Diverses erreurs peuvent se produire lors du pliage de tôles à l'aide d'une presse plieuse.
Un rayon de cintrage imprécis, une force de cintrage insuffisante et un mauvais dégagement de la matrice sont quelques-unes des causes courantes de ces erreurs.
Un mauvais positionnement de la butée arrière et des erreurs dans les calculs de cintrage contribuent également à un cintrage imprécis de la pièce.
L'angle de pliage réel de la pièce peut parfois différer de l'angle calculé.
Cela peut être dû à une mauvaise mise à niveau de la presse plieuse ou à un mauvais fonctionnement du mécanisme de couronnement.
Parallélisme des presses plieuses
Diverses erreurs peuvent se produire lors du pliage de tôles à l'aide d'une presse plieuse, notamment un rayon de pliage imprécis, une force de pliage insuffisante, un mauvais dégagement de la matrice, une erreur de positionnement de la jauge arrière et des erreurs dans le calcul du pliage.
L'angle de la pièce peut également s'écarter de l'angle calculé si la presse plieuse n'est pas de niveau ou si le mécanisme de bombage ne fonctionne pas correctement.
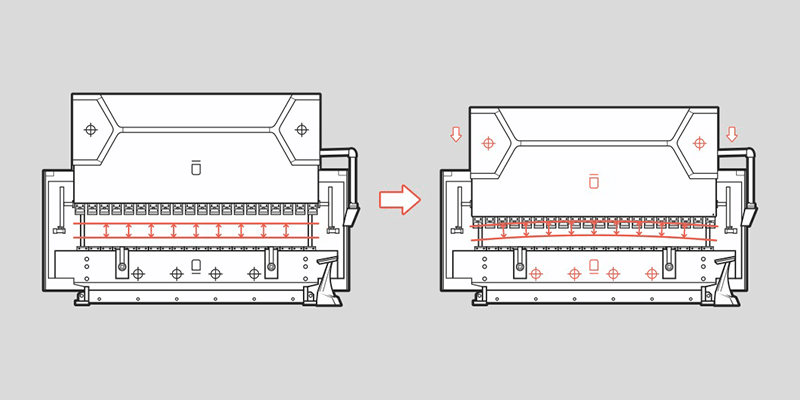
Avec le temps, le coulisseau et l'établi de la presse plieuse se déforment, ce qui peut entraîner une force inégale sur la tôle et une diminution de la précision du pliage.
Pour y remédier, le mécanisme de couronnement doit compenser la déformation du coulisseau et de l'établi.
Il existe deux types de mécanismes de bombage pour les presses plieuses : le bombage hydraulique et le bombage mécanique.
Le mécanisme de couronnement hydraulique, que l'on trouve sur les presses plieuses électro-hydrauliques, compense la déformation à l'aide de vérins hydrauliques situés sur la poutre et sous l'établi, qui génèrent respectivement des forces vers le bas et vers le haut.
La force de compensation peut être ajustée en fonction de l'épaisseur de la tôle, de la résistance à la traction et de la taille de l'ouverture de la matrice, et est contrôlée par le système de commande numérique.
Le couronnement mécanique utilise une structure de coins triangulaires et nécessite de placer deux plaques de base, composées de plusieurs coins, au-dessus et au-dessous de l'établi.
Les plaques de base sont reliées par des ressorts à disque et des boulons, et un moteur est utilisé pour déplacer la cale par rapport aux plaques de base, formant une courbe qui compense le renflement d'origine.
Méthode de pliage de la tôle appropriée
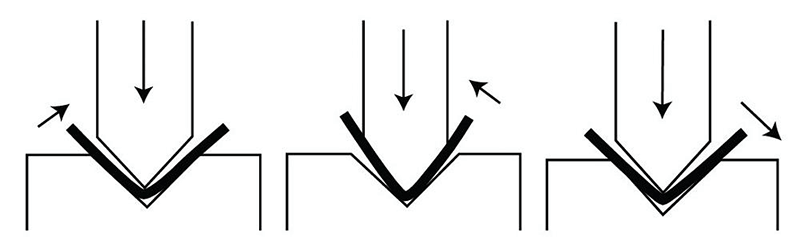
La précision du pliage de la tôle est également influencée par la méthode de pliage utilisée. Il existe trois méthodes principales de pliage : le pliage à l'air, le pliage par le bas et le pliage par le haut.
Ces méthodes sont différenciées en fonction de la relation entre la position de la filière et l'épaisseur de la tôle.
La méthode de cintrage à l'air ne nécessite pas un contact total entre la matrice et la pièce à usiner.
Cette méthode nécessite une force de pliage relativement faible, et le poinçon presse la tôle dans la matrice en forme de U ou de V, en utilisant deux points sur l'épaulement de la matrice.
L'angle du cintrage pneumatique est déterminé par la forme et la course du poinçon et de la matrice inférieure, et une profondeur de course appropriée permet un cintrage plus précis.
Cependant, l'angle de flexion dans l'air peut changer en raison du retour élastique après le relâchement de la charge, qui varie en fonction de la résistance à la compression du matériau.
Pour modifier l'angle, il faut exercer une certaine pression pour effectuer des ajustements.
L'erreur d'angle de cintrage pour le cintrage pneumatique est généralement de l'ordre de 0,5 degré.
Dans la méthode du fond, la pièce est positionnée à l'ouverture du poinçon et de la matrice en forme de V.
La taille de l'ouverture de la matrice en forme de V est de 6 à 10 fois l'épaisseur de la tôle, et la taille de l'ouverture varie en fonction de l'angle de pliage et de l'épaisseur du matériau.
Le retour élastique de la tôle est moindre après le relâchement de la charge, ce qui se traduit par une plus grande précision.
Enfin, dans la méthode du monnayage, le poinçon presse complètement le matériau dans la matrice inférieure.
Cette méthode nécessite une force de flexion élevée, qui peut façonner le matériau de manière permanente.
Le retour élastique après le monnayage est minime, ce qui rend cette méthode très précise pour le cintrage.
Paramètres de pliage de la tôle
Outre le choix d'une méthode de pliage appropriée, il est essentiel de déterminer les paramètres de pliage de la pièce.
Au cours du processus de pliage du métal, la surface intérieure du métal subit une compression tandis que la surface extérieure est étirée.
Pour garantir la précision du pliage, il est nécessaire de connaître la valeur de traction du matériau et de calculer la longueur minimale de tolérance de la bride.
Les paramètres impliqués comprennent le rayon de courbure, le facteur K, la déduction de courbure, l'allocation de courbure, le recul, etc.
Si les propriétés du matériau ne sont pas homogènes, l'angle de pliage de la pièce peut être affecté lors de l'utilisation du cintrage pneumatique.
En outre, si l'épaisseur de la plaque reste constante et que l'ouverture de la filière devient plus étroite, l'angle de flexion sera plus prononcé.
Propriétés des matériaux
Si les propriétés du matériau ne sont pas homogènes, l'angle de la pièce peut varier lors de l'utilisation du cintrage pneumatique.
En outre, si l'épaisseur de la plaque reste la même mais que l'ouverture de la matrice se rétrécit, l'angle de flexion de la pièce changera encore plus.
Il est important de noter que même si les propriétés des matériaux peuvent être incohérentes, elles peuvent toujours se situer dans les limites des tolérances d'épaisseur et de résistance de l'usine.
En effet, la résistance à la traction de nombreux matériaux se situe dans une certaine plage de tolérance.
Un autre facteur à prendre en compte est la surface extérieure de la feuille, car les différentes directions de la texture naturelle requièrent des pressions de flexion différentes.
Il est essentiel de garder à l'esprit que ces valeurs peuvent ne pas être les plus précises, de sorte que des ajustements de l'angle et de la longueur peuvent être nécessaires pendant le pliage.
Presse plieuse Fonctionnement équilibré

Pour plier les tôles avec précision et en douceur, il est nécessaire d'équilibrer la presse plieuse.
Pour ce faire, le cadre intermédiaire de la cintreuse doit reposer sur une surface d'appui solide et être serré à une extrémité tout en étant soutenu à l'autre extrémité.
Pendant l'opération, les deux griffes de support inférieures de la presse plieuse doivent toucher uniformément la surface de support de la pièce, puis être bloquées en place.
Le couvercle supérieur doit ensuite être serré et la position de la griffe de support supérieure doit être ajustée jusqu'à ce qu'elle soit correctement fixée.
Il est important de veiller à ce que toutes les griffes de soutien du cadre intermédiaire soient appliquées de manière uniforme tout au long du processus.
Pour éviter l'usure de la surface de la pièce, une couche de cuivre pur ou de toile émeri fine doit être placée entre chaque griffe d'appui et la surface d'appui du cadre intermédiaire.
En suivant ces étapes, la presse plieuse peut être équilibrée et fonctionner sans problème.
Conclusion
Cet article présente différentes façons d'améliorer la précision du pliage des pièces.
Ces méthodes comprennent la sélection de la méthode de pliage, le mécanisme de nivellement et de compensation de la machine, le choix des matériaux de pliage et la précision des paramètres de pliage.
ADH est un fabricant de machines de transformation de la tôle et offre à ses clients un pliage efficace et précis grâce à sa presse plieuse.
Nos produits sont très performants, à des prix compétitifs, et sont accompagnés d'un service après-vente exceptionnel.
Pour en savoir plus sur notre presse plieuse, vous pouvez consulter notre page produit ou contacter nos experts produits.
FAQs
Quels sont les problèmes éventuels liés au pliage de tôles ?
La réussite du formage des métaux dépend de plusieurs facteurs tels que le positionnement correct de la pièce à usiner, la matrice adaptée, le jeu approprié de la matrice et le rayon de courbure.
Si le calcul des paramètres est inexact, si le jeu de l'outil n'est pas approprié ou si le positionnement de la pièce est incorrect, la qualité de la pièce peut être compromise.
Des problèmes tels que des fissures dans le pli, des bords irréguliers, une taille de pliage incorrecte et une surface convexe peuvent survenir si ces facteurs ne sont pas pris en compte correctement.



