様々なものがある。 プレスブレーキ手動プレスブレーキ、油圧プレスブレーキ、CNCプレスブレーキなど。
現在、最も人気があるのは CNCプレスブレーキ電気油圧式とも呼ばれる。 サーボプレスブレーキ.
電気油圧サーボプレスブレーキのサーボシステムとリニアスケールは、動作中に機械の精度を制御することができます。
CNC制御システムは、曲げプログラムの精度を確保するために、すべての曲げパラメータを設定することができます。
プレスブレーキ本体は、左右2つのC型フレームで構成されている。
下の作業台と上の横木はC型フレームに接続されている。
プランジャー部は、上パンチを備えたクロスビームと下ダイを備えたワークベンチで構成される。バックゲージは、正確な位置決め機能を提供することを目的としています。
プレスブレーキの構成部品と動作は基本的に同じで、駆動源と個々の部品が異なるだけである。
次に、CNCプレスブレーキを例にとり、その構成部品について詳しく説明する。
フレーム
マシン全体を支える主要な構造体。
通常、高強度の完全溶接C型構造で、左右の垂直プレート、ベッド(作業台)、連結構造で構成される。
フレームの奥行きはスロートの奥行きと同じで、多くの曲げスペースを提供する。
フレームにはスプリングバックを検知し、最小限に抑えるための監視ツールもある。
ラム
ラムは、型開きの工程(上型と下型を分離する工程)で、型開きの方向に対して垂直方向にスライドしたり、ある角度を形成したりする金型部品です。
上パンチを下ダイに対して往復直線運動させ、板金の曲げ加工を行い、特定の曲げ角度や円弧を形成します。
ラムの動きには、機械の原点復帰、急速駆動、作業ストローク、スライド復帰の4つの部分がある。
それは上の部品および底の部品に分けることができる。そして、それはまた、機械に圧力を加えることができる駆動機構部品である。
その上、ラムは鋼板から成り、両側の合わせられた水圧シリンダによって運転されるピストン棒を通してオイルシリンダと接続することができる。
ラムの両側にあるリニアスケールは、同期運動のための正確な位置決めを提供することができます。
オイルシリンダーおよび機械ストッパーの助けによって、ラムは避けることができる 戴冠.
オイルシリンダー、メカニカルストッパー、微調整構造でラム部品を構成。油圧によって、それは上下に動くためにピストン(棒)を運転します。
メカニカルストッパーは数値制御システムによって制御・調整される。
ワークベンチ
プレスブレーキの土台となる作業台。下型用のツールホルダーは作業台に設置される。
作業台は、プレスブレーキの3つの構成要素(左右のオイルシリンダー、作業台、ラム)のうちの1つで、ベースとプレッシャープレートからできている。
ボタンボックス(プレスブレーキの作動を制御する装置)で操作し、モーターを駆動してバックゲージとともに前後に移動する。
移動距離を決定するためにCNCシステムによって制御される。
ひとつは上パンチの下方向への動き、もうひとつは下ダイの上方向への動きである。
ビームはラムを駆動して下方に力を及ぼし、その力は均等に分散される。
プレスブレーキ作業台のクラウニング機構は、力配分を適宜調整できる。
選ぶ際には、加工作業の要件を満たしつつ、比較的短いサイズを選ぶことを考慮することが肝要である。
バックゲージ
バックゲージはプレスブレーキで最も重要な部品で、曲げ加工中にワークの位置と長さを制御・調整するために使用されます。
プレスブレーキの後部に設置し、曲げ加工前にワークを正確に位置決めします。
その上、異なるモーターで駆動され、異なる軸で動く。
ボールねじとタイミングベルトにより、バックゲージの同期動作が保証される。
バックゲージはCNCコントローラーで制御され、6軸で動くことができる。
R軸は上昇と下降を示す。X軸は前後の動きを示す。Z軸は左右の動きを表します。
曲げ加工中、ワークは作業台の金型に置かれます。ストップ・フィンガーでワークを押してフィットさせます。バックゲージには、ワークピースに接続された多数のストップフィンガーがあります。
バックゲージの主な機能は、曲げ加工中のワークの動きを制限し、ワークが正しい位置で曲げられるようにすることです。
モーター、サーボモーター、シリンダーで制御・調整できる。
オペレーターは、プレスブレーキの制御システムを通じてバックゲージの位置と長さを設定し、さまざまなワークの曲げ要件に対応することができます。
(1) ストップフィンガー
ストップフィンガーとは、フロントゲージとバックゲージの変位が変化した時に、加工物の大きさを表示する部品です。
ストップフィンガーは、リニアガイドレール上をスムーズに移動することができ、また上下に調整することができ、便利で効率的で制御が容易です。
プレスブレーキは一般的に複数のストップフィンガーを持ち、数の実際の需要構成に従って、それは点接触であり、板金の不十分な真直度の問題を避けることができ、異なる長さの板金部品の曲げを実現する。
(2) バックゲージバー
バックゲージバーは、ストップフィンガーと共に使用される棒状のアセンブリで、電気または油圧駆動によりストップフィンガーの位置を移動・調整する。
バックゲージバーの位置調整は、制御システムによって正確にコントロールできる。
(3) バック gアージュ sアンソール
バックゲージセンサーは、ワークの位置と長さをテストするために適用されます。フィードバック信号により制御システムの位置を知らせることができ、より正確な位置決めを実現します。
(4) バックゲージコントローラー
バックゲージコントローラーは、バックゲージを制御するための電気装置である。
バックゲージセンサーからの信号を受信し、バックゲージバーを制御することでワークの位置調整を実現します。
(5) バックゲージガイドレール
バックゲージガイドレールは、ベッド上に設置されたガイドレールシステムで、バックゲージバーの動きを支え、ガイドするために使用される。
また、バーをベッドに沿って移動させながら、安定した正確さを保つことができる。
ツールクランプ

プレスブレーキのクランプは金型を固定するためのもので、上部クランプと作業台上のクランプに分けられます。
クランプ中、上部クランプは自動的にセンターを合わせることができる。
クランプはまた、通常のクランプとファストツールクランプに分けられる。
ファストクランプは、プレスブレーキ上のトップパンチを素早くクランプ・固定する装置です。
プレスブレーキのラム上に設置し、トップパンチの迅速なクランプと取り外しに使用できます。
固定台と前圧板装置があり、金型を調整して力を均等にし、ラムの損傷を防ぎ、工作物の加工精度を安定させる。
パンチとダイ
プレスブレーキの金型は、パンチ(上型)とダイに分けられる。
パンチとダイは、シートメタルのスタンピング形成と分離に適用される。
曲げに使用する金型は、曲げ方法、曲げ角度、原材料、材料の厚さによって異なる。
曲げ加工中、ラムは上パンチを駆動して下ダイに押し込み、これが曲げストロークとなる。
パンチには直角ダイ、鋭角ダイ、グースネックダイなどがあり、下型にはU字ダイ、V字ダイなどがある。
油圧システム
油圧システムは、油圧シリンダーの圧力と流量を制御するために使用される。
主にモーター、オイルポンプ、オイル充填バルブ、オイルシリンダーで構成され、プレスブレーキのフレームに取り付けられ、左右の垂直プレートそれぞれにオイルシリンダーがある。
油圧ポンプは、機械エネルギーを油圧圧力エネルギーに変換し、油圧システムを駆動する。
液圧シリンダーは、液圧を運動エネルギーに変換してラムを駆動する。
制御システム
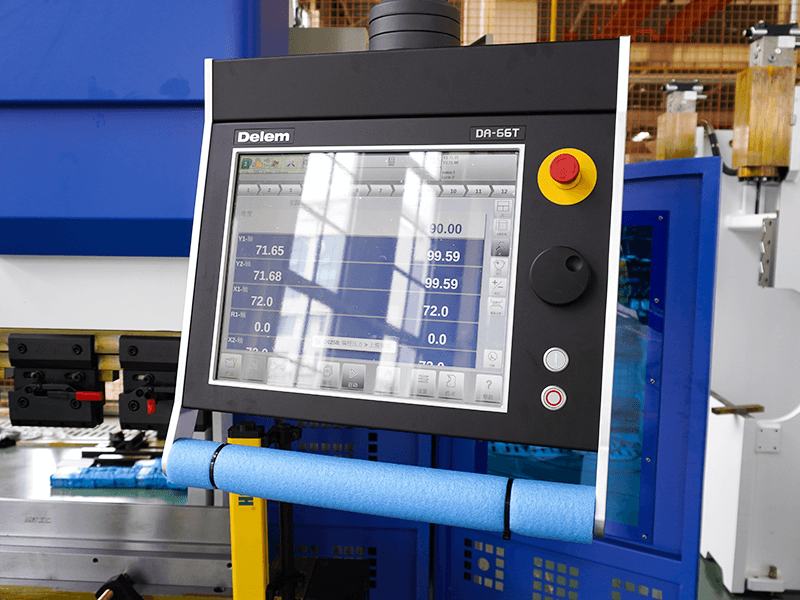
プレスブレーキの頭脳として機能するコントローラーは、加工指示を構成するテキスト、数字、記号、グラフィックの形で入力コマンドを受け取ります。
プレスブレーキを制御し、加工プログラムを実行する。多様なプログラムを記憶することができ、インターフェイス回路やサーボ駆動装置を備えている。
コントローラは、プレスブレーキのパラメータと操作を設定し、制御するために適用されます。
CNCプレスブレーキのコントローラは、プログラミングによって曲げプロセスを制御することができます。
様々なパラメータをシステムに保存することができる。現在、市場で最も人気のあるコントローラブランドには、Delem、ESA、Cyblecなどがあります。
コントローラには、ボタンとタッチスクリーンの2つのバージョンがあります。また、曲げ加工をシミュレートするために、2Dと3Dのグラフィックプログラミングが可能です。
安全装置

保護カバーや非常停止ボタンなど、オペレーターの安全を確保するためのもの。
また、プレスブレーキの両側には安全扉が設置されている。安全扉を閉めると、両側の危険なエリアには立ち入ることができません。
動作中に開くと、すべての軸の動作が停止する。
より高度な保護装置としては、ライトカーテン安全装置やレーザー保護装置などがある。
オイルシリンダー
基本的にオイルシリンダーは、シリンダーバレル、シリンダーヘッド、ピストン、ピストンロッド、シール装置、緩衝装置、排気装置で構成されています。プレスブレーキの両側に固定され、ラムを駆動して上下往復運動を行います。
フロントサポート

フロントサポートは、曲げられる金属板を支えるために使用され、上下に調整できる。
ガイドレールを装備し、自動的に移動することができます。手動サポートに比べ、より安全で安定し、より良い曲げ結果を得ることができます。
クレーンアーム
クレーンアームは、小型のコントロールボックスを吊り下げたり支えたりするのに使われ、あらゆる方向に向きを変えることができる。
良好な耐荷重性と強固で堅牢な構造を備えている。主に高品質のアルミニウム合金を使用し、オープン成形で作られています。
電気キャビネット
電気キャビネットは小型の低電圧配電ボックスで、電線、計測器、スイッチ、関連機器を金属製のキャビネットに収納するために使用される。
コンパクトで、通常はプレスブレーキの側面に設置される。
クラウニング
プレスブレーキのクラウニングは、ピースワークの精度を確保し、ラムの変形を補正するために、角度のクラウニング、長さのクラウニング、ギャップ誤差のクラウニングなど、多くの機能を備えています。
油圧クラウニングと機械式クラウニングです。機械的なクラウニングは、より多くの補正ポイントを後押しし、曲げ効果が期待される効果を達成することができ、使用中に耐久性と安定性があります。
フットペダル
フットペダルは、プレスブレーキの操作における4つの主要コンポーネント(オペレーター、装置、システム、フットペダル)の1つです。緊急停止、サイクル、シングルステップのリモートコントロール機能を統合しています。
フットペダルは、バックゲージの左右の動きや機械のスタート・ストップ機能を自由にコントロールでき、工作機械の制御を統合します。
さらに、ネットワーク用のWIFIモジュールを追加することで、エリア全体のシームレスな監視と管理を可能にし、簡素化された管理機能を提供する。
メインモーター
モーターはフィルターエレメントの隣に位置し、通常、油圧ポンプやアクチュエーターの駆動など、駆動力と動力伝達のために使用される。
サーボモーター
サーボモーターは、プレスブレーキの制御システムに適用され、正確な位置、速度、トルク制御を実現することを目的としています。
これは通常、正確を期すために上パンチまたは下ダイの伝動機構に接続されている。 曲げ作業。
フィルターエレメント
フィルタエレメントは通常、油圧システムを正常に作動させるために、油圧システム内の液体をろ過するために使用される。
リニアスケール
リニア・スケールは、位置と角度を測定し、制御するためのものである。 曲げ加工.プレスブレーキの上パンチまたは下ダイに取り付けることができます。
トップパンチやボトムダイの位置を正確に測定し、プレスブレーキの動きをタイムリーに制御するために使用されます。
リニアスケールは高精度、高精細でお客様の期待に応え、曲げ加工の精度と安定性を向上させます。
結論
プレスブレーキが初めての方は、この記事を読んでプレスブレーキの基本的な知識を理解してください。
ADHのプレスブレーキにはCNCプレスブレーキNCプレスブレーキ、大型プレスブレーキ、ロボットベンディングセル。
曲げトン数は30トンから3000トンまで。コントローラーブランドはESTUN、DELEM、CYBELEC、ESAなど。