr einfach zu installieren, um die Fertigungsgeschwindigkeit zu erhöhen.
- Die aktuelle Maschine kann mehr einzigartige Komponenten durch CNC-Systeme produzieren, um verschiedene Software-Designs zu betreiben.
- Die 3D-Grafik im Metallbiegeprozess ermöglicht es den Arbeitern, den Prozess zu visualisieren und die Maschinenreihenfolge bei Bedarf umzustellen, anstatt alle Werkzeuge manuell zu wechseln. In der Vergangenheit waren es High-Tech-Arbeiter, die das taten.
Nachteile
- Es kann jeweils nur ein Formular erstellt werden.
- Obwohl die derzeitige Technologie moderner Abkantpressen eine bessere Biegung ermöglicht, ist sie in der Masse und bei regelmäßigem Einsatz nicht wirtschaftlich.
- Es wurden einige Anforderungen an die Fähigkeit der Bediener zur Bedienung und zur Fehlerbehebung gestellt.
- Wenn die Menge des Werkstücks groß ist und die Form kompliziert ist, ist die Investition für die Werkzeuge höher.
- Biegetiefe und -länge sind auf das Maschinenmodell und die Prozessparameter beschränkt.
- Die Präzision wird durch die Wärmebehandlung beeinflusst, und eine hohe Genauigkeit ist nach der Herstellung schwer zu erreichen.
Obwohl das Abkantpressen einige Nachteile hat, überwiegen die Vorteile die Nachteile.
VI. FAQs
Was ist der Unterschied zwischen Abkantpressen und Umformen?
Sowohl das Abkantpressen als auch das Umformen sind Metallverarbeitungsverfahren, mit denen Bleche und andere metallische Werkstoffe in die gewünschten Formen und Einstellungen gebogen werden. Es gibt jedoch noch einige Unterschiede zwischen ihnen:
Prinzip und Funktionsweise
Abkantpresse: Bei diesem Verfahren wird das Blech zwischen die feste untere Matrize und den oberen Stempel geklemmt und der obere Stempel übt Druck aus, wodurch das Blech gebogen wird. Die Abkantpresse kann je nach Form des Stempels und der Matrize viele Biegewinkel und Formen erreichen.
Umformung: Dies ist ein weit gefasster Begriff, der eine Reihe von Metallumformungsprozessen umfasst, darunter Biegen, Stanzen, Säumen, Strecken und so weiter. Das Abkantpressen ist also ein Teil des Umformprozesses. Bei der Umformung kommen zahlreiche Werkzeuge und Technologien zum Einsatz, wie z. B. Matrizen, Stempel, Walzen usw., um die gewünschten Formen und Einstellungen zu erreichen.
Anwendungen und Einsatzmöglichkeiten
Abkantpressen: hauptsächlich zur Herstellung von Metallteilen mit einfacher oder mehrfacher Biegung, wie z. B. Metallrahmen, Schränke, Regale usw.
Umformung: in größerem Umfang, z. B. bei Autoteilen, Metallbehältern, Bauelementen usw.
Komplexität
Abkantpressen: wird in der Regel bei relativ einfachen Anwendungen wie linearen Biegungen eingesetzt.
Formgebung: Es können verschiedene Formen bearbeitet werden, von einfachen bis hin zu komplexen, z. B. komplizierten dreidimensionalen Formen.
Gerät
Abkantpressen: Verwenden Sie eine spezielle Abkantpresse.
Umformung: Es können mehrere Maschinen eingesetzt werden, z. B. Stanzmaschinen, Abkantpressen, Rollformmaschinen usw.
Abkantpressen ist eine spezifische Biegetechnik, während Umformen ein weit gefasster Begriff ist, der viele Umformtechniken umfasst.
Was ist der Unterschied zwischen Walzen und Umformen?
Walzen ist ein Metallumformungsprozess, bei dem Metallmaterial durch ein oder mehrere Walzenpaare in der Dicke reduziert wird, die Dicke gleichmäßig gemacht wird oder eine gewünschte mechanische Eigenschaft verliehen wird.
Umformung ist ein weiter gefasster Begriff, der verschiedene Metallverarbeitungsverfahren wie z. B. das Walzen umfasst. Das Arbeitsprinzip besteht darin, das Material zu biegen, ohne dass das Ausgangsmaterial entfernt wird.
VII. Schlussfolgerung
Von der historischen Entwicklung bis hin zu modernen Anwendungen spielt das Abkantpressen in vielen Branchen eine wichtige Rolle, von der einfachen Montage (z. B. Klammern) bis hin zu komplexen Bauteilen (z. B. Metallgehäuse und Strukturen).
Möchten Sie mehr über das Umformen von Abkantpressen erfahren oder suchen Sie nach professionellen Umformdienstleistungen? Zögern Sie nicht Nehmen Sie Kontakt mit uns auf. Unser Team ist hier, um Ihnen zu helfen und Sie anzuleiten.
Oder Sie können Besuchen Sie unsere offizielle Website um die Details zu sehen.




