I. Introdução ao fabrico de ferramentas de prensagem
Definição e função principal
As ferramentas da prensa dobradeira são ferramentas utilizadas pela prensa dobradeira para formar e fabricar chapas.
As ferramentas incluem punção e molde, que cooperam entre si e são utilizados para puncionar, formar e separar chapas metálicas. O molde utilizado para a formação tem uma cavidade e o molde utilizado para a separação tem uma aresta de corte.
Essencialmente, as ferramentas de prensa dobradeira referem-se a uma ferramenta especializada utilizada para freio de imprensaque pode transformar as peças em bruto em componentes com formas e tamanhos específicos sob a pressão da prensa dobradeira.
Para os principiantes, é essencial conhecer os conhecimentos básicos, tais como a interação entre o punção e a matriz da máquina e as chapas metálicas.
Este processo envolve o deslizamento de uma chapa metálica entre as duas ferramentas: a ferramenta superior (punção) desce sobre a ferramenta inferior (matriz) para dobrar as peças.
Importância no processo de dobragem de metais
Determinar a forma de dobragem e a precisão do tamanho: a forma e o tamanho das ferramentas podem determinar diretamente as formas de dobragem, como o ângulo, o raio de curvatura, etc., o que é relevante para a qualidade do produto.
Controlo do processo de dobragem: as ferramentas podem fixar a chapa metálica num local específico e controlar a sua deformação sob pressão para manter a dobragem consistente.
Melhorar a eficiência da produção: através de ferramentas de mudança rápida, a mudança de ferramentas dos diferentes produtos pode ser concluída em milissegundos, encurtando largamente o período de mudança.
Prolongar a vida útil: as ferramentas fabricadas com material abrasivo e com tratamento de superfície têm uma vida útil várias vezes superior.
Reduzir o custo de produção: a utilização de ferramentas de precisão pode melhorar a produtividade e diminuir a taxa de desperdício causada pelo consumo de ferramentas.
Atingir requisitos específicos: através da tecnologia CNC, as ferramentas podem ser dobradas em qualquer forma e satisfazer um determinado fabrico de produto.
II. Componentes do equipamento de prensagem
Punção superior e matriz inferiorSão os componentes-chave para determinar a forma de flexão da peça de trabalho, que são instalados nas hastes de pressão superior e inferior para controlar a deformação da área de flexão da placa metálica.
Sapatos de morrerEstas plataformas suportam e localizam o punção superior e a matriz inferior. Estão ligadas ao punção da prensa dobradeira para mudar rapidamente de ferramenta.
Ferramenta de assistência à dobragem: Para ajudar os operadores a concluir as tarefas de quinagem de forma rápida e fácil, por vezes, podem ser utilizadas algumas ferramentas auxiliares, tais como ferramentas de medição de ângulos e blocos de posicionamento.
Sistema de troca rápida: Muitas prensas dobradeiras modernas estão equipadas com sistemas de troca rápida, permitindo que os operadores substituam rapidamente o punção superior e a matriz inferior para se adaptarem a diferentes tarefas de dobragem.
Pinos de localização: são utilizados para posicionar e fixar com precisão a peça de trabalho na matriz durante o processo de quinagem. É essencial localizar corretamente o localizador.
Protectores de matrizes: instalar os protectores da matriz na borda da matriz, o que pode proteger o ângulo agudo da peça de trabalho e prolongar a vida útil da matriz.
Tomadas de rosca: ligam as tomadas da matriz à interface de perfuração, o que beneficia a rápida instalação e remoção da matriz.
Sistemas de lubrificação: distribuir a lubrificação uniformemente no raio do molde para reduzir a abrasão e a queima da peça de trabalho.
Almofadas/blocos de matriz: São utilizados para suportar cavilhas e ajudar a construir conjuntos de ferramentas. A rigidez é importante.
Espaçadores: controlar a profundidade de dobragem, mantendo a distância da superfície de dobragem constante.
Os dados são recolhidos: são utilizados para remover os componentes de dobragem e também podem ser utilizados na fixação.
III. Matrizes comuns utilizadas nas ferramentas de quinagem
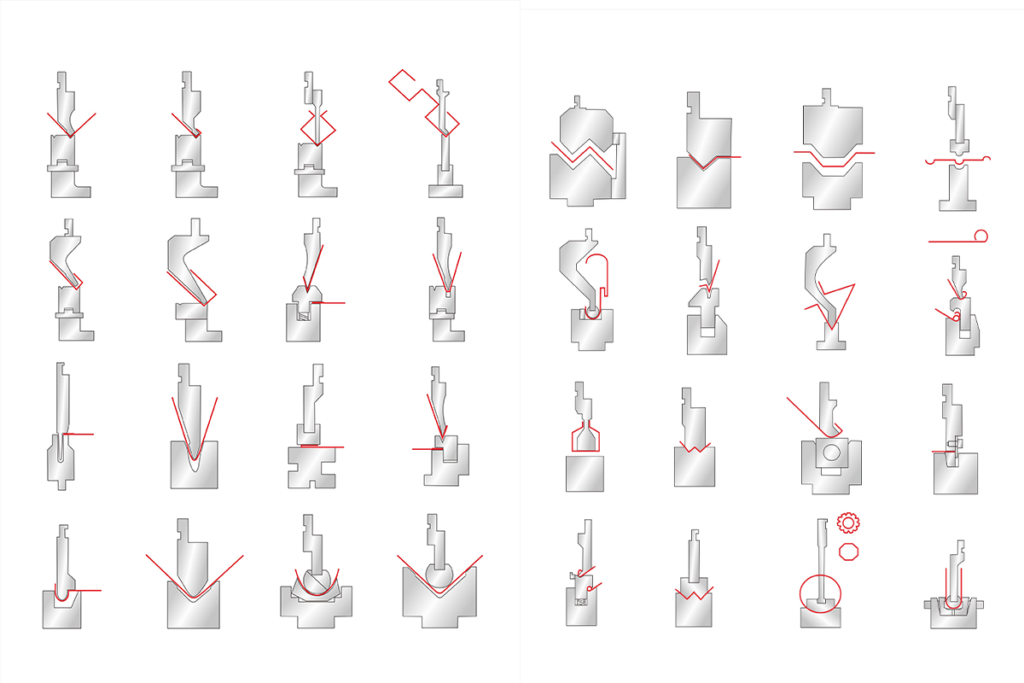
Cunho tipo balancimEste tipo de matriz, balancim, dobra o metal através de deslizamentos para cima e para baixo nas chapas metálicas.
Matrizes de pescoço de gansoA matriz pescoço de ganso apresenta uma forma caraterística, que é semelhante ao pescoço de ganso. São principalmente concebidas para remover arestas salientes ou flanges em peças de trabalho, tornando-as a escolha ideal para dobrar perfis com caixas profundas ou flanges altas.
V morrerA matriz em forma de V é o tipo mais comum de matriz, que apresenta uma ranhura em forma. É utilizada para criar uma dobragem em forma de V para a peça de trabalho. A largura e a profundidade da ranhura em V determinam o ângulo de curvatura final e o rádio.
Matriz de ângulo agudo: são utilizadas para formar curvas agudas, obtusas ou em ângulo reto. A conceção específica da ranhura da matriz permite controlar o ângulo de curvatura, garantindo a precisão final do produto.
Moldes de costura: um molde de costura é uma ferramenta específica para formar a costura nas chapas e nos tubos. São fundamentais para ligar as duas chapas metálicas, especialmente em aplicações como sistemas de tubagens ou contentores metálicos.
Molde de combinação: combinam as formas e funções de várias matrizes numa única matriz, como a dobragem e a ranhura.
Hemming morre: transformar as arestas planas da peça de trabalho em formas circulares e de costura para acabamento.
Matrizes de pérolas: são utilizados para criar arestas salientes circulares e semi-circulares.
Desenhar morre: Utilizar cordões de tração tubulares para desenhar e moldar a peça de trabalho para formar a concha.
Matriz de perfuração: perfura o furo na peça de trabalho durante o processo de dobragem.
Matrizes de decapagem: são adequados para aplicações que requerem a libertação de dobras ao longo de arestas curvas.
O fecho morre: unir peças metálicas separadas, perfurando uma através da outra durante a dobragem.
Cunho em forma de U: o ângulo de flexão varia entre 90° e 180°.
IV. Resistência e material das ferramentas
A eficiência e a vida útil das ferramentas de prensagem têm uma ligação interna com a resistência e o material das ferramentas.
Os ingredientes e o manuseamento das ferramentas são fundamentais devido à enorme pressão e abrasão durante o processo de quinagem.
Importância da elevada resistência e abrasividade
As ferramentas da prensa dobradeira suportam a pressão rigorosa durante a operação.
A alta intensidade garante que as ferramentas podem fornecer a pressão sem deformação e quebra.
Além disso, a resistência à abrasão é essencial devido à sua determinação da vida útil do utilizador. A ferramenta à prova de abrasão pode manter a sua forma e função durante muito tempo, garantir resultados de dobragem consistentes e reduzir a necessidade de mudanças regulares.
Ferramentas endurecidas
Um dos métodos para melhorar a rigidez e a durabilidade da prensa dobradeira é através do endurecimento das ferramentas.
O material específico é popular devido à sua rigidez inicial e capacidade de endurecimento posterior. Por exemplo:
Aço de crómio-molibdénio: esta liga é conhecida pela sua dureza e resistência ao desgaste, o que permite alcançar um equilíbrio entre a intensidade e a durabilidade da prensa dobradeira, garantindo que as ferramentas podem suportar a operação de dobragem pesada sem se desgastarem prematuramente.
Aço Yasuki: o aço yasuki é um aço de alta qualidade normalmente utilizado para ferramentas especializadas e é famoso pela sua rigidez e abrasividade superiores. Os seus ingredientes conseguem manter o gume afiado, tornando-o a escolha ideal para tarefas de precisão e de dobragem.
Ferramentas termicamente refinadas
A têmpera ou tratamento térmico é um processo que permite melhorar as propriedades das ferramentas metálicas.
Ao submeter um metal a ciclos controlados de aquecimento e arrefecimento, a sua estrutura molecular é alterada, melhorando as suas propriedades. Por exemplo:
Aço-carbono: após tratamento térmico, o aço-carbono apresenta uma maior força e resistência ao desgaste. O processo de tratamento térmico refina a estrutura do grão do aço, tornando-o mais forte e mais durável. As ferramentas de aço-carbono são temperadas e resistentes a lascas e deformações, garantindo uma vida útil mais longa e resultados de quinagem consistentes.
V. Manuseamento e instalação de ferramentas
A eficiência operacional da prensa dobradeira depende da qualidade da ferramenta e também da forma como a ferramenta é tratada e instalada.
O manuseamento e a instalação correctos podem manter o melhor desempenho, reduzir o desgaste e prolongar a vida útil da ferramenta.
Apresenta-se de seguida a ligeira diferença no manuseamento e instalação das ferramentas:
Importância da geometria das ferramentas
A geometria das ferramentas da prensa dobradeira é concebida de forma intrincada para obter resultados de dobragem.
A forma, o ângulo e o tamanho de cada ferramenta são essenciais para garantir a precisão do processo de dobragem. Quando manusear e instalar estas ferramentas:
- Certifique-se de que a geometria da ferramenta é consistente com a operação de quinagem prevista. A utilização de ferramentas com geometria incorrecta pode provocar resultados de quinagem imprecisos e causar danos potenciais nas ferramentas e na peça de trabalho.
- Verificação regular do desgaste ou deformação das ferramentas. Com o passar do tempo, a geometria das ferramentas altera-se simultaneamente devido ao desgaste, o que conduz à qualidade da dobragem.
- O armazenamento correto é crucial. Armazene as ferramentas de forma a preservar a sua geometria para evitar empilhá-las ou colocá-las numa posição em que fiquem deformadas.
Ferramentas seccionadas e suas vantagens
As ferramentas seccionadas referem-se a um grupo de ferramentas dividido em várias partes ou segmentos.
As ferramentas seccionadas não são meramente ferramentas longas, mas permitem que os operadores utilizem combinações de segmentos de ferramentas mais curtas para obter o comprimento ou a configuração necessários. As vantagens são as seguintes:
- Flexibilidade: as ferramentas seccionadas proporcionam uma maior versatilidade, permitindo que os operadores combinem o segmento de acordo com os requisitos específicos dos programas.
- Operação fácil: em comparação com ferramentas mais extensas, as ferramentas mais curtas são mais fáceis de operar, instalar e restaurar.
- Redução do desgaste: se as peças específicas da ferramenta estiverem gastas ou danificadas, substituí-las em vez de mudar o conjunto.
- Relação custo-eficácia: o operador pode investir num grupo seccionado em vez de várias ferramentas longas utilizadas para diferentes operações, reduzindo assim o custo a longo prazo.
- Procedimento de trabalho optimizado: as ferramentas seccionadas podem ser reiniciadas rapidamente para reduzir o tempo de ajuste e melhorar a taxa de produtividade.
VI. Importância das tolerâncias das ferramentas

A tolerância da ferramenta é essencial no fabrico porque determina o funcionamento regular do produto, a gama de medição do recipiente bonito ou outras propriedades físicas.
Eis as principais razões da sua importância:
Melhorar o ajuste e a função das peças: a tolerância garante que as peças podem cooperar com outros componentes, evitando assim problemas funcionais e incompatibilidades.
Reforçar as perspectivas do produto final: a tolerância é benéfica para realizar a beleza do produto, como garantir o nivelamento das peças sem intervalo aparente.
Considerando uma tolerância razoável: a tolerância da ferramenta pode permitir a sua existência mantendo a sua função.
Intercambialidade das peças: a tolerância permite a substituição de um único componente, o que é conveniente para a manutenção e reparação.
Consistência, exatidão e precisãoA definição de tolerância permite controlar melhor a consistência, a exatidão e a precisão do produto.
Reduzir o custo: o fabricante pode minimizar os dispendiosos erros de fabrico e o retrabalho através da pré-definição da tolerância.
VII. Perguntas frequentes
O que são ferramentas de prensagem de aço?
As ferramentas da prensa dobradeira são normalmente compostas por vários aços, como o aço T8, o aço T10, o 42CrMo e o Cr12MoV.
Estes aços caracterizam-se por uma elevada intensidade, tenacidade e abrasividade, adequadas às necessidades de aplicação rigorosas das prensas dobradeiras.
A escolha específica do aço depende de factores como a vida útil da ferramenta, o material de conformação e o nível de precisão exigido.
É de notar que os diferentes fabricantes têm preferências diferentes na escolha do aço para ferramentas de prensagem.
Qual é a duração das ferramentas da prensa dobradeira?
De um modo geral, a gama de comprimento do molde dos modelos comuns de máquinas de dobragem é a seguinte:
Máquina pequena (comprimento de trabalho 1-2 metros): comprimento do molde 0,5-1,5 metros
Máquina de tamanho médio (comprimento de trabalho 2-4 metros): comprimento do molde 1-3 metros
Máquina grande (comprimento de trabalho superior a 4 metros): comprimento do molde 2-5 metros
Para além destes, o comprimento dos moldes de grandes dimensões personalizados profissionalmente pode ir até 5-10 metros.
A conceção razoável da estrutura da matriz, o modelo da prensa dobradeira e as características do produto podem determinar o melhor comprimento para as tarefas de dobragem.
Quais são os ângulos das ferramentas de prensagem?
O ângulo das ferramentas da prensa dobradeira é alterado de acordo com a aplicação e os requisitos actuais.
Os tipos mais comuns de ferramentas de prensa dobradeira incluem a matriz v, a matriz u e a matriz z, que são utilizadas para criar diferentes formas de dobragem.
O ângulo da matriz em V varia entre 85 e 90°, e o ângulo do punção varia geralmente entre 85° e 88°.
O ângulo da matriz u varia entre 30 e 85° e o ângulo do punção varia geralmente entre 85 e 88°.
O ângulo da matriz z varia entre 30 e 85°, e o ângulo do punção varia normalmente entre 85° e 88°.
Note-se que os diferentes fabricantes têm as suas próprias preferências quanto ao ângulo das ferramentas de prensagem.
VIII. Conclusão
As ferramentas de prensagem são essenciais para o fabrico de prensas de travagem.
Quer se trate de operadores, fabricantes ou qualquer pessoa que participe no fabrico de metal, conhecer as ferramentas da quinadora pode melhorar significativamente a precisão do processo de quinagem, reduzir o desperdício de material e gerar mais benefícios.
Se precisar de uma máquina de prensagem a frio, pode contacte-nos diretamente.
Se quiser saber mais sobre a máquina-ferramenta, pode navegar no nosso sítio Web oficial para mais pormenores.




