今天,我们来谈谈压力制动成形的基础知识。好了,让我们一起走进神秘的压力制动器世界,感受机床的魅力吧。
I.压力机成型简介
什么是折弯机?
ǞǞǞ 折弯机也称制动压力机,是一种用于弯曲金属板的机床。
它通过在冲头和模具之间夹紧工件来形成预先确定的弯曲。
通常,两个 C 形框架构成压力机制动器的侧面,分别与工作台的底部和活动梁的顶部相连。
制动器由用于铺放材料的光滑表面和夹紧杆组成。在弯曲过程中,杆会下降并牢牢固定材料。
夹紧动作可由双手、自动化装置或脚踏板操作。
机器的前门板是铰链式的,可以抬起,迫使材料沿着门板弯过直边。
压力折弯机的工作原理是使用带有预期角度的冲头和模具,将金属折弯成各种形状和形态。
什么是压力机成型?
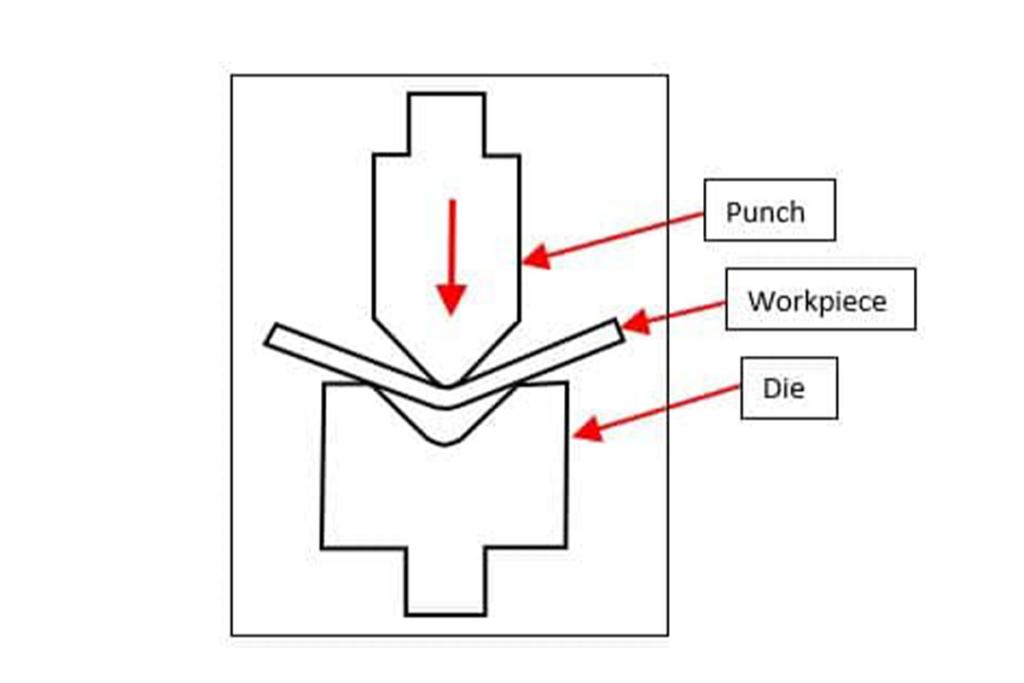
压力制动成形是最古老的机械变形工艺之一。它使用专门匹配的冲头和模具来实现。
模具通常设计成 v 和 u 形,可用于生产特定的弯曲角度和镭射。
冲头与模具相匹配,可确保金属板均匀、精确地弯曲。
在成形过程中,工件放在模具上,冲头向下驱动模具工作,迫使工件弯曲。
这种形状和深度由冲头、模具和施加压力的设计决定。
虽然压力制动成形看起来是一个简单的概念,但保持精度却非常麻烦。
压力制动成形需要更多的试验坯料和废料。
如果部件需要复杂而精确的切割,则很难在压力制动器上进行弯曲或生产。
压力制动成形的弯曲角度由材料变化、回弹特性以及弯曲过程中模具和坯料之间的摩擦力决定。
精确弯曲与压力制动器、工具和工件材料有关。
材料的回弹量受屈服强度、延展性、坚固性、材料状况等因素的影响。
压力制动成形的工作原理依赖于压力,也称为吨位,它决定了冲头在弯曲过程中产生的总压力。
吨位越大,弯曲材料就越厚,反之亦然。
随着吨位的增加,弯曲长度可以达到最长的金属板弯曲长度。
根据材料的用途和厚度/尺寸,只有不同吨位和弯曲长度的机器才能正确生产。
事实上,这些因素都很重要,因为这有利于验证压力制动器的负载限制--以每英寸吨为单位的限制。
了解压力制动器的装载限制和功率非常重要。
错误使用吨位和长度可能会损坏设备。
随着技术的发展,现代压力制动器已采用液压、气动或伺服系统来驱动冲头,从而提供更强大的力量和更高的精度。
此外,数控技术的投入使压力制动器成型更加自动化,可实现复杂的弯曲形状和精确的尺寸控制。
历史背景
压机制动成形的历史可追溯到 19 世纪初,至今已有 100 多年。
当时的压力机制动器与现代设备大相径庭。
最初的压力制动器被称为 "飞檐式制动器",主要由定制的铸铁件和橡木制成,用于弯曲金属。
1882 年,第一台压力制动器获得专利保护。这台机器使用手工操作的切片迫使夹紧的金属板弯曲。
这项工作无疑是一项劳动密集型工作。尽管如此,它为金属制品的制造创造了一种新的可能性,并为工业应用提供了更精确、更一致的金属部件。
随着时间的推移,技术的进步使压力制动器得到了快速发展;从手动操作到液压系统和现代数控系统,压力制动器的精度、效率和功能都得到了显著提高。
现代压力折弯机不仅能处理各种材料,还能实现复杂的折弯形状和各种工业需求。
II.压力机成型工艺与多样性特征
压制成型工艺
压力制动成形工艺是一种高度灵活、用途广泛的金属制造方法,可生产各种形状的金属零件。
工艺的多样性主要归因于冲头和模具设计的多样性。
0-90° 空气弯曲金属板折弯:这是最常见的折弯方式,可以处理从 18ga 到 3/8 英寸的金属板。
急弯弯管:用于产生尖锐的弯曲角度,通常用于 14ga 或更薄的材料。
通道和鹅颈用于生产特定轮廓的部件,如 U 形槽和 V 形槽。
压平和折边用于生产平整和折边部件。
帽子通道和开放式帽子通道用于生产具有特定截面的零件。
偏移和 M.T.偏移(用于烤箱面板)专门为烤箱面板等应用而设计。
直径为 3 英寸的半径冲孔弧形:它们可以产生直径达 3 英寸的弧形。
必要时使用聚氨酯薄膜在需要保护工件表面时使用。
擦拭模具用于生产具有复杂曲线的零件。
工艺特点
形成延展性材料的能力 压力制动器非常适合处理重复性较好的金属,如铝、青铜和软钢。
需要一些工具压力制动成形:与其他金属成形技术相比,压力制动成形通常需要一套冲头和模具。
适用于生产较小的零件该技术是制造中小型零件的理想选择。
长工件输出压力制动器:压力制动器可以通过特定的冲头和模具生产较长的工件,这对于其他成型方法来说较为困难。
高度自动化: 现代压力制动器通常配备数控系统,实现了高度自动化生产。
快速高效: 由于缩短了调试和更换工具的时间,压力制动器既经济又高效。
适应能力强压力制动成型:无论是单件生产还是批量生产,压力制动成型都能轻松完成。
III.适用于压力折弯成形的材料
铝合金 与其他金属相比,它更轻、更方便,被广泛应用于航空和汽车行业。由于其可塑性,可通过压力制动形成复杂的三维形状。产品边缘光滑锋利。此外,装饰行业也适合使用铝合金材料。
轻钢 通常广泛应用于建筑结构领域,且成本低廉。其优异的弯曲性能使其成为弯曲制造的主要材料之一。轻钢产品可以通过折弯快速形成各种模型。
不锈钢 是压力制动器成形的常用材料之一。由于它具有良好的强度、可塑性和耐腐蚀性,因此非常适合用压力制动器进行制造和成型。不锈钢的弯曲形状互不影响,边缘光滑,是机械、家电和其他产品不可或缺的材料。
此外,还有 黄铜、冷轧碳钢、热轧碳钢,等等。
IV.压力折弯成形的类型
金属加工中最常见的冲压成形类型是气弯、底弯和冲压。
空气弯曲
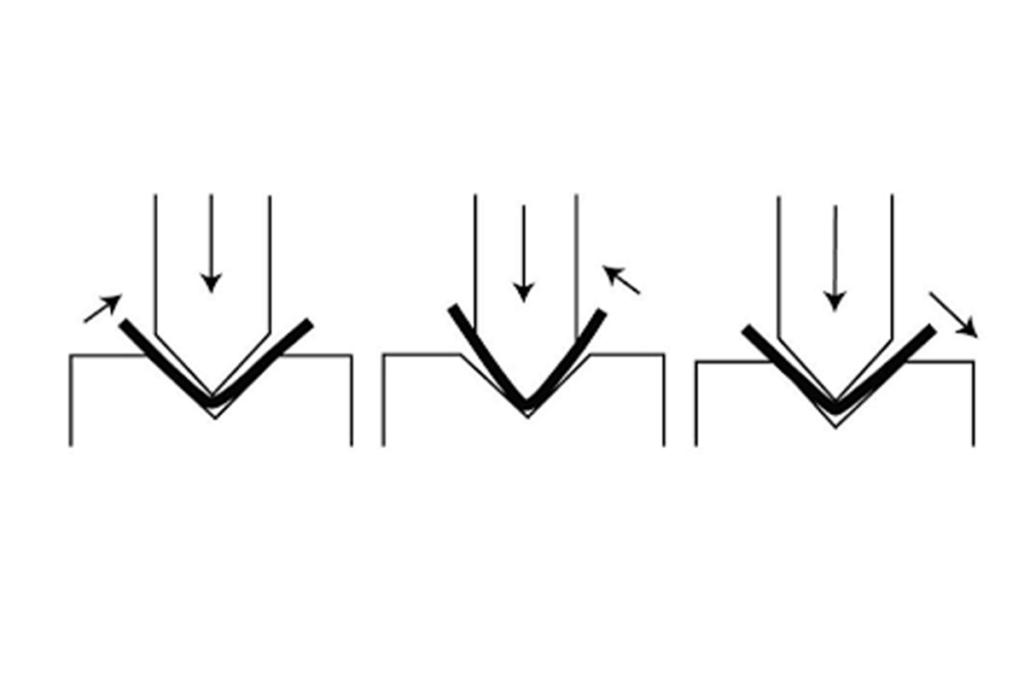
气弯是最常见的工业压力制动成形工艺。空气折弯依靠的是三点折弯,即在折弯过程中,金属板只在三个点上与上下工具接触。这就是它被称为 "局部弯曲 "的原因。
弯曲角度由穿透 V 形空腔的冲孔深度决定。冲孔的穿透力越大,实现的升角就越大。
优势
- 使用较小的功率实现 90° 弯曲,这归功于杠杆效应。
- 金属与模具的连接较少,仅在冲头、尖端和模肩上有连接。
- 冲头向下到模具之间的距离决定了弯曲角度。
- 冲程深度决定了弯曲角度,因此使用一套工具可以获得更多的弯曲角度。
- 空气折弯可实现 30° 至 180° 的任意轮廓角。
- 与其他方法相比,空气弯曲的速度更快。
- 将冲头顶端推入 V 形模具,以控制回弹,而不是依靠增加弯曲力和机器待机。
- 与其他弯曲力相比,它所需的力更小,因为它可以选择更宽的 V 形模具。
- 金属板和工具之间的摩擦相对较小,从而减少了工具的磨损。
- 气动折弯允许使用低吨位压力折弯机。
- 由于成本低,空气折弯更为经济。
劣势
- 空气弯曲的精度低于其他类型。公差为 ¾ 度 (45')。
- 弯曲角度不准确。实际上,尖端的结果是一个椭圆。
- 由于金属板不屈服,回弹率高于其他类型。
- 如果弯曲线上有孔,它们就会变形。
底部弯曲
在触底过程中,冲头会到达 V 形模具的底部,将金属片推向 V 形模具。
这种弯曲方式适用于精密材料,因为其精度高于空气弯曲。
底部金属板在上模和下模之间压制。因此,内镭射更加精确,金属片可以达到屈服点,反弹较低。
如果要获得一个角度,则需要使用角度稍大的工具。如果松开金属板,金属板会自然弹回。
不同的厚度和材料会产生不同程度的回弹。冲头和模具必须具有相同的角度,才能获得良好的弯曲效果。
底部弯曲与铸币之间的区别在于冲头、模具和金属之间的不完全接触。
此外,没有足够的吨位用于冲压和稀释金属。
优势
- 精度高,吨位小。
- 在批量生产的情况下,具有出色的弯曲重复性。
- 低回弹。
- 如果折弯线上有孔,金属板就会被压在工具之间,因为它们不会像空气折弯那样变形。
- 容差约为半度。
劣势
- 因为冲头已经位于 V 形底部,不可能通过向下推动冲头来纠正角度。
- 触底仅适用于 88°和 90°弯曲。
- 工具集专用于特定的配置文件。
- 轮廓的美感并不出色。
压印
硬币是指 "制造金属硬币"。也就是说,每枚硬币的形状和大小都是相同的。
因此,"合模 "指的是一种在弯曲过程中获得相同且精确结果的方法。
铸币所需的吨位是空气弯曲所需的四到五倍。因此,需要重型制动器和工具。
在冲压过程中,冲头和模具必须具有轮廓所要求的相同角度。因此,要实现 90° 弯曲,必须使用 90° 冲头、模具,并忘记回弹。
与打底和空气折弯相比,压铸模 v 更小,是金属板厚度的五倍。
在铸币过程中,金属不仅会弯曲。由于冲头和模具的冲击,金属会变得更薄。
压印背后的理论是:只要有足够的力,就能将金属弯曲到所需的精确角度。因此,模具的水平度必须与所需水平度相同。
优势
- 结果一致。
- 角度公差非常小(1/4 度)。
- 可弯曲厚度公差较大的金属板。
- 冲头以高吨位穿透材料,消除了板材回弹现象。
- 可以获得非常小的半径(金属板厚度的一半)。
劣势
- 压力制动,工具磨损很快。
- 金属板弯曲后不好看。
- 对于型材的任何角度和内部半径,都需要相关的冲头和模具。
- 你不能在 2 毫米厚的金属板上投硬币。
V.压力折弯成形的优缺点

优点
- 数控折弯机易于编程和操作。
- 数控压力折弯机可以快速设置,从一项工作到下一项工作。
- 这是一种理想的大规模加工工艺。
- 使用标准工具可以实现复杂的形状和轮廓。
- 与动力压力机相比,它成本低,易于更换和添加工具。
- 现代压力制动工具越来越轻便,安装也非常简单,从而加快了生产速度。
- 目前的机器可以通过数控系统操作各种软件设计,生产出更多独特的部件。
- 金属折弯工艺中的三维图形使工人能够直观地了解工艺流程,并在必要时重新安排机器顺序,而不是手动更换所有工具。在过去,这是高科技工人的工作。
弊端
- 一次只能生成一个表格。
- 虽然现代压力折弯机采用的现有技术可以产生更好的折弯效果,但在大规模和常规工作情况下并不经济。
- 对操作员的操作和程序调试能力也有一些要求。
- 当工件数量较多、形状复杂时,模具投资较高。
- 弯曲深度和长度受机器型号和工艺参数的限制。
- 精度受加热处理的影响,制造后很难达到高精度。
虽然压力制动成形有一些缺点,但其优点还是大于缺点的。
VI.常见问题
压力制动和成形之间有何区别?
压制和成型都是金属加工工艺,用于将一些板材和其他金属材料弯曲成所需的形状和设置。不过,它们之间仍有一些区别:
原理和操作
压力制动:该工艺将金属板材置于固定的下模和上冲之间,由上冲施加压力,从而使板材弯曲。根据冲头和模具的形状,压力制动器可实现多种弯曲角度和形状。
成型:这是一个广义的术语,涵盖了一系列金属成型工艺,包括弯曲、冲孔、折边、拉伸等。因此,压力制动也是成形工艺的一部分。成形过程中会用到许多工具和技术,如模具、冲头、轧辊等,旨在实现所需的形状和设置。
用途和应用
压力制动:主要用于生产具有单个或多个弯曲的金属部件,如金属框架、橱柜、货架等。
成型:更为广泛,如汽车零件、金属容器、结构件等。
复杂性
冲压制动:通常用于线性弯曲等相对简单的应用。
成型:它可以处理从简单到复杂的各种形状,如复杂的三维形状。
设备
压力制动:使用专门的压力制动器。
成型:可使用多台机器,如冲压机、压力制动器、辊式成型机等。
压力制动是一种特定的金属弯曲技术,而成形则是一个涵盖多种金属成形技术的广义术语。
轧制和成型有什么区别?
轧制是一种金属成型工艺,包括通过一对或多对轧辊减薄金属材料的厚度,使其厚度均匀,或赋予所需的机械性能。
成型是一个更广泛的术语,包括各种金属制造工艺,如轧制。其工作原理是在不去除任何初始材料的情况下使材料弯曲。
VII.结论
从历史演变到现代应用,压力制动成形工艺在许多行业都发挥着重要作用,从简单的装配(如支架)到复杂的组件(如金属外壳和结构)。
想要了解有关压力制动成形的更多信息,或者正在寻找专业的金属成形服务?不要犹豫 联系我们.我们的团队将为您提供帮助和指导。
或者您可以 浏览我们的官方网站 查看详情。




