Aujourd'hui, nous allons aborder les bases du formage à la presse plieuse. Plongeons dans le monde mystérieux de la presse plieuse et découvrons les charmes de cette machine-outil.
I. Introduction au formage par presse plieuse
Qu'est-ce qu'une presse plieuse ?
Le presse plieuseégalement appelée presse à plier, est une machine-outil utilisée pour plier des feuilles de métal.
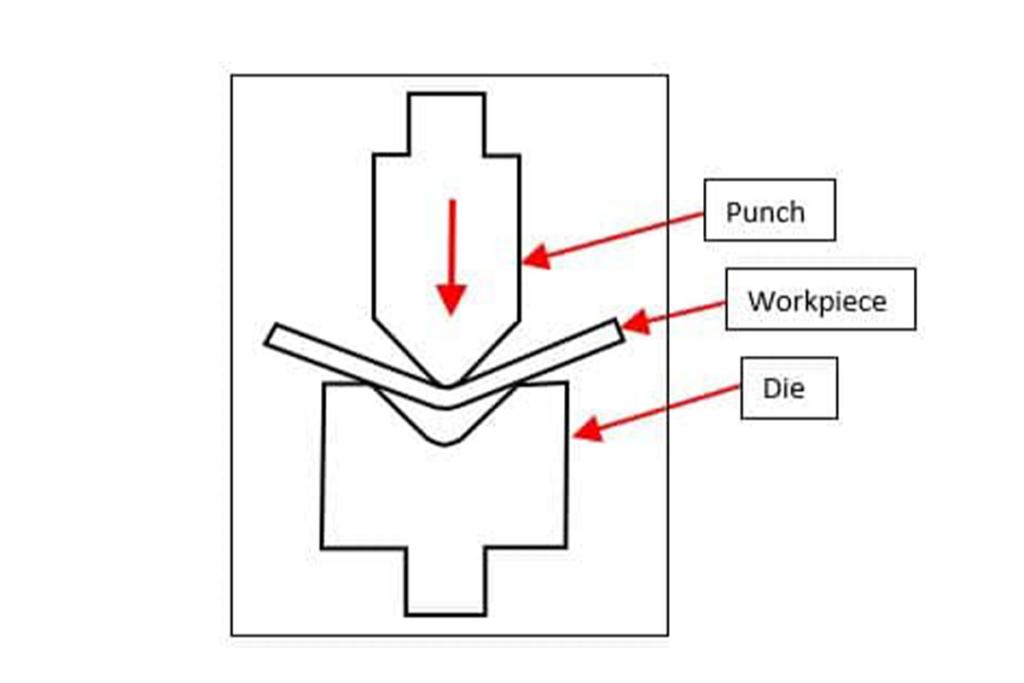
Il forme le pliage prédéfini en serrant la pièce entre le poinçon et la matrice.
En général, les deux cadres en forme de C forment le côté de la presse plieuse et sont reliés à la partie inférieure de l'établi et à la partie supérieure de la poutre mobile.
Le frein est composé d'une surface lisse pour poser les matériaux et de tiges de serrage. Les tiges descendent et fixent fermement les matériaux pendant le processus de pliage.
L'action de serrage peut être actionnée par les mains, l'automatisation ou des pédales.
Le panneau de la porte avant de la machine est articulé et peut être relevé, ce qui oblige le matériau à se pencher sur le bord droit pour suivre le panneau.
Le principe de fonctionnement de la presse plieuse consiste à utiliser le poinçon et les matrices à angles anticipés pour plier les métaux en différentes formes.
Qu'est-ce que le formage par presse plieuse ?
Le formage par presse plieuse est l'un des plus anciens procédés de déformation mécanique. Il utilise des poinçons et des matrices spécialisés pour réaliser...
La matrice est généralement conçue en forme de v et de u, qui peuvent être utilisés pour produire des angles de pliage et du radium spécifiques.
Le poinçon est associé à des matrices qui garantissent que les tôles sont pliées de manière régulière et précise.
Dans le processus de formage, la pièce est placée sur la matrice, et le poinçon est poussé vers le bas pour travailler avec les matrices, forçant la pièce à se plier.
Cette forme et cette profondeur sont déterminées par la conception du poinçon, de la matrice et de la pression exercée.
Bien que le formage par presse plieuse semble être un concept simple, il est très difficile de maintenir la précision.
Le formage à la presse plieuse nécessite davantage d'ébauches de test et de déchets.
Si le composant nécessite une coupe complexe et précise, il serait difficile de le plier ou de le produire sur la presse plieuse.
L'angle de pliage de la presse plieuse est déterminé par le changement de matériau, les caractéristiques de rebond et le frottement entre la matrice et les flans lors du processus de pliage.
La précision du pliage dépend de la presse plieuse, de l'outillage et du matériau de la pièce.
L'ampleur du rebond du matériau est influencée par la limite d'élasticité, la ductilité, la solidité, la situation du matériau, etc.
Le principe de fonctionnement de la presse plieuse repose sur la pression, également appelée tonnage, qui détermine la pression totale produite par le poinçon lors du processus de pliage.
Plus le tonnage est élevé, plus le matériau de cintrage est épais, et inversement.
Avec l'augmentation du tonnage, la longueur de pliage peut être la plus grande longueur de pliage de tôle.
En fonction de l'application et de l'épaisseur/taille du matériau, il ne peut être produit correctement que par différentes machines ayant un tonnage et des longueurs de cintrage différents.
En effet, ces facteurs sont importants car il est bénéfique de vérifier la limite de charge de la presse plieuse--- Limites en tonnes par pouce.
Il est très important de connaître les limites de chargement et la puissance de la presse plieuse.
L'équipement pourrait être endommagé en raison d'une mauvaise utilisation du tonnage et de la longueur.
Avec le développement de la technologie, la presse plieuse moderne a adopté des systèmes hydrauliques, pneumatiques ou servo pour entraîner le poinçon, offrant ainsi une force plus puissante et une plus grande précision.
En outre, l'apport de la technologie CNC rend le formage de la presse plieuse plus automatique, ce qui permet d'obtenir des formes de pliage complexes et un contrôle précis des dimensions.
Contexte historique
Le formage par presse plieuse a une histoire de plus de 100 ans, qui remonte au début du 19e siècle.
À l'époque, la presse plieuse était très différente de l'équipement moderne.
La première presse plieuse est appelée "presse plieuse à corniche". Elle est principalement constituée de pièces en fonte et en chêne fabriquées sur mesure et sert à plier les métaux.
En 1882, la première presse plieuse a été protégée par un brevet. Cette machine utilisait des tranches actionnées à la main pour forcer le pliage des tôles serrées.
Il s'agit sans aucun doute d'un travail à forte intensité de main-d'œuvre. Malgré cela, il crée une nouvelle possibilité pour la fabrication de produits métalliques et permet d'obtenir des pièces métalliques plus précises et plus cohérentes dans les applications industrielles.
Au fil du temps, les progrès technologiques ont permis à la presse plieuse de se développer rapidement ; de l'opération manuelle aux systèmes hydrauliques et aux systèmes CNC modernes, la précision, l'efficacité et la fonction de la presse plieuse se sont toutes améliorées de manière significative.
La presse plieuse moderne peut non seulement traiter différents matériaux, mais aussi réaliser des formes de pliage complexes et répondre à divers besoins de l'industrie.
II. Processus de formage à la presse plieuse et caractéristiques de la diversité
Processus de formage à la presse plieuse
Le processus de formage par presse plieuse est une méthode de fabrication métallique très flexible et polyvalente qui permet de produire différentes formes de pièces métalliques.
La diversité du processus est principalement attribuée aux différents modèles de poinçons et de matrices.
0-90° cintrage de l'airLe pliage : c'est le mode de pliage le plus courant, qui permet de traiter des tôles de 18ga à 3/8 de pouce.
Flexion aiguëIl est utilisé pour générer un angle de pliage prononcé et est généralement utilisé pour les matériaux plus fins de 14ga ou plus.
Canal et col de cygneIls sont utilisés pour produire des pièces de contour spécifiques, comme des rainures en forme de U ou de V.
Aplatir et ourlerIls sont utilisés pour générer des pièces d'aplatissement et d'ourlet.
Canal à chapeau et canal à chapeau ouvertIls sont utilisés pour produire des pièces de section spécifique.
Décalage et décalage M.T. (pour les panneaux de four): spécialement conçu pour des applications telles que les panneaux de four, etc.
Poinçons de rayon jusqu'à 3" de diamètreIls peuvent produire un arc de cercle d'un diamètre allant jusqu'à 3 pouces.
Film d'uréthane si nécessaireIls peuvent être utilisés pour protéger la surface de la pièce à usiner.
Essuyer la matriceIl est utilisé pour produire des pièces aux courbes complexes.
Caractéristiques du processus
Capacité à former des matériaux ductiles : la presse plieuse convient parfaitement au traitement des métaux présentant une bonne duplicité, tels que l'aluminium, le bronze et l'acier doux.
Besoin de quelques outilsPar rapport à d'autres technologies de formage des métaux, le formage par presse plieuse nécessite généralement un ensemble de poinçons et de matrices.
Adapté à la production de pièces plus petitesCette technologie est idéale pour la fabrication de pièces de petite et moyenne taille.
Sortie pour pièce longuela presse plieuse peut produire une pièce plus longue à l'aide d'un poinçon et d'une matrice spécifiques, ce qui serait plus difficile avec d'autres méthodes de formage.
Haute automatisation : la presse plieuse moderne est généralement équipée de systèmes CNC, ce qui permet une production hautement automatisée.
Rapide et efficace : La presse plieuse est économique et efficace car elle permet de réduire le temps de réglage et de remplacement des outils.
Forte capacité d'adaptationLe formage par presse plieuse est facile à réaliser, qu'il s'agisse d'une production unique ou d'une production de masse.
III. Matériaux adaptés au formage par presse plieuse
Alliage d'aluminium est plus léger et plus pratique que d'autres métaux, ce qui lui vaut d'être largement utilisé dans les secteurs de l'aviation et de l'automobile. Grâce à sa plasticité, il peut prendre des formes tridimensionnelles complexes à l'aide d'une presse plieuse. Le bord du produit est lisse et tranchant. L'alliage d'aluminium convient également aux industries décoratives.
Acier léger est généralement largement utilisé dans le domaine des structures de construction et est peu coûteux. Ses excellentes performances en matière de cintrage en font l'un des principaux matériaux utilisés dans la fabrication de cintrage. Les produits en acier léger peuvent être rapidement façonnés en différents modèles par pliage.
Acier inoxydable est l'un des matériaux couramment utilisés pour le formage par presse plieuse. En raison de sa résistance, de sa plasticité et de sa résistance à la corrosion, il convient à la fabrication et au formage par la presse plieuse. La forme de pliage de l'acier inoxydable n'est pas influencée mutuellement et le bord est lisse, ce qui le rend indispensable pour les machines, les appareils électroménagers et d'autres produits.
En outre, il existe laiton, acier au carbone laminé à froid, acier au carbone laminé à chaud, etc.
IV. Types de formage à la presse plieuse
Les types d'emboutissage les plus courants dans la fabrication des métaux sont le cintrage à l'air, le cintrage au fond et l'emboutissage à l'emporte-pièce.
Cintrage de l'air
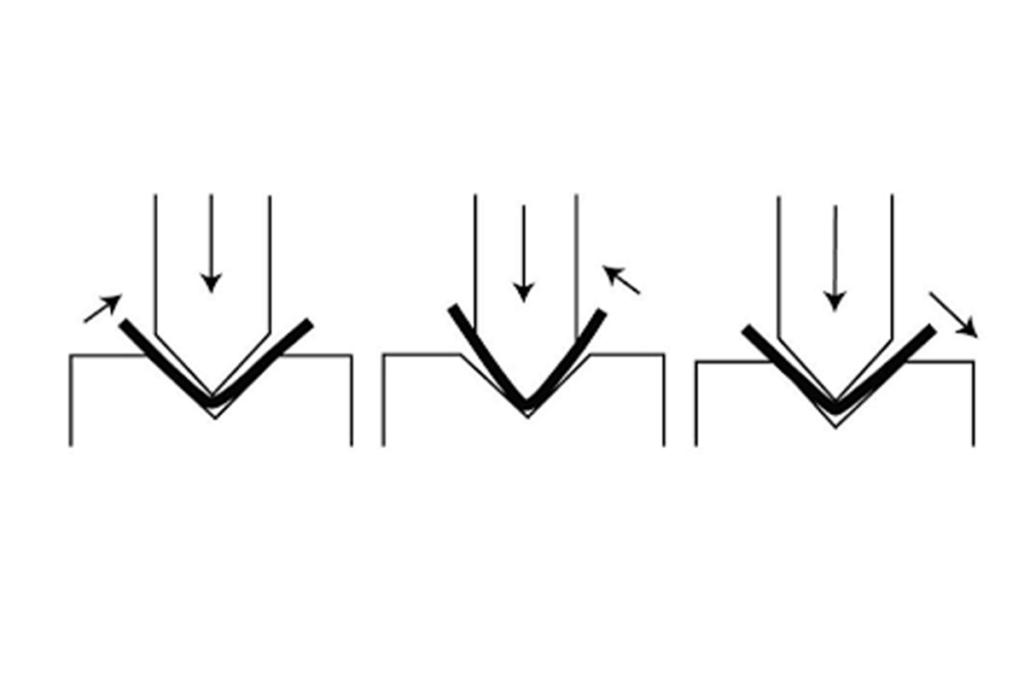
Le pliage pneumatique est le procédé industriel de formage de la presse plieuse le plus courant. Le cintrage pneumatique repose sur le cintrage en trois points, c'est-à-dire que la tôle n'est touchée que par des outils de haut en bas sur les trois points pendant le processus de cintrage. C'est la raison pour laquelle il est appelé "pliage partiel".
L'angle de flexion est déterminé par la profondeur du poinçon pénétrant dans la cavité en forme de V. Plus la pénétration du poinçon est importante, plus l'élévation obtenue est grande. Plus la pénétration du poinçon est grande, plus l'élévation obtenue est importante.
Avantages
- Il faut moins de puissance pour obtenir une flexion de 90°, ce qui contribue à l'effet de levier.
- Le métal est moins lié aux matrices, seulement au niveau du poinçon, de la pointe et de l'épaulement de la matrice.
- La distance entre le poinçon descendant vers les matrices détermine l'angle de pliage.
- La profondeur de la course détermine l'angle de cintrage, de sorte que l'utilisation d'un ensemble d'outils permet d'obtenir davantage d'angles de cintrage.
- Le cintrage pneumatique permet d'obtenir n'importe quel angle de contour allant de 30° à 180°.
- Par rapport à d'autres méthodes, la vitesse de cintrage de l'air est plus rapide.
- Poussez la pointe du poinçon dans la matrice en forme de V pour gérer le retour élastique, plutôt que de compter sur l'augmentation de la force de flexion et la mise en veille de la machine.
- La force requise est moindre par rapport à d'autres forces de flexion car elle permet de choisir une matrice en forme de V plus large.
- Le frottement entre les tôles et les outils est relativement faible, ce qui réduit l'abrasion des outils.
- Le cintrage pneumatique permet d'utiliser des presses plieuses à faible tonnage.
- Le cintrage pneumatique est plus économique en raison de son faible coût.
Inconvénients
- La précision du cintrage pneumatique est inférieure à celle des autres types de cintrage. La tolérance est de ¾ de degré (45').
- L'angle de courbure n'est pas précis. En fait, le résultat sur la pointe est une ellipse.
- En raison de l'absence de déformation de la tôle, le retour élastique est plus important que pour les autres types.
- S'il y a des trous dans la ligne de pliage, ils seront déformés.
Pliage du fond
Dans le processus de fond, le poinçon arrive au fond de la matrice en V et pousse la tôle contre la matrice en V.
Ce type de cintrage convient aux matériaux précis car sa précision est supérieure à celle du cintrage à l'air.
La tôle inférieure est pressée entre les matrices supérieure et inférieure. Le radium interne est donc plus précis et la tôle peut atteindre sa limite d'élasticité et rebondir plus bas.
Si vous voulez acquérir un angle, vous devez utiliser un outil avec un angle légèrement plus aigu. En cas de relâchement de la tôle, celle-ci reviendra naturellement en arrière.
Des épaisseurs et des matériaux différents peuvent entraîner un retour élastique plus ou moins important. Le poinçon et la matrice doivent avoir le même angle pour obtenir de bons effets de cintrage.
La différence entre le pliage du fond et le monnayage réside dans le contact ininterrompu entre le poinçon, la matrice et les métaux.
De plus, le tonnage utilisé pour l'emboutissage et la dilution du métal n'est pas suffisant.
Avantages
- Haute précision, faible tonnage.
- Excellente répétabilité du pliage dans le cadre d'une production de masse.
- Faible retour élastique.
- Si des trous se trouvent dans la ligne de cintrage, les tôles seront pressées entre les outils car elles ne seront pas déformées comme dans le cas du cintrage à l'air.
- La tolérance est d'environ un demi-degré.
Inconvénients
- Comme le poinçon est déjà dans le fond du v, il sera impossible de corriger l'angle en poussant le poinçon vers le bas.
- Le basculement ne peut être utilisé que pour les cintrages de 88° et 90°.
- Les jeux d'outils sont dédiés à un profil spécifique.
- L'esthétique du profil n'est pas excellente.
Monnaie
Le monnayage consiste à "créer des pièces métalliques". C'est-à-dire que chaque pièce est identique dans sa forme et sa taille.
Le monnayage désigne donc une méthode permettant d'obtenir des résultats identiques et précis dans le processus de pliage.
Le monnayage nécessite quatre à cinq fois le tonnage nécessaire au cintrage à l'air. Il faut donc des freins et des outils robustes.
Dans le processus de poinçonnage, le poinçon et les matrices doivent avoir le même angle que celui requis par le contour. Ainsi, pour un pliage à 90°, il faut utiliser un poinçon et une matrice à 90° et oublier le retour élastique.
La matrice v est plus petite pour le monnayage que pour le fondage et le cintrage à l'air et son épaisseur est cinq fois supérieure à celle de la tôle.
Au cours du processus de frappe, le métal n'est pas seulement courbé. Il s'amincit sous l'effet de l'impact du poinçon et de la matrice.
La théorie qui sous-tend l'impression est la suivante : avec une force adéquate, votre métal peut être plié à l'angle précis que vous souhaitez. L'outillage doit donc être au même niveau que celui dont vous avez besoin.
Avantages
- Résultat cohérent.
- Tolérance très étroite dans l'angle (1/4 de degré).
- Possibilité de plier des tôles avec une grande tolérance dans l'épaisseur.
- La pointe du poinçon pénètre dans le matériau avec un tonnage élevé et élimine le retour élastique de la tôle.
- Possibilité d'obtenir des rayons très serrés (la moitié de l'épaisseur de la tôle).
Inconvénients
- Le frein à main s'use rapidement.
- La tôle n'a pas fière allure après avoir été pliée.
- Pour tout angle et rayon interne d'un profilé, vous avez besoin du poinçon et de la matrice correspondants.
- Il est impossible de frapper une pièce de monnaie sur une tôle de 2 mm d'épaisseur.
V. Avantages et inconvénients du formage à la presse plieuse

Pour
- La presse plieuse CNC est facile à programmer et à utiliser.
- La presse plieuse CNC peut être réglée rapidement d'un travail à l'autre.
- Il s'agit d'un processus idéal pour le travail de masse.
- L'utilisation d'outils standard permet d'obtenir des formes et des contours complexes.
- Par rapport à une presse électrique, elle est peu coûteuse et facile à remplacer et à ajouter des outils.
- Les outils de presse plieuse modernes sont de plus en plus légers et très simples à installer pour accélérer la vitesse de fabrication.
- La machine actuelle peut produire davantage de composants uniques grâce à des systèmes CNC permettant d'exploiter diverses conceptions logicielles.
- Le graphique en 3D dans le processus de pliage du métal permet aux travailleurs de visualiser le processus et de réorganiser la séquence de la machine si nécessaire, au lieu de changer tous les outils manuellement. Dans le passé, c'étaient les travailleurs de la haute technologie qui s'en chargeaient.
Cons
- Un seul formulaire peut être généré à la fois.
- Bien que la technologie actuelle utilisée par les presses plieuses modernes permette d'obtenir un meilleur pliage, elle n'est pas économique dans le cadre d'un travail de masse et régulier.
- Certaines exigences ont été formulées en ce qui concerne la capacité des opérateurs à opérer et à déboguer les programmes.
- Lorsque la quantité de pièces à usiner est importante et que la forme est complexe, l'investissement dans les matrices est plus élevé.
- La profondeur et la longueur de pliage sont limitées au modèle de machine et aux paramètres du processus.
- La précision est influencée par le traitement thermique, et il est difficile d'obtenir une grande précision après la fabrication.
Bien que le formage par presse plieuse présente certains inconvénients, ses avantages l'emportent sur ses inconvénients.
VI. Foire aux questions (FAQ)
Quelle est la différence entre le freinage à la presse et le formage ?
Le pressage-freinage et le formage sont tous deux des procédés de fabrication des métaux utilisés pour plier certaines tôles et d'autres matériaux métalliques dans les formes et configurations requises. Il existe toutefois des différences entre ces deux procédés :
Principe et fonctionnement
La presse plieuse : ce procédé consiste à placer la tôle entre la matrice inférieure fixe et le poinçon supérieur et à exercer une pression par le poinçon supérieur, ce qui fait plier la tôle. La presse plieuse peut réaliser de nombreux angles et formes de pliage en fonction de la forme du poinçon et de la matrice.
Formage : il s'agit d'un terme général qui couvre une série de processus de formage des métaux, notamment le pliage, le poinçonnage, l'ourlet, l'étirement, etc. Le freinage par pression fait donc partie du processus de formage. De nombreux outils et technologies sont utilisés dans le formage, tels que des matrices, des poinçons, des rouleaux, etc., conçus pour obtenir les formes et les paramètres requis.
Utilisations et applications
Pressage-freinage : principalement utilisé pour produire des pièces métalliques avec un ou plusieurs coudes, telles que des cadres métalliques, des armoires, des étagères, etc.
Formage : plus répandu, comme les pièces automobiles, les conteneurs métalliques, les composants structurels, etc.
Complexité
Freinage par pression : généralement utilisé dans des applications relativement simples telles que le pliage linéaire.
Formage : il peut traiter différentes formes, des plus simples aux plus complexes, comme des formes tridimensionnelles complexes.
Dispositif
Pressage : utilisation d'une presse plieuse spécialisée.
Formage : peut utiliser plusieurs machines, telles que des machines d'emboutissage, des presses plieuses, des machines de formage à rouleaux, etc.
Le freinage par pression est une technologie spécifique de pliage des métaux, tandis que le formage est un terme général qui recouvre de nombreuses technologies de formage des métaux.
Quelle est la différence entre le laminage et le formage ?
Le laminage est un procédé de formage des métaux qui consiste à réduire l'épaisseur d'une pièce métallique, à la rendre uniforme ou à lui conférer une propriété mécanique souhaitée au moyen d'une ou de plusieurs paires de cylindres.
Le terme "formage" est plus large et englobe divers procédés de fabrication des métaux, tels que le laminage. Son principe de fonctionnement consiste à faire plier le matériau sans enlever de matière initiale.
VII. Conclusion
De l'évolution historique aux applications modernes, le processus de formage de la presse plieuse joue un rôle essentiel dans de nombreuses industries, allant de l'assemblage simple (comme les supports) aux composants complexes (comme la coque et la structure métalliques).
Vous souhaitez en savoir plus sur le formage par presse plieuse ou vous recherchez des services professionnels de formage des métaux ? N'hésitez pas à contacter nous contacter. Notre équipe est là pour vous aider et vous guider.
Ou vous pouvez consulter notre site officiel pour voir les détails.




