يمكن أن تحدث أخطاء مختلفة أثناء ثني الصفائح المعدنية باستخدام مكابح الضغط.
يعد نصف قطر الانحناء غير الدقيق، وقوة الانحناء غير الكافية، والخلوص غير المناسب للقالب بعض الأسباب الشائعة لهذه الأخطاء.
يساهم أيضًا التموضع غير الصحيح للمقياس الخلفي والأخطاء في حسابات الثني في عدم دقة ثني الشُّغْلَة.
قد تختلف زاوية الانحناء الفعلية لقطعة العمل في بعض الأحيان عن الزاوية المحسوبة.
يمكن أن يكون ذلك بسبب سوء تسوية مكابح الكبس أو خلل في آلية التتويج.
توازي مكابح الضغط المتوازية
يمكن أن تحدث أخطاء مختلفة عند ثني الصفيحة المعدنية باستخدام مكابح الضغط، بما في ذلك نصف قطر الثني غير الدقيق، وقوة الثني غير الكافية، والخلوص غير الصحيح للقالب، وخطأ في تحديد موضع المقياس الخلفي، وأخطاء في حساب الثني.
يمكن أن تنحرف زاوية الشُّغْلَة أيضًا عن الزاوية المحسوبة إذا لم تكن مكابح الكبس مستوية أو إذا كانت آلية التتويج لا تعمل بشكل صحيح.
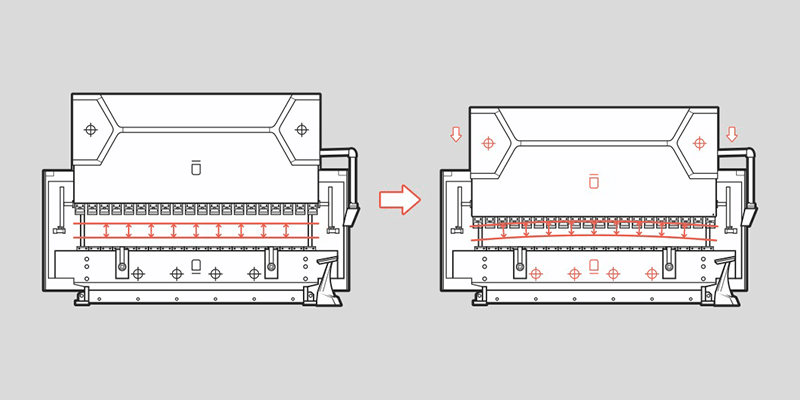
بمرور الوقت، سيتعرض المكبس وطاولة العمل في مكابح الضغط للتشوه، مما قد يؤدي إلى قوة غير متساوية على اللوح المعدني وانخفاض دقة الثني.
لمواجهة ذلك، يجب أن تعوض آلية التتويج عن تشوه الكبش ومنضدة العمل.
هناك نوعان من آليات التتويج لمكابح الضغط: التتويج الهيدروليكي والتتويج الميكانيكي.
تعمل آلية التتويج الهيدروليكية، الموجودة في مكابح الكبس الكهروهيدروليكية، على تعويض التشوه من خلال استخدام أسطوانات هيدروليكية على العارضة وتحت طاولة العمل، والتي تولد قوى لأسفل وأعلى على التوالي.
يمكن ضبط قوة التعويض بناءً على سُمك الصفيحة المعدنية وقوة الشد وحجم فتحة القالب، ويتم التحكم فيها بواسطة نظام التحكم العددي.
يستخدم التتويج الميكانيكي هيكل إسفيني مثلث ويتطلب وضع لوحين أساسيين، يتألفان من عدة أسافين فوق وتحت طاولة العمل.
يتم توصيل اللوحين الأساسيين بواسطة نوابض ومسامير قرصية ويستخدم محرك لتحريك الوتد بالنسبة للوحين الأساسيين، مما يشكل منحنى يوازن الانتفاخ الأصلي.
طريقة ثني الصفائح المعدنية المناسبة
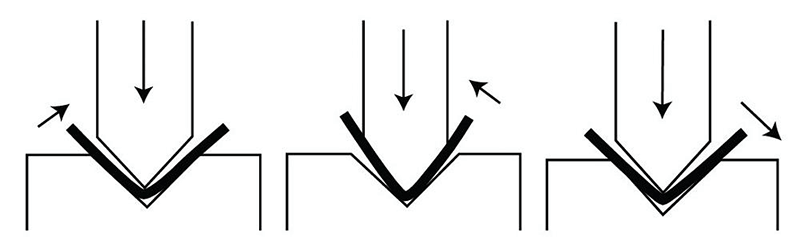
تتأثر دقة ثني الصفائح المعدنية أيضًا بطريقة الثني المستخدمة. هناك ثلاث طرق رئيسية للثني: الثني بالهواء، والثني بالقاع، والثني بالصك.
يتم التمييز بين هذه الطرق بناءً على العلاقة بين موضع القالب النهائي وسُمك الصفيحة المعدنية.
لا تتطلب طريقة الثني بالهواء التلامس الكامل بين القالب وقطعة العمل.
وتتطلب هذه الطريقة قوة ثني منخفضة نسبيًا، ويضغط المثقاب الصفيحة المعدنية في القالب على شكل حرف U أو V، باستخدام نقطتين على كتف القالب.
يتم تحديد زاوية الانحناء الهوائي من خلال شكل وضربة المثقاب والقالب السفلي، ويؤدي عمق الضربة المناسب إلى ثني أكثر دقة.
ومع ذلك، يمكن أن تتغير زاوية الانحناء الهوائي بسبب الارتداد الهوائي بعد تحرير الحمل، والذي يختلف بناءً على قوة ضغط المادة.
لتعديل الزاوية، يجب تطبيق بعض الضغط لإجراء بعض التعديلات.
عادةً ما يكون خطأ زاوية الانحناء في الانحناء الهوائي حوالي 0.5 درجة.
في طريقة القاع، يتم وضع قطعة العمل عند فتحة المثقاب والقالب على شكل حرف V.
يبلغ حجم فتحة القالب على شكل حرف V من 6 إلى 10 أضعاف سُمك الصفيحة المعدنية، ويختلف حجم الفتحة بناءً على زاوية الانحناء وسُمك المادة.
يكون ارتداد الصفيحة المعدنية أقل بعد تحرير الحمل، مما يؤدي إلى دقة أعلى.
وأخيرًا، في طريقة التثقيب، يضغط المثقاب على المادة في القالب السفلي تمامًا.
تتطلب هذه الطريقة قوة ثني عالية، والتي يمكن أن تشكل المادة بشكل دائم.
يكون الارتداد بعد الصك في حده الأدنى، مما يجعل هذه الطريقة دقيقة للغاية في الثني.
معلمات ثني الصفائح المعدنية
بالإضافة إلى اختيار طريقة ثني مناسبة، من الضروري تحديد معلمات ثني قطعة العمل.
أثناء عملية ثني المعدن، يخضع السطح الداخلي للمعدن للضغط بينما يتم شد السطح الخارجي.
ولضمان دقة الانحناء، من الضروري معرفة قيمة الشد للمادة وحساب الحد الأدنى لطول تفاوت الشفة.
وتتضمن المعلمات المعنية نصف قطر الانحناء، ومعامل K، وخصم الانحناء، وبدل الانحناء، والتراجع، إلخ.
إذا كانت خواص المادة غير متناسقة، فقد تتأثر زاوية ثني قطعة العمل عند استخدام الثني بالهواء.
بالإضافة إلى ذلك، إذا ظل سمك الصفيحة ثابتًا وأصبحت فتحة القالب أضيق، فستكون زاوية الانحناء أكثر وضوحًا.
خواص المواد
إذا كانت خصائص المادة غير متناسقة، فقد تختلف زاوية الشُّغْلَة عند استخدام الثني بالهواء.
بالإضافة إلى ذلك، إذا ظل سمك الصفيحة كما هو ولكن فتحة القالب تضيق، فإن زاوية ثني قطعة العمل ستتغير أكثر.
من المهم ملاحظة أنه على الرغم من أن خواص المواد قد تكون غير متناسقة، إلا أنها قد تظل ضمن التفاوتات المسموح بها في السماكة والقوة لمطحنة التفريز.
ويرجع ذلك إلى أن قوة الشد للعديد من المواد تقع ضمن نطاق تحمل معين.
هناك عامل آخر يجب أخذه في الاعتبار وهو السطح الخارجي للصفيحة، حيث تتطلب اتجاهات النسيج الطبيعية المختلفة ضغوط ثني مختلفة.
من المهم أن تضع في اعتبارك أن هذه القيم قد لا تكون الأكثر دقة، لذلك قد يكون من الضروري إجراء تعديلات على الزاوية والطول أثناء الثني.
مكابح الضغط التشغيل المتوازن

من أجل ثني الصفيحة بسلاسة ودقة، من الضروري موازنة مكابح الضغط.
للقيام بذلك، يجب أن يكون الإطار الوسيط لماكينة الثني مدعومًا على سطح محمل متين ومثبتًا في أحد طرفيه بينما يتم دعمه في الطرف الآخر.
أثناء التشغيل، يجب جعل المخالب الداعمة السفلية لمكبح الكبس تلامس السطح الداعم لقطعة العمل بشكل متساوٍ ثم يتم تثبيتها في مكانها.
يجب بعد ذلك تشديد الغطاء العلوي وتعديل موضع مخلب الدعم العلوي حتى يتم تثبيته بشكل صحيح.
من المهم التأكد من تطبيق جميع المخالب الداعمة للإطار الوسيط بشكل متساوٍ طوال العملية.
لتجنب تآكل سطح الشُّغْلة، يجب وضع طبقة من الصفيحة النحاسية النقية أو قماش الصنفرة الناعم بين كل مخلب داعم والسطح الداعم للإطار الوسيط.
باتباع هذه الخطوات، يمكن موازنة مكابح الكبس وتشغيلها بسلاسة.
الخاتمة
تعرض هذه المقالة طرقًا مختلفة لتعزيز دقة ثني قطع العمل.
تشمل هذه الطرق اختيار طريقة الثني، وآلية التسوية والتعويض للماكينة، واختيار مواد الثني، ودقة معلمات الثني.
ADH هي شركة مصنِّعة لماكينات معالجة الصفائح المعدنية وتوفر للعملاء عملية ثني فعّالة ودقيقة باستخدام مكابح الضغط الخاصة بها.
تتميز منتجاتنا بأداء عالٍ وأسعار تنافسية وخدمة ما بعد البيع الاستثنائية.
لمعرفة المزيد عن مكابح الضغط الخاصة بنا، يمكنك استكشاف صفحة منتجاتنا أو التواصل مع خبراء المنتجات لدينا.
الأسئلة الشائعة
ما هي المشاكل المحتملة في ثني الصفائح المعدنية؟
يعتمد نجاح تشكيل المعادن على عدة عوامل مثل الموضع الصحيح لقطعة العمل، والقالب المطابق، والخلوص المناسب للقالب، ونصف قطر الانحناء.
إذا كان حساب المعلمة غير دقيق، أو إذا كان خلوص القالب غير مناسب، أو إذا كان وضع الشُّغْلَة غير صحيح، فقد تتأثر جودة الشُّغْلَة.
قد تنشأ مشاكل مثل التشققات في الانحناء، والحواف غير المستوية، وحجم الانحناء غير الصحيح، والسطح المحدب إذا لم يتم النظر في هذه العوامل بشكل صحيح.



