I.压力机模具简介
定义和主要功能
压力制动器工具是压力制动器用于成型和制造板材的工具。
模具包括冲头和模具,它们相互配合,用于金属板的冲孔、成型和分离。用于成型的模具有一个型腔,用于分离的模具有一个切削刃。
从本质上讲,压力制动工具是指用于以下用途的专用工具 折弯机在压力制动器的压力作用下,可将坯料加工成具有特定形状和尺寸的部件。
对于初学者来说,了解基本知识是必不可少的,例如机器冲头和模具与金属板之间的相互作用。
该工艺涉及在两个工具之间滑动一块金属板:顶部工具(冲头)下降到底部工具(模具)上,以弯曲零件。
在金属弯曲加工中的重要性
确定弯曲形式和尺寸精度:模具的形状和尺寸可直接确定弯曲形式,如角度、曲率半径等,这与产品质量息息相关。
控制弯曲过程:工具可将金属板固定在特定位置,并控制其在压力下的变形,以保持弯曲的一致性。
提高生产效率:通过快速更换模具,不同产品的模具切换可在几毫秒内完成,大大缩短了切换周期。
延长使用寿命:使用研磨材料制成并经过表面处理的工具,使用寿命可延长数倍。
降低生产成本:使用精密模具可以提高生产率,降低模具消耗造成的废品率。
实现特定要求:通过数控技术,模具可以弯曲成任何形状,满足某些特定产品的制造要求。
II.压力机模具组件
顶冲和底模它们是决定工件弯曲形状的关键部件,安装在上下压杆上,用于控制金属板弯曲区域的变形。
模具鞋平台:这些平台支撑并定位顶冲和底模。它们与压力制动冲头相连,可快速切换模具。
弯曲辅助工具 为了帮助操作员快速轻松地完成折弯任务,有时可能会使用一些辅助工具,如角度测量工具和定位块。
快速更换系统: 许多现代压力折弯机都配备了快速更换系统,使操作员能够快速更换顶冲和底模,以适应不同的折弯任务。
定位销定位器:用于在弯曲过程中精确定位和固定模具中的工件。必须正确定位定位器。
模具保护器 在模具边缘安装模具保护器,这样可以保护工件的锐角,延长模具的使用寿命。
模具插座: 将模具插座连接到冲头接口,有利于快速安装和拆卸模具。
润滑系统: 将润滑剂均匀分布到模具半径内,以减少工件磨损和烧伤。
模垫/模块 这些材料用于支撑榫头,帮助构建工具组。刚性很重要。
垫片 通过保持弯曲表面的距离一致来控制弯曲深度。
模具漂移: 它们用于移除弯曲部件,也可用于设置。
III.压力折弯机模具中常用的模具
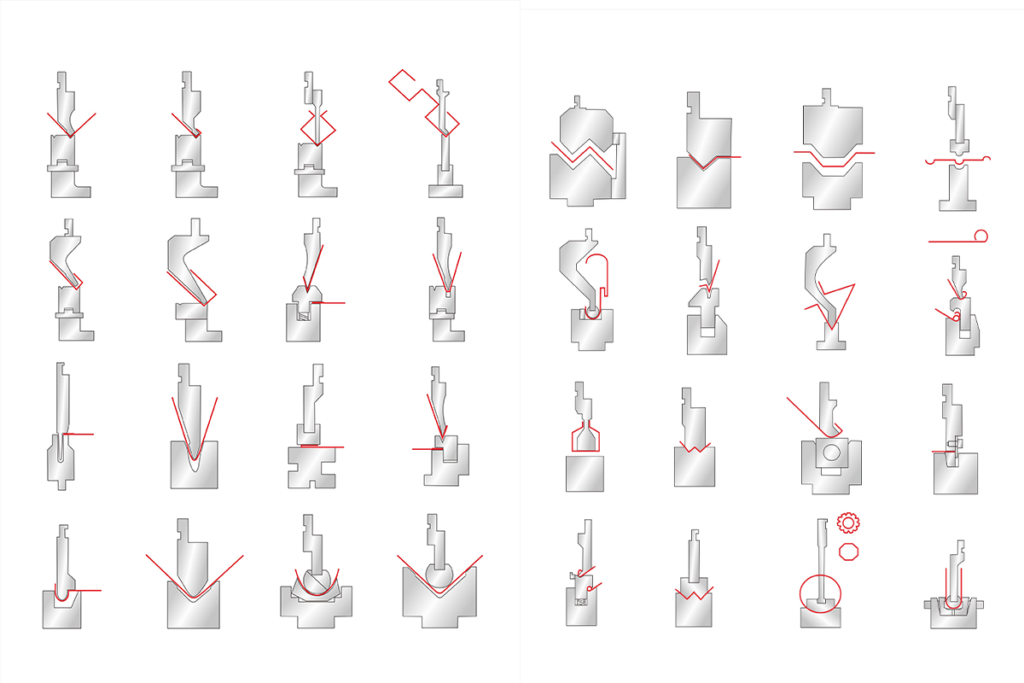
摇臂式模具摇臂:这种模具通过在金属板上上下滑动来弯曲金属。
鹅颈管模具鹅颈模具:鹅颈模具形状独特,与鹅颈相似。它们主要用于去除工件上突出的边缘或凸缘,是弯曲深框或高凸缘型材的理想选择。
V 死亡V 形模具:V 形模具是最常见的模具类型,其特点是具有异形凹槽。它用于对工件进行 V 形弯曲。V 形槽的宽度和深度决定了最终的弯曲角度和弧度。
锐角模具模具槽:用于形成锐角、钝角或直角弯曲。模槽的特殊设计可以控制弯曲角度,确保产品的最终精度。
缝合模具接缝模具:接缝模具是在板材和管道上形成接缝的专用工具。它们对于连接两块金属板至关重要,尤其是在管道系统或金属容器等应用中。
组合模具: 将多个模具的形状和功能整合到一个模具中,如弯曲和开槽。
海明死了 将工件的平面边缘加工成圆形和接缝形状,以便进行精加工。
珠模 它们用于创建圆形和半圆形的突出边缘。
拔枪 使用管状拉珠对工件进行拉伸和塑形,以形成外壳。
冲模在弯曲过程中在工件上打孔。
脱模模具: 它们适用于需要沿弯曲边缘释放弯曲余量的应用。
死翘翘 在弯曲过程中,通过冲孔将独立的金属部件连接起来。
U 形模具 弯曲角度范围为 90°-180°。
IV.模具强度和材料
压力机制动器模具的效率和寿命与模具的强度和材料有内在联系。
由于弯曲过程中会产生巨大的压力和磨料,因此工具的成分和处理至关重要。
高强度和耐磨性的重要性
压力制动工具在操作过程中能承受严格的压力。
高强度可确保工具在提供压力时不会变形和断裂。
此外,防磨损也至关重要,因为它决定了用户的使用寿命。防磨损工具可以长期保持形状和功能,确保一致的弯曲效果,并减少定期更换的要求。
淬硬工具
提高压力制动器刚度和耐用性的方法之一是硬化模具。
这种特殊材料因其初始硬度和进一步硬化的能力而广受欢迎。例如
铬钼钢:这种合金以其韧性和耐磨性著称,可以在压力制动器的强度和耐用性之间取得平衡,确保工具可以承受重型弯曲操作,而不会过早磨损。
Yasuki 钢:Yasuki 钢是一种高级钢材,通常用于制造专用工具,以其卓越的硬度和耐磨性而闻名。其成分能保持锋利的边缘,是精密和弯曲任务的理想选择。
热精炼工具
回火或热处理是一种提高金属工具性能的工艺。
将金属置于受控的加热和冷却循环中,可改变其分子结构,从而改善其性能。例如
碳钢:经过热处理后,碳钢的强度和耐磨性都有所提高。热处理过程细化了钢的晶粒结构,使其更加坚固耐用。碳钢工具经过回火处理,不易崩裂和变形,可确保更长的工具寿命和一致的弯曲效果。
V.工具的处理和安装
压力机制动器的运行效率取决于工具的质量以及工具的处理和安装方式。
正确的操作和安装可以保持最佳性能,减少磨损,延长工具的使用寿命。
下面将介绍在处理和安装工具方面的细微差别:
工具几何形状的重要性
压力折弯机模具的几何形状设计精巧,可实现折弯效果。
每个工具的形状、角度和尺寸对确保折弯过程的准确性至关重要。在处理和安装这些工具时
- 确保工具的几何形状与预期的折弯操作一致。使用几何形状错误的工具可能会导致弯曲结果不准确,并对工具和工件造成潜在损坏。
- 定期检查模具是否磨损或损坏。随着时间的推移,模具的几何形状也会因磨损而发生变化,从而影响弯曲质量。
- 正确存放至关重要。存放工具时应保持其几何形状,避免堆放或放置在会使其变形的位置。
分段式模具及其优势
分段式工具是指一个工具组被分成许多部分或段落。
分段式工具不仅仅是长工具,还允许操作员使用较短的工具段组合来实现所需的长度或设置。其优点如下
- 灵活性:分段式工具具有更强的通用性,操作员可根据程序的具体要求来匹配分段。
- 操作简便:与较长的工具相比,较短的工具更易于操作、安装和修复。
- 减少磨损:如果模具的特定部件磨损或损坏,应更换这些部件,而不是更换整个模具。
- 成本效益:运营商可以投资于一个分段组,而不是用于不同作业的多个长工具,从而降低长期成本。
- 优化的工作程序:分段式工具可快速复位,从而缩短设置时间,提高生产率。
VI.工具公差的重要性

模具公差在制造过程中至关重要,因为它决定了产品的正常运行、美观的容器测量范围或其他物理特性。
以下是其重要性的主要原因:
改进部件的配合和功能: 这种公差确保部件能与其他部件配合,从而避免功能问题和不兼容性。
加强最终产品展望公差:公差有利于实现产品的美观,如确保零件水平无明显间隔。
考虑合理的宽容度工具公差:工具公差可允许存在,同时保持其功能。
部件互换性: 公差允许更换单一部件,便于维护和修理。
一致性、准确性和精确性公差的定义:公差的定义可以更好地控制产品的一致性、准确性和精确度。
降低成本: 通过预先定义公差,制造商可以最大限度地减少代价高昂的制造错误和返工。
VII.常见问题
什么钢是压力制动工具?
压力制动器模具通常由各种钢材组成,如 T8 钢、T10 钢、42CrMo 和 Cr12MoV。
这些钢材具有高强度、高韧性和高磨蚀性,适用于压力制动器的严格应用需求。
钢材的具体选择取决于工具的寿命、成型材料和所需的精度水平等因素。
请注意,不同的制造商在选择压力制动器模具钢时有不同的偏好。
压力制动工具的使用寿命有多长?
一般来说,常见折弯机型号的模具长度范围如下:
小型机器(工作长度 1-2 米):模具长度 0.5-1.5 米
中型机器(工作长度 2-4 米):模具长度 1-3 米
大型机器(工作长度超过 4 米):模具长度 2-5 米
除此之外,专业定制的大型模具长度可达 5-10 米。
模具结构的合理设计、压力折弯机的型号以及产品的特性可以决定折弯任务的最佳长度。
压力制动工具的角度是多少?
压力制动工具的角度可根据实际应用和要求进行改变。
最常见的压力折弯模具包括 v 模、u 模和 z 模,用于制造不同的折弯形状。
V 形模的角度为 85 至 90°,冲头的角度通常为 85 至 88°。
U 形模的角度范围为 30 至 85°,冲头的角度通常为 85 至 88°。
z模具的角度在 30 至 85°之间,冲头的角度通常在 85 至 88°之间。
请注意,不同的制造商对压力制动器模具的角度有各自的偏好。
VIII.结束语
压力制动工具对压力制动制造至关重要。
无论是对于操作员、制造商还是任何参与金属加工的人来说,了解压力制动器模具都能显著提高折弯工艺的精确度,减少材料浪费,并产生更多效益。
如果您需要一台压力制动器,您可以 直接联系我们.
如果您想了解有关机床的更多信息,您可以 浏览我们的官方网站 了解详情。




