I. Введение в инструментальную оснастку листогибочного пресса
Определение и основная функция
Оснастка листогибочного пресса - это инструмент, используемый листогибочным прессом для формования и изготовления листов.
Оснастка состоит из пуансона и пресс-формы, которые взаимодействуют друг с другом и используются для пробивки, формовки и разделения металлических листов. Форма, используемая для формовки, имеет полость, а форма, используемая для разделения, имеет режущую кромку.
По сути, под листогибочной оснасткой понимается специализированный инструмент, используемый для листогибочный пресс, который под давлением листогибочного пресса превращает заготовки в детали определенных форм и размеров.
Для начинающих необходимо владеть базовыми знаниями, такими как взаимодействие пуансона и матрицы станка с металлическими листами.
В этом процессе один металлический лист скользит между двумя инструментами: верхний инструмент (пуансон) опускается на нижний (матрица) для гибки деталей.
Важность в процессе гибки металла
Определение формы гиба и точности размеров: по форме и размерам оснастки можно непосредственно определить формы гиба, такие как угол, радиус кривизны и т.д., что имеет значение для качества продукции.
Контроль процесса гибки: оснастка позволяет фиксировать металлический лист в определенном месте и контролировать его деформацию под давлением для обеспечения последовательности гибки.
Повышение эффективности производства: благодаря быстросменной оснастке переключение оснастки для различных изделий может быть завершено за миллисекунды, что значительно сокращает период переключения.
Увеличение срока службы: оснастка из абразивного материала и с обработанной поверхностью имеет в несколько раз больший срок службы.
Снижение себестоимости продукции: использование точной оснастки позволяет повысить производительность и снизить количество отходов, вызванных расходом оснастки.
Достижение конкретных требований: благодаря технологии ЧПУ оснастка может быть согнута в любую форму и соответствовать определенным условиям изготовления изделия.
II. Компоненты оснастки листогибочного пресса
Верхний пуансон и нижний штамп: они являются ключевыми компонентами, определяющими форму изгиба заготовки, которые устанавливаются на верхнюю и нижнюю прижимные штанги для управления деформацией зоны изгиба металлического листа.
Обувь для умирания: эти платформы поддерживают и размещают верхний пуансон и нижний штамп. Они соединены с пуансоном листогибочного пресса для быстрого переключения оснастки.
Инструмент для помощи при изгибе: Чтобы помочь операторам быстро и легко завершить гибочные работы, иногда используются вспомогательные инструменты, такие как угломеры и позиционирующие блоки.
Система быстрой замены: Многие современные листогибочные прессы оснащены быстросменными системами, позволяющими операторам быстро заменять верхний пуансон и нижний штамп для адаптации к различным задачам гибки.
Штифты локатора: они используются для точного позиционирования и фиксации заготовки в штампе в процессе гибки. Очень важно правильно расположить локатор.
Протекторы штампов: Установите на обод штампа протекторы, которые позволяют защитить острый угол заготовки и продлить срок службы штампа.
Штампованные гнезда: соединяют гнезда матрицы с интерфейсом пуансона, что обеспечивает быструю установку и снятие матрицы.
Системы смазки: равномерно распределять смазку по радиусу пресс-формы для уменьшения абразивности и пригара заготовки.
Штамповочные колодки/блоки: Они используются для поддержки штифтов и помогают создавать наборы инструментов. Жесткость имеет большое значение.
Проставки: контролировать глубину изгиба, поддерживая постоянное расстояние между изгибаемыми поверхностями.
Сугробы: они используются для удаления изгибаемых компонентов, а также могут применяться при настройке.
III. Распространенные штампы, используемые в оснастке листогибочных прессов
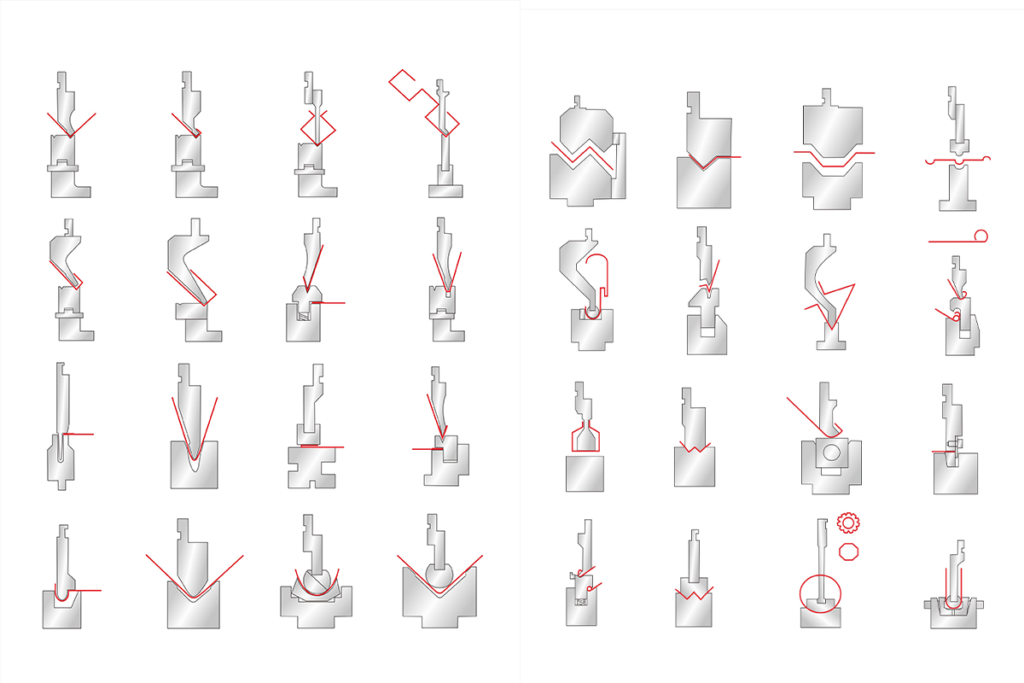
Штамп качающегося типа: этот тип штампа, качалка, изгибает металл посредством скольжения вверх и вниз по металлическим листам.
Штампы с гусеницами: штамп с гуськом имеет характерную форму, напоминающую гусек. Они предназначены главным образом для удаления выступающих кромок или фланцев на заготовках, что делает их идеальным выбором для гибки профилей с глубокими коробками или высокими фланцами.
V штамп: v-образный штамп - наиболее распространенный тип штампа, имеющий фигурный паз. Он используется для создания v-образной гибки заготовки. Ширина и глубина v-образной канавки определяют конечный угол гибки и радиус.
Остроугольный штамп: они используются для формирования острых, тупых или прямых углов изгиба. Специальная конструкция канавки штампа позволяет регулировать угол изгиба, обеспечивая конечную точность изделия.
Шлифовальные штампы: Штамп для заделки швов - это специальный инструмент для формирования швов на листах и трубах. Они имеют первостепенное значение для соединения двух металлических листов, особенно в таких областях применения, как системы трубопроводов или металлические контейнеры.
Комбинированный штамп: объединять в одном штампе формы и функции нескольких штампов, например, гибка и обработка канавок.
Хемминг умирает: преобразование плоских кромок заготовки в круглые и шовные формы для чистовой обработки.
Бисерные штампы: они используются для создания круглых и полукруглых выступающих граней.
Нарисованные штампы: с помощью трубчатых лент для вытяжки и придания заготовке формы оболочки.
Вырубной штамп: пробивают отверстие на заготовке в процессе гибки.
Штриховые штампы: Они подходят для применения в системах, требующих освобождения припусков на изгиб по криволинейным кромкам.
Клинчевые штампы: соединение отдельных металлических деталей путем пробивания одной через другую во время сгиба.
U-образный штамп: угол изгиба находится в диапазоне 90°-180°.
IV. Прочность и материал инструментальной оснастки
Эффективность и срок службы оснастки листогибочного пресса имеют внутреннюю связь с прочностью и материалом оснастки.
Состав и обработка оснастки имеют первостепенное значение, поскольку в процессе гибки на нее оказывается огромное давление и абразив.
Важность высокой прочности и абразивности
Оснастка листогибочного пресса выдерживает жесткое давление во время работы.
Высокая интенсивность гарантирует, что инструменты смогут обеспечить давление без деформации и разрушения.
Кроме того, абразивостойкость имеет большое значение, поскольку определяет срок службы инструмента. Абразивостойкий инструмент может долго сохранять свою форму и функциональность, обеспечивать стабильные результаты гибки и снижать требования к регулярной замене.
Закаленная оснастка
Одним из методов повышения жесткости и долговечности листогибочного пресса является упрочнение оснастки.
Популярность конкретного материала обусловлена его первоначальной жесткостью и способностью к дальнейшему упрочнению. Например:
Хромомолибденовая сталь: этот сплав известен своей вязкостью и износостойкостью, что позволяет достичь баланса между интенсивностью и долговечностью листогибочного пресса, обеспечивая способность инструмента выдерживать тяжелые операции гибки без преждевременного износа.
Сталь Ясуки: сталь Ясуки - это высококачественная сталь, обычно используемая для изготовления специализированных инструментов и известная своей превосходной жесткостью и абразивностью. Ее компоненты способны сохранять острую кромку, что делает ее идеальным выбором для выполнения точных и гибочных работ.
Термоупрочненная оснастка
Отпуск или термообработка - это процесс повышения свойств металлических инструментов.
Подвергая металл контролируемым циклам нагрева и охлаждения, можно изменить его молекулярную структуру, улучшив его свойства. Например:
Углеродистая сталь: после термической обработки углеродистая сталь обладает повышенной прочностью и износостойкостью. В процессе термообработки улучшается зерновая структура стали, что делает ее более прочной и долговечной. Инструменты из углеродистой стали закалены и устойчивы к сколам и деформациям, что обеспечивает более длительный срок службы инструмента и стабильность результатов гибки.
V. Обработка и установка оснастки
Эффективность работы листогибочного пресса зависит от качества инструмента, а также от того, как он обработан и установлен.
Правильное обращение и установка позволяют сохранить наилучшую производительность, снизить износ и продлить срок службы инструмента.
Ниже представлены незначительные различия в обращении и установке оснастки:
Важность геометрии инструментальной оснастки
Геометрия оснастки листогибочного пресса разрабатывается сложным образом для достижения результатов гибки.
Форма, угол и размер каждой оснастки имеют большое значение для обеспечения точности процесса гибки. При обращении и установке этих инструментов:
- Убедитесь, что геометрия оснастки соответствует предполагаемой операции гибки. Использование оснастки с неправильной геометрией может привести к неточным результатам гибки и вызвать возможное повреждение оснастки и заготовки.
- Регулярный контроль износа или порчи оснастки. С течением времени геометрия оснастки из-за износа изменяется, что приводит к ухудшению качества гибки.
- Правильное хранение имеет решающее значение. Храните инструменты так, чтобы сохранялась их геометрия, не складывайте их в стопки и не ставьте в положение, при котором они деформируются.
Секционированная оснастка и ее преимущества
Под секционированной оснасткой понимается группа оснастки, разделенная на множество частей или сегментов.
Секционированная оснастка - это не просто длинная оснастка, она позволяет операторам использовать более короткие комбинации сегментов инструмента для достижения требуемой длины или настройки. Преимущества заключаются в следующем:
- Гибкость: секционированная оснастка обеспечивает большую универсальность, позволяя операторам подбирать сегмент в соответствии с конкретными требованиями программ.
- Простота эксплуатации: по сравнению с более длинными инструментами, короткие инструменты более просты в эксплуатации, установке и восстановлении.
- Уменьшение износа: если изношены или повреждены отдельные части оснастки, следует заменить их, а не менять всю оснастку.
- Экономическая эффективность: оператор может инвестировать в секционированную группу, а не в несколько длинных инструментов, используемых для различных операций, что позволяет снизить затраты в долгосрочной перспективе.
- Оптимизация рабочего процесса: секционированная оснастка может быстро переналаживаться, что позволяет сократить время наладки и повысить производительность.
VI. Важность допусков на оснастку

Допуск на оснастку имеет большое значение в производстве, так как от него зависит штатная работа изделия, красивый диапазон измерения емкостей или другие физические свойства.
И вот основные причины его важности:
Улучшение посадки и функционирования деталей: Допуск обеспечивает взаимодействие деталей с другими компонентами, что позволяет избежать функциональных проблем и несовместимости.
Усиление перспектив конечного продукта: допуск позволяет реализовать красоту изделия, например, обеспечить выравнивание деталей без видимого интервала.
Учет разумной толерантности: допуск на оснастку может позволить существовать, сохраняя свою функцию.
Взаимозаменяемость деталей: допуск позволяет производить замену отдельных компонентов, что удобно при обслуживании и ремонте.
Последовательность, точность и аккуратность: определение допуска позволяет лучше контролировать согласованность, точность и прецизионность изделия.
Снижение стоимости: производитель может свести к минимуму дорогостоящие производственные ошибки и доработки, предварительно определив допуск.
VII. Вопросы и ответы
Из какой стали изготавливается листогибочная оснастка?
Инструментальная оснастка листогибочного пресса обычно изготавливается из различных сталей, таких как сталь T8, T10, 42CrMo и Cr12MoV.
Эти стали отличаются высокой интенсивностью, вязкостью и абразивностью, что позволяет использовать их в жестких условиях эксплуатации листогибочных машин.
Выбор конкретной стали зависит от таких факторов, как срок службы оснастки, материал формовки и требуемый уровень точности.
Следует иметь в виду, что разные производители имеют различные предпочтения при выборе инструментальной стали для листогибочных прессов.
Какова длина оснастки листогибочного пресса?
В целом, диапазон длин пресс-форм для распространенных моделей гибочных станков выглядит следующим образом:
Малая машина (рабочая длина 1-2 метра): длина пресс-формы 0,5-1,5 метра
Средняя машина (рабочая длина 2-4 м): длина пресс-формы 1-3 м
Большая машина (рабочая длина более 4 метров): длина пресс-формы 2-5 метров
Кроме того, длина профессионально изготовленных крупногабаритных пресс-форм может достигать 5-10 м.
Рациональное проектирование конструкции штампа, модели листогибочного пресса и характеристик изделия позволяет определить оптимальную длину для решения задач гибки.
Какие углы используются для оснастки листогибочного пресса?
Угол наклона оснастки листогибочного пресса изменяется в зависимости от конкретных условий применения и требований.
К наиболее распространенным типам листогибочной оснастки относятся v-образные, u-образные и z-образные штампы, которые используются для создания различных форм гиба.
Угол наклона матрицы v составляет от 85 до 90°, а угол наклона пуансона обычно составляет от 85° до 88°.
Угол наклона матрицы u составляет от 30 до 85°, а угол наклона пуансона обычно составляет от 85° до 88°.
Угол наклона матрицы z составляет от 30 до 85°, а угол наклона пуансона обычно составляет от 85° до 88°.
Следует учитывать, что различные производители имеют свои предпочтения по углу наклона листогибочной оснастки.
VIII. Заключение
Инструментальная оснастка для листогибочного пресса играет важную роль в производстве листогибочных станков.
Знание оснастки листогибочного пресса может значительно повысить точность процесса гибки, уменьшить отходы материала и принести больше пользы операторам, производителям или всем, кто участвует в изготовлении металлоконструкций.
Если вам нужен листогибочный станок, вы можете свяжитесь с нами напрямую.
Если вы хотите узнать больше о станке, вы можете просмотрите наш официальный сайт подробнее.




