I. Einleitung
Das Biegen mit der Abkantpresse ist eine gängige Metallverarbeitungstechnologie, um Bleche in die gewünschten Formen zu biegen.
Sie ist in der Metallindustrie und im verarbeitenden Gewerbe unverzichtbar.
Beim Biegen wird das Blech auf die Abkantpresse gelegt und kann durch Druckausübung in die gewünschten Winkel und Formen gebogen werden.
Die Abkantpresse besteht in der Regel aus einem Oberstempel und einer Untermatrize. Der Oberstempel biegt die Bleche, indem er Druck nach unten ausübt.
Diese Technologie findet breite Anwendung bei der Herstellung verschiedener Produkte wie Autoteile, Haushaltsgeräte, Baumaterialien usw.
Diese Maschinen können nicht nur die Qualität und Konsistenz der Produkte verbessern, sondern auch die Produktionseffizienz durch eine leichte Anpassung der Präzision erheblich steigern.
Die Abkantpresse hat eine höhere Produktionseffizienz und Präzision als das traditionelle manuelle Biegen.
Sie hat daher zunehmend an Bedeutung gewonnen und wird in verschiedenen Produktionsprogrammen von kleinem bis großem Maßstab eingesetzt.
Die Kenntnis der Abkanttechnologie ist entscheidend für die Entwicklung und Herstellung nachhaltiger, intelligenter Produkte.
II. Geschichte und Entwicklung der Abkantpresse
Der Begriff Abkantpresse stammt aus Großbritannien im späten 19. Jahrhundert. Damals verwendete man einfache Zugstangenmaschinen, um das Blech manuell zu biegen. In der Anfangsphase war diese "Abkantpresse" ein einfacher Zerstörer, bei dem der Biegedruck durch Handarbeit erzeugt wurde.
Im frühen 20. Jahrhundertwurde die Abkantpresse automatisiert und komplizierter. Im Zuge der industriellen Revolution wurden hydraulische und elektrische Systeme in den Maschinenbetrieb eingeführt. In den 1930er Jahren kam die erste hydraulische Abkantpresse auf den Markt. Sie war mit Hydraulikzylindern ausgestattet und bog automatisch, was die Produktionseffizienz erheblich verbesserte.
Aufbruch ins digitale Zeitalterwurde die Technologie der Abkantpressen vorangetrieben. In den 1980er Jahren wurde eine elektronische Abkantpresse mit einem CNC-System vorgestellt. Sie kann die Biegevorgänge durch Computerprogramme präzise steuern und so automatische Programm-Biege-Produktionslinien realisieren. Diese CNC-Abkantpressen sind hochpräzise, können komplexe Formen bearbeiten und haben sich zum Industriestandard für Betrieb der Abkantpresse.
Mit dem Fortschreiten der TechnologieDie mit Servomotoren angetriebene Abkantpresse setzt sich immer mehr durch. Bei dieser Art von Maschinen werden starke Servomotoren verwendet, die mit dem Stromnetz der Maschine verbunden sind, um den Abkantpressenarm zu bewegen. Servo-Abkantpressen ermöglichen es dem Benutzer, die gewünschten Formen in der Art der Programmierung im Vergleich zu CNC-Maschinen, die das Design vor dem Biegen eingeben, einzugeben, wodurch eine höhere Effizienz des Produktionsbetriebs erreicht wird.
Kurz gesagt, hat die Abkantpresse in den letzten 200 Jahren einen rasanten Wandel von der Handarbeit zur Automatisierung und von der analogen zur digitalen Technik erlebt, wodurch die heute weit verbreitete hocheffiziente intelligente Technologie entstanden ist.
III. Grundlegende Komponenten und Funktionsprinzip
Das Fundament einer Abkantpresse besteht aus c-förmigen Rahmen, einem Oberstempel, einem Unterstempel und einem Hydrauliksystem.
Beim Biegen wird das Werkstück auf die untere Matrize gelegt, und der obere Stempel biegt die Bleche durch Druckausübung.
Das Hydrauliksystem steuert die Bewegung des Oberstempels, indem es den Flüssigkeitsstrom kontrolliert.
Der c-förmige Rahmen ist der Hauptkörper der Abkantpresse, der den Oberstempel und die Untermatrize trägt.
Der Oberstempel wird zum Ausüben von Druck verwendet, während die Untermatrize zur Unterstützung des Werkstücks dient.
Das Hydrauliksystem besteht aus Tanks, Pumpen, Motoren, Ventilen und Rohren, die zusammenarbeiten, um die Bewegung des Oberstempels zu steuern.
Beim Biegevorgang wird das Werkstück zwischen Oberstempel und Untermatrize eingespannt und kann durch Druckausübung gebogen werden. Der gesamte Biegeprozess ist programmiert und reibungslos.
Hydraulische Systeme können das Anwendungsdrehmoment und die Biegegeschwindigkeit präzise steuern und gewährleisten, dass jeder Biegewinkel gleichmäßig und genau ist.
Nach Beendigung des Biegevorgangs wird der Druck abgelassen und das Werkstück aus der Matrize entfernt. Damit ist der gesamte Prozess des Automobilbiegens abgeschlossen.
IV. Arten von Presse Bremsen-Maschinen
Die Abkantpresse verfügt über drei Typen: hydraulische Abkantpresse, Servoelektrische Abkantpresseund mechanische Abkantpressen. Und jeder Typ hat seine eigenen Vorteile und Eigenschaften.
Es ist wichtig, dass Sie die Unterschiede zwischen den Maschinen kennen, bevor Sie sich entscheiden.
Hydraulische Abkantpresse
Die hydraulische Abkantpresse nutzt die Hydrauliksysteme, um den oberen Stempel zu bewegen. Das System kann mehr Druck und Leistung bieten. So kann das Biegen präziser und die Kontrolle besser sein.
Im Vergleich zu mechanischen Abkantpressen zeichnen sich diese Maschinen durch höhere Präzision und Qualität aus und bieten eine konstante und zuverlässige Leistung.
Er hat jedoch eine große Steuerkraft und ist leichter in der Lage, auf der Baustelle Lärm zu verursachen.
Servo Elektrische Abkantpresse
Die Servo-Abkantpresse verwendet einen starken Servomotor zum Antrieb einer Reihe von Arm- und Hebelsystemen, die das Material präzise in die gewünschte Form biegen können.
Der Servomotor treibt die Kugelumlaufspindel oder das Riemenantriebssystem an und ermöglicht so ein genaues und quantitatives Biegen.
Im Gegensatz zur CNC-Abkantpresse kann der Benutzer bei der servoelektrischen Abkantpresse die gewünschte Form in Form einer Programmierung eingeben. Dadurch kann eine höhere Effizienz erreicht werden.
Das System ist jedoch komplex und die Kosten sind relativ hoch.
Mechanische Abkantpresse
Die mechanische Abkantpresse wird durch ein mechanisches Übertragungssystem betrieben, das von einem Schwungrad und einer Kupplung angetrieben wird.
Das Schwungrad nimmt die Kraft des Motors auf und gibt sie zum Antrieb des Druckzylinders frei.
Da dieses Gerät billiger ist als hydraulische Geräte, ist es eine gute Wahl für eine kleine Werkstatt.
Diese Maschine ist jedoch nicht in der Lage, die Präzision, Stärke und Kontrolle einer hydraulischen oder elektrischen Abkantpresse zu erreichen.
Die Struktur ist einfach, und die Kosten sind relativ niedrig. Die Wartung ist bequem und für die manuelle Produktion in kleinem Maßstab geeignet.
Es ist unmöglich, automatisierte lineare Arbeit zu leisten.
V. Biegetechniken und Anwendungen
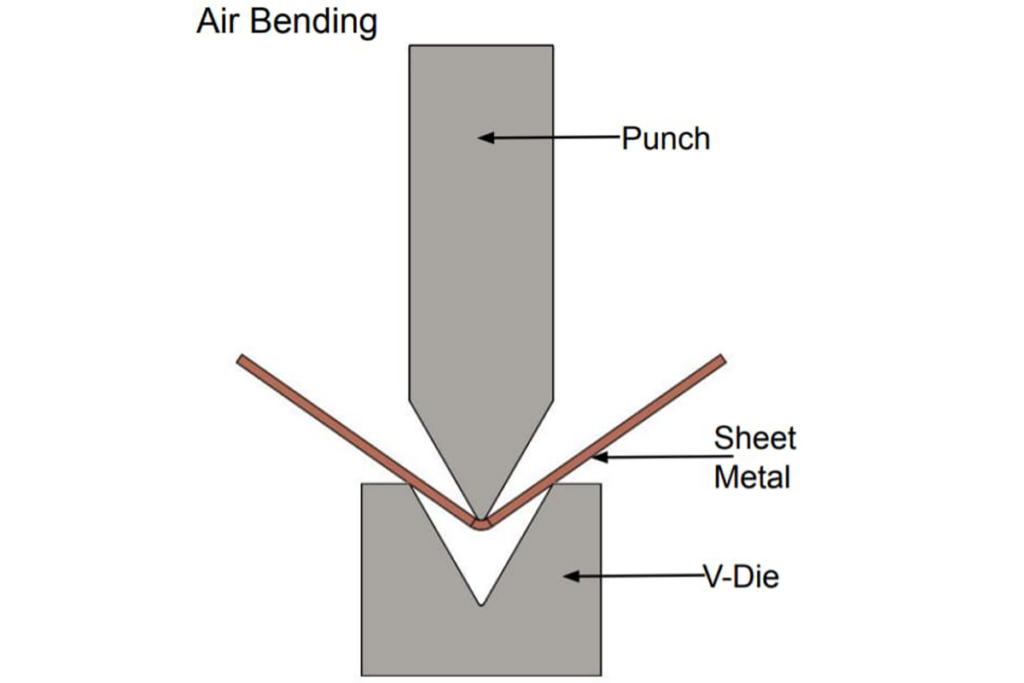
Air Bending
Prozess
Das Luftbiegen ist eine der am häufigsten verwendeten Technologien beim Metallbiegen, bei der das Metall nicht direkt mit der Matrize in Kontakt kommt.
Der Stempel drückt die Bleche bis zu einer gewissen Tiefe in die Matrize, ohne den Boden zu verbinden.
Der Grund für das Biegen ist, dass das Blech oben auf der v-förmigen Matrize liegt und den unteren Luftspalt ausnutzt.
Der Biegewinkel wird durch die Tiefe bestimmt, mit der der Stempel in die Matrize eintaucht.
Der Bedarf an Schubstangenkraft ist vernachlässigbar, da die Biegeenergie durch die Hebelwirkung und nicht durch das Werkzeug selbst erzeugt wird.
Vorteile
Das Luftbiegen zeichnet sich durch seine Vielseitigkeit aus.
Da die Metalle nicht vollständig an die Form der Matrize angepasst sind, kann mit demselben Werkzeugsatz ein Biegewinkel erreicht werden, was die Werkzeugwechselzeit verringert und die Effizienz verbessert.
Im Vergleich zu anderen Methoden erfordert das Luftbiegen weniger Kraftaufwand und kann so die Lebensdauer der Maschine verlängern.
Anwendungen
Das Luftbiegen wird in der hydraulischen Abkantpresse aus Gründen der Flexibilität häufig eingesetzt, insbesondere wenn mehrere Biegewinkel für dieselbe Arbeit benötigt werden.
Sie kann zum Biegen verschiedener Metallmaterialien und zur Herstellung kleiner bis mittelgroßer Produkte verwendet werden.
Viele Branchen haben von dieser Technologie profitiert, z. B. die Automobilindustrie, die Luft- und Raumfahrt und das Bauwesen.
Diese Industrien müssen das Werkzeug nicht ständig austauschen und können verschiedene Komponenten erzeugen.
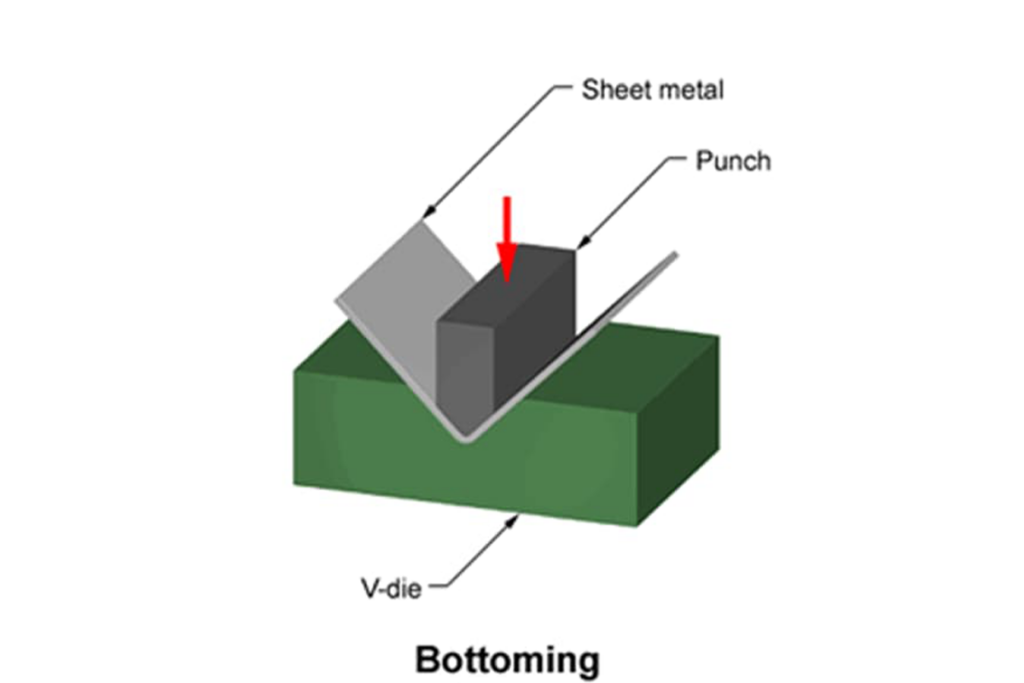
Biegen des Bodens
Prozess
Beim Bodenbiegen werden die Bleche vollständig in den Boden der v-förmigen Matrizen gepresst.
Der Stempel zwingt das Metall dazu, die gleiche Form wie die Matrize zu bilden. Im Gegensatz zum Luftbiegen wird das Metall beim Unterbiegen vollständig mit der Oberseite des Stempels und zwei Seiten des Werkzeugs in Kontakt gebracht.
Im Vergleich zum Prägen ist der ausgeübte Druck jedoch relativ gering. Daher ist es schwierig, den Biegewinkel genau auf die Matrize abzustimmen.
Rückstoß
Das offensichtliche Phänomen beim Biegen des Bodens ist der "Rückprall".
Wenn die Bleche gebogen und losgelassen wurden, schrumpfen sie leicht und nehmen ihre ursprüngliche Form wieder an.
Diese elastische Rückfederung kann zu Problemen führen, wenn es auf Präzision ankommt.
Um den Rückprall auszugleichen, wird der Stempel das Material übermäßig biegen.
Oder die Matrize mit einem feineren Winkel kann für das Biegen vorgewählt werden, um sicherzustellen, dass der endgültige Biegewinkel genau ist, falls ein Rückprall auftritt.
Diese Methode eignet sich für Biegeteile mit relativ einfacher Geometrie.
Anmeldung
Unter der Voraussetzung, dass Konsistenz und Präzision im Vordergrund stehen, wird die untere Biegung bevorzugt.
Es findet breite Anwendung in der Industrie, die minimale Unterschiede und einheitliche Komponenten erfordert, wie zum Beispiel in der Elektronik.
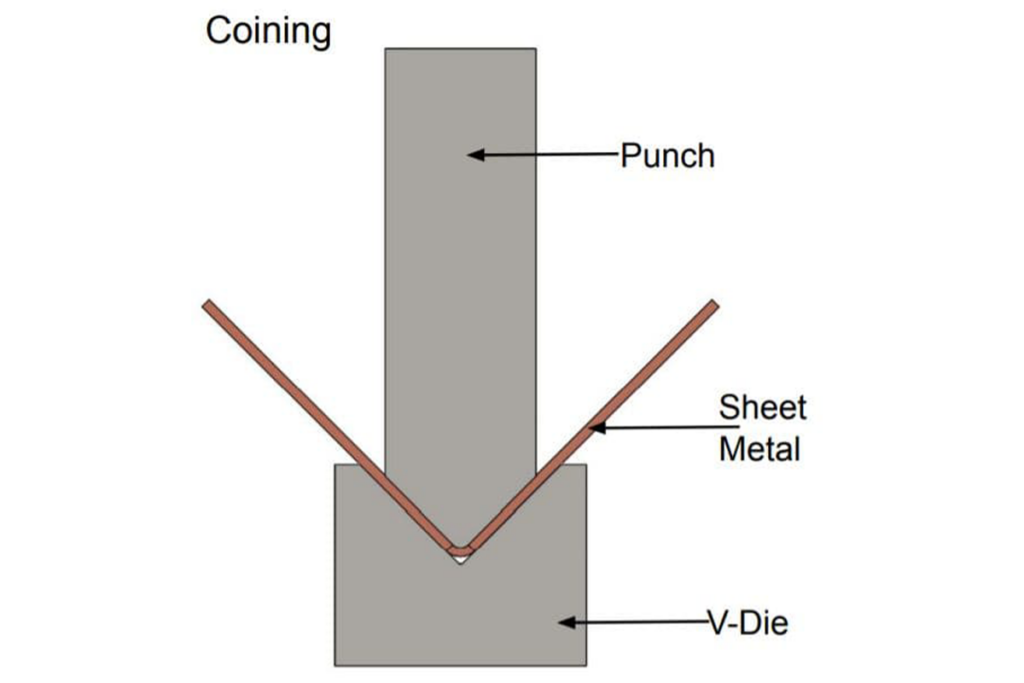
Prägung
Prozess
Das Prägen ist eine Technologie, bei der das Metallblech mit starker Kraft gepresst wird und sich verformt, biegt und verjüngt, um genau in die Form der Matrize zu passen.
Dieses Verfahren ist für seine enorme Kraft bekannt und wird die Menschen an den Wert der Münze erinnern. Prägeprozess.
Sie erfordert eine stärkere Abkantpresse und eine kompliziertere Werkzeugkonstruktion und wird hauptsächlich für Bauteile verwendet, die eine hochpräzise Fertigung erfordern.
Beziehung zur Münzproduktion
Der Begriff "Prägen" bezieht sich auf die ursprüngliche Methode der Münzherstellung.
Bei der Münzherstellung werden die Rohlinge unter hohem Druck zwischen die beiden Matrizen gepresst, so dass das Metall fließt und die Matrizen gefüllt werden.
Es wird eine Münze mit einem komplexen Design hergestellt. In ähnlicher Weise wird das Metall in der Prägetechnik gepresst, um jedes noch so kleine Detail des Stempels zu erfassen.
VI. Fortgeschrittene Technologien beim Biegen mit der Abkantpresse
Abkantpresse Biegen ist ein weit verbreitetes Metallumformungsverfahren, bei dem die Bleche unter dem Druck des Oberstempels und der Untermatrize der Abkantpresse elastisch verformt und plastisch verformt werden.
Die Abkantpresse verwendet viele fortschrittliche Technologien, und CNC ist die eine. Durch CNC-Technologie, die Betrieb der Abkantpresse verlässt sich nicht gänzlich auf Handbücher. Stattdessen ist die Vorprogrammierung fortschrittlich.
Das bedeutet, dass die Konstruktion und die Betreiber die spezifischen Parameter am Computer entwerfen und eingeben können.
Die Maschine kann nach dieser Anleitung bedient werden. Die Vorteile des Einsatzes von CNC in Abkantpressen sind wie folgt:
Präzision verbessert: Die CNC-Technologie kann die Biegeverfahren und erreicht so ein genaues und gleichmäßiges Biegen.
Reproduzierbarkeit: Da die Maschine mit vordefinierten Programmen betrieben wird, können bei jeder Biegung sehr konstante Ergebnisse erzielt werden, unabhängig von der Produktionsmenge.
Die Produktivität wurde verbessert: Der Einsatz von CNC-Maschinen in der Automobilindustrie reduziert den Bedarf an menschlicher Manipulation. CNC-Werkzeugmaschinen können komplizierte Biegevorgänge mit hoher Effizienz durchführen, was die Produktionszeit verkürzt und die Produktivität erhöht.
Flexibilität: Die CNC-Technologie ermöglicht es den Anwendern, die Biegeparameter leicht zu ändern und anzupassen, um den unterschiedlichen Anforderungen der Aufgaben gerecht zu werden.
Verkürzte Abbindezeit: Die CNC-Werkzeugmaschine kann Biegeprogramme ohne manuelle Einstellung wiederherstellen und abrufen, wodurch die Übergangszeit zwischen den Werkstücken verkürzt wird.
Weniger Abfall: Hohe Präzision und Wiederholbarkeit bedeuten weniger Fehler und Abfälle, wodurch Material und Kosten reduziert werden.
Diese fortschrittlichen Technologien verändern den Biegeprozess an Abkantpressen grundlegend und machen verschiedene Branchen effizienter und kostengünstiger.
VII. FAQs
Was sind die Grundlagen des Biegens von Metall mit Abkantpressen?
Das Grundprinzip des Biegens von Metall besteht darin, das Blech auf die Abkantpresse zu legen und Druck auf es auszuüben, um es in die gewünschten Formen zu bringen. Die Abkantpresse besteht aus einem Oberstempel und einem Unterstempel.
Der obere Stempel übt Druck aus, um das Blech zu biegen, und das Blech wird von der unteren Matrize fixiert.
Dieses Verfahren wird in verschiedenen Branchen wie der Automobil-, Elektrogeräte- und Bauindustrie zur Herstellung einer Vielzahl von Produkten eingesetzt.
Es bietet hocheffiziente Produktionsprogramme und gewährleistet die Genauigkeit und Konsistenz der Endprodukte.
Die Biegetechnik wird durch Faktoren wie Biegematerial, Dicke und gewünschte Form bestimmt.
Wer die Grundlagen des Abkantpressens kennt, kann im Metallbau präzise und hochwertige Ergebnisse erzielen.
Wie lautet die Regel für das Biegen von Metall?
Die Regeln für das Biegen von Metall werden von mehreren Faktoren beeinflusst, darunter das gebogene Material, die Dicke und die gewünschte Form.
Im Allgemeinen entspricht das innere Biegeradium der Dicke des zu formenden Materials.
Wenn Sie z.B. ein Blech von 1/8" biegen müssen, verwenden Sie bitte das Werkzeug mit Radium von 1/8", um den Biege-Innenraum zu erstellen.
Wenn Sie das Material mit einer Dicke von 0,020" biegen wollen, verwenden Sie bitte Radium von 0,020".
Das Mindestbiegeradium wird durch die Duktilität und Bruchfestigkeit des Biegematerials bestimmt.
Das Produktdatenblatt des Materiallieferanten gibt Aufschluss darüber, inwieweit sich das Blech problemlos umformen lässt, und empfiehlt je nach Materialtyp und -eigenschaften das Mindestbiegeradium.
Bei der Verwendung der Platten ist unbedingt darauf zu achten, ob die Formgebung in Faserrichtung (längs) oder quer (quer) erfolgt.
Bei welcher Temperatur beginnt sich Metall zu verbiegen?
Bei der Formgebung von dicken Blechen mit einem schmalen Biegeradium sollte das Material auf 200 bis 300 Grad Celsius vorgewärmt werden, insbesondere beim Biegen von Blechen mit einer Dicke von 0,75'' oder mehr. Die Temperatur für das anfängliche Biegen von Metall wird jedoch von mehreren Faktoren bestimmt, darunter das gebogene Material, seine Dicke und die gewünschten Formen. Bei der Bestimmung der richtigen Biegetemperatur ist es wichtig, die chemischen Bestandteile des Materials, den Zustand der Oberfläche und der Kanten sowie die Dicke zu berechnen.
VIII. Schlussfolgerung
Heutzutage ist das Abkantpressen für die Metallherstellung unverzichtbar.
Dieses Verfahren ist bekannt für seine lange Geschichte, seine fortschrittliche Technologie und seinen weit verbreiteten Einsatz, der es in verschiedenen Branchen wie der Luft- und Raumfahrt, der Automobilbranche und dem Bauwesen zu einem zentralen Element macht.
Durch den Einsatz von CNC-Technik wird das Abkantpressen deutlich verbessert.
Es ist wichtig, dass Sie sich für erfahrene Hersteller entscheiden, die sich mit dieser Technologie und ihrer rückseitigen mechanischen Fertigung befassen.
Als führendes Unternehmen mit über 40 Jahren Erfahrung in der Herstellung von Abkantpressen kann ADH Machine Tool Ihnen die professionellsten Lösungen und Beratungen anbieten.
Wenn Sie sich über den Preis der Maschine erkundigen oder mehr über das Wissen über Abkantpressen erfahren möchten, können Sie Durchsuchen Sie unsere Produkt-Website oder kontaktieren Sie uns direkt.
Lassen Sie uns gemeinsam für die Zukunft des verarbeitenden Gewerbes arbeiten.




