I. مقدمة
في الصناعة التحويلية الحديثة، تُعد مكابح الكبس قطعة لا غنى عنها في معالجة الصفائح المعدنية.
تؤثر خصائصه بشكل مباشر على دقة المنتجات وجودتها. في العديد من تقنيات الثني، يعتبر تتويج مكابح الكبس هو المفتاح لضمان دقة الثني.
التتويج عبارة عن تقنية مصممة لتعويض الانحناء غير المتكافئ الناجم عن أداة الماكينة والقالب والتشوه المرن للمواد.
وباختصار، يمكنها ضبط شكل المثقاب العلوي والقالب السفلي بشكل صحيح أثناء الثني لضمان ثبات زاوية الثني على طول طول الثني، وبالتالي تحسين دقة وجودة قطعة العمل.
ثانياً. تعريف التاج وأهميته
التعريف
يعد تتويج مكابح الضغط أمرًا بالغ الأهمية لتصحيح دقة ثني قطع العمل.
خلال عملية الانحناءتقوم أسطوانة الزيت في كلا طرفي مكابح الضغط بتحريك المكبس للضغط على قطعة العمل.
يمكن للصمام المؤازر الموجود فوق أسطوانات الزيت اليمنى واليسرى، بالإضافة إلى جهاز التموضع الموجود أسفل أسطوانات الزيت، التحكم في موضع رفع أسطوانة الزيت.
أثناء كل عملية ثني، يتحكم النظام الهيدروليكي المؤازر في موضع أسطوانة الزيت من خلال معلمات محددة مسبقًا لضمان وصول الكبش إلى الموضع المحدد مسبقًا لوحدة التحكم، مما يؤدي إلى زوايا ثني أكثر دقة.
ومع ذلك، عند ثني صفيحة معدنية، يتعرض طرفا مكابح المكبس لأقصى قوة، وتتسبب قوة رد الفعل الناتجة عن ثني الصفيحة في تشويه السطح السفلي للمكبس.
ونتيجة لذلك، يتم ثني كلا طرفي الصفيحة المعدنية بالزاوية الصحيحة، ولكن التشوه في منتصف الكبش هو الأكبر، خاصةً عند ثني الصفائح المعدنية الطويلة.
كما هو موضح في الشكل، أثناء ثني صفيحة معدنية، يتحرك كبش مكابح المكبس لأعلى بينما يتحرك سرير الماكينة لأسفل.
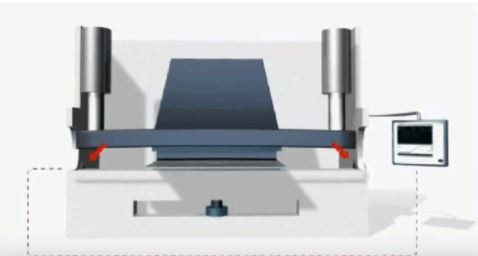
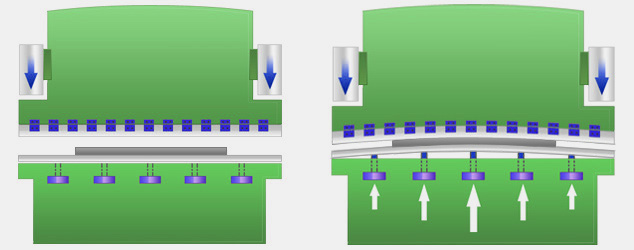
من أجل تحسين دقة الانحناء وإزالة أخطاء زاوية الانحناء الناجمة عن تشوه الكبش ومنضدة العمل، من الضروري تعويض انحرافهما.
يمكن تركيب نظام تعويض أو تتويج لتوليد قوة معاكسة توازن بين انحراف الكبش ومنضدة العمل.
عادةً ما يتم تثبيت نظام التتويج هذا للصفائح المعدنية الكبيرة والانحناء عالي القوة لأن خطأ الانحراف في ثني الصفائح المعدنية الكبيرة كبير نسبيًا.
الأهمية
قبل اختراع نظام التعويضات، كان بعض شركات تصنيع مكابح الضغط استخدمت طاولات عمل محدبة للتحكم في التاج، ولكن التعويض كان أقل دقة.
مع تحسين نظام التحكم الرقمي باستخدام الحاسب الآلي، يتم التحكم في نظام التتويج الآن بواسطة نظام التحكم الرقمي باستخدام الحاسب الآلي.

لذلك، يحتاج المشغل فقط إلى إدخال الطول، والسماكة، وزاوية الانحناء، ومعلومات أخرى عن الانحناء.
سيقوم نظام التتويج بحساب قيم التعويض تلقائيًا. يمكن للنظام تخزين هذه المعلومات وإعادة استخدام البيانات مباشرة أثناء إجراء الثني المتكرر التالي.
يعمل نظام الثني على تحسين دقة وكفاءة الثني لقطع العمل صغيرة الحجم. بالنسبة للحمولة الكبيرة والثني عالي القوة، يمكن ضمان دقة زاوية الثني.
يتضمن التتويج تعويض التشوه الطبيعي والانحناء الذي يحدث في قاعدة مكابح الضغط وكبشها أثناء التشغيل العادي بسبب قوة الانحناء يطبق على قطعة العمل.
عندما تقوم مكابح الكبس بثني الشُّغْلة، قد تعاني كل من العارضتين المتقاطعتين العلوية والسفلية من الانحراف والتشوه، مما قد يكون له تأثيرات غير مرغوب فيها على المنتج النهائي.
من خلال إتقان تعويض مكابح الضغط بفعالية، يمكن للمشغلين ضمان دقة الثني، وبالتالي تقليل الفاقد في عملية التصنيع وتحسين الإنتاجية.
ثالثاً خيارات نظام التتويج
يُستخدم التتويج عادةً في مكابس الكبس ذات الحمولة الكبيرة والقوة العالية لأن حمولة الماكينة تتناسب طرديًا مع الطلب على تعويض الانحراف.
ومع ذلك، يمكن أيضًا استخدام التعويض في مكابح الكبس ذات الحمولة المنخفضة. كلما زاد طول طاولة العمل وكبش مكابح الضغط، زاد انحراف الماكينة.
هناك طريقتان شائعتا الاستخدام للتتويج: التتويج الهيدروليكي والتتويج الميكانيكي. كلاهما ينتج عنه تشوه مرن لأعلى في منتصف طاولة الشغل لتعويض تشوه الكبش ومنضدة الشغل.
يمكن أن يكون التتويج الميكانيكي جهازًا اختياريًا لمكابح الضغط، بينما التتويج الهيدروليكي هو جهاز قياسي لمكابح الضغط. في مكابح الكبس الحديثة، هناك نوعان من التتويج: التتويج الهيدروليكي والتتويج الميكانيكي.
سنعرض مبدأ عمل هاتين الطريقتين ومزايا وعيوب هاتين الطريقتين.
التتويج الهيدروليكي
يتطلب التتويج الهيدروليكي تركيب مجموعة من أسطوانات الزيت تحت طاولة عمل مكابس المكابس.
تم تصميم موضع وحجم كل أسطوانة تتويج وفقًا لمنحنى تتويج الانحراف الذي تم الحصول عليه من تحليل العناصر المحدودة للكبش ومنضدة العمل.
يُستخدم التتويج الهيدروليكي لتحقيق تتويج الصفيحة المحايدة من خلال الإزاحة النسبية بين الألواح الرأسية الأمامية والوسطى والخلفية.
ويتمثل مبدأها في تحقيق الانتفاخ من خلال التشوه المرن للصفيحة الفولاذية نفسها، ويمكن تعديل تيجانها ضمن النطاق المرن لمنضدة العمل.
عندما تتشوه المكبس ومنضدة العمل أثناء الثني، ينقل نظام التتويج الهيدروليكي الضغط إلى أسطوانة التعويض من خلال الضغط الهيدروليكي.
بعد ذلك، ينتج عن المكبس ومنضدة العمل تشوهًا تعويضيًا، مما يقلل من تأثير تشوه الماكينة على اللوح.
ومع ذلك، لا يمكن لنظام التتويج الهيدروليكي هذا تعويض طاولة العمل بأكملها. يعتمد التعويض المحلي على موضع أسطوانة التعويض.
تضع بعض أنظمة التتويج الهيدروليكية أسطوانة تعويض واحدة فقط في وسط طاولة العمل، على الرغم من وجود أنظمة متعددة الأسطوانات أيضًا.
يضبط التتويج الهيدروليكي للتحكم العددي المعلمات وفقًا للطول والسُمك والبيانات الأخرى لقطعة الشغل المثنية في نظام التحكم العددي.
ثم قم بحساب قيم التعويض المطلوبة من خلال نظام كمبيوتر الماكينة ونقل الأمر إلى مضخم التعويض.
يتلقى الصمام التناسبي للتتويج الهيدروليكي الإشارة المرسلة من مضخم التعويض للتحكم في أسطوانات الزيت أسفل طاولة العمل.
يتم إجراء التعويض لتقليل تشوه انحراف الصفيحة أثناء الانحناء.
إن نظام التتويج الهيدروليكي معقد، وقد تنشأ مشاكل مثل تسرب الزيت، وحلقات الختم المفكوكة، ومشاكل أخرى.
يمكن أن تؤثر هذه المشكلات على مقدار التعويض الهيدروليكي في كل مرة، مما يؤدي إلى معالجة غير متناسقة للوحة.
وتتمثل ميزة التتويج الهيدروليكي في أنه مع زيادة وقت الخدمة، لن تواجه الماكينة مشاكل تآكل. في حين أن التتويج الميكانيكي سوف يواجه مشاكل تآكل.
مقارنةً بأنظمة التتويج الميكانيكية، يمكن أن توفر أنظمة التتويج الهيدروليكية تحكمًا دقيقًا وتعديلًا في الوقت المناسب للحمولة.
التتويج الميكانيكي

يستخدم التتويج الميكانيكي إسفين لتعويض طاولة العمل. يمكن تقسيم الكتل الإسفينية إلى كتل إسفينية مفردة ومجموعات متعددة من الكتل الإسفينية.
يحتوي نظام التتويج الميكانيكي المكون من مجموعات متعددة من كتل الإسفين على نقاط تعويض أكثر من نقاط التعويض الثلاث للتتويج الهيدروليكي العادي، ولا توجد منطقة عمياء للتعويض.
يمكن لنظام التتويج الميكانيكي تحقيق التعويض على طول طاولة العمل بأكملها. يمكن تعويض الانحراف عن طريق عملية محدبة في أي موضع على طول طاولة العمل بأكملها.
يقوم نظام CNC بحساب قوة التتويج المطلوبة وفقًا لقوة التحميل عند ثني قطعة العمل. ستؤدي هذه القوة إلى تشوه انحراف الكبش واللوحة الرأسية لمنضدة الشُّغْلَة.
سيتحكم النظام تلقائيًا في الحركة النسبية للكتل الإسفينية لتعويض تشوه الانحراف الناجم عن المكبس واللوحة الرأسية لمنضدة العمل بشكل فعال.
ستتمتع قطعة العمل المطوية بدقة عالية وفرق بسيط في معالجة الألواح في كل مرة، مما يجعلها مناسبة للإنتاج بكميات كبيرة.
بالمقارنة مع نظام التتويج الهيدروليكي، يتميز نظام التتويج الميكانيكي ببعض المزايا مثل خلوه من تسرب الزيت، وانخفاض معدل الأعطال، وكونه صديقًا للبيئة.
يستخدم التتويج الميكانيكي مقياسًا خطيًا لقياس موضع إشارة التغذية الراجعة. يجعل التحكم الرقمي قيمة التتويج أكثر دقة. ومع ذلك، مع مرور الوقت، قد يتآكل الإسفين، مما قد يؤثر على تأثير التعويض.
تتطلب عملية الثني الميكانيكي متطلبات عالية. إذا كان يجب ثني نفس قطعة العمل عدة مرات، يحتاج العامل إلى إجراء تعديلات في الوقت الحقيقي.
حتى لو كان لدى العمال خبرة كافية، يمكن أن تحدث أخطاء غير متوقعة. لذلك، هناك حاجة إلى متطلبات عالية لعمليات التعويض الميكانيكية.
إذا لم تكن قطعة العمل بحاجة إلى الثني عدة مرات وكان العامل ماهرًا، فيمكن التفكير في التتويج الميكانيكي لدقة قطعة العمل.
مقارنة بين التتويج الهيدروليكي والتتويج الميكانيكي
| المشروع | التتويج الهيدروليكي | التتويج الميكانيكي |
| الميزة | 1. مع زيادة وقت الاستخدام، لن تكون هناك مشاكل في البلى. 2. مقارنةً بالتتويج الميكانيكي، يمكن أن يوفر تحكمًا دقيقًا وتعديلًا للوزن في الوقت المناسب. | 1. من الممكن تعويض طاولة العمل بالكامل، ويمكن تحقيق تعويض الانحراف في أي موضع على طول طاولة العمل من خلال عملية محدبة. 2. سيكون لطي قطعة العمل دقة عالية وأقل اختلافات في معالجة كل ورقة، ومناسبة للإنتاج بكميات كبيرة. 3. بالمقارنة مع أنظمة التتويج الهيدروليكية، فهي خالية من الزيت، وذات معدلات فشل منخفضة وصديقة للبيئة. |
| العيب | 1. لا يمكن أن يغطي التعويض كامل طاولة العمل؛ يعتمد التعويض الجزئي على موضع أسطوانة التعويض. 2. النظام معقد وقد يواجه مشاكل مثل تسرب الزيت وارتخاء موانع التسرب، مما يؤثر على مقدار التعويض الهيدروليكي في كل مرة ويؤدي إلى معالجة غير متناسقة للصفائح المعدنية. | 1. مع مرور الوقت، قد تتآكل الأوتاد، مما يؤثر على تأثير التعويض. 2. هناك متطلبات عالية للتشغيل. إذا كانت هناك حاجة إلى ثني نفس قطعة العمل عدة مرات، يحتاج العمال إلى التعديل في الوقت الحقيقي. حتى مع وجود خبرة واسعة، قد تحدث أخطاء لا يمكن التنبؤ بها، ومن ثم ارتفاع الطلب على الدقة في عمليات التعويض الميكانيكية. |
IV. حساب وتعيين تعويض الانحناء لقطع العمل المختلفة
فهم الحاجة إلى التعويض
معامل مرونة المواد:: المواد المختلفة لها معاملات مرونة مختلفة، والتي تؤثر على درجة التشوه المرن للمواد تحت الإجهاد.
سُمك قطعة العمل:: كلما كانت السماكة أكبر، زادت صلابتها أثناء الانحناء، مما يتطلب المزيد من التعويض.
طول قطعة العمل:: كلما كان الطول أطول، زاد تشوه أداة الماكينة والقالب أثناء عملية الثني، مما يتطلب المزيد من التعويض.
حساب مبلغ التعويض
يعتمد حساب مبلغ التعويض عادةً على الصيغ التجريبية، أو تحليل العناصر المحدودة (FEA)، أو خوارزمية التعويض الخاصة بأداة الماكينة. فيما يلي إجراء حسابي مبسط:
الخطوة 1: التأكد من المعلمات الأساسية
التأكد من نوع المادة وسُمكها وطولها. الحصول على أو حساب معامل المرونة وقوة الخضوع للمادة.
الخطوة 2: استخدام الصيغ أو البرامج التجريبية
بالنسبة للتطبيقات البسيطة، يمكنك استخدام الصيغ التجريبية لتقدير التعويض. تعتمد هذه الصيغ عادةً على نوع المادة والسُمك والطول.
بالنسبة للتطبيقات الأكثر تعقيدًا أو دقة، يمكنك استخدام برنامج تحليل العناصر المحدودة (مثل ANSYS أو محاكاة سوليدووركس) لإجراء عمليات المحاكاة وحساب مقدار التعويض المطلوب بدقة.
تحتوي العديد من مكابح الكبس الحديثة على خوارزميات تعويض مدمجة، والتي تسمح للمشغلين بإدخال المعلمات الأساسية لقطعة العمل، وستقوم الماكينة بحساب مقدار التعويض المطلوب.
الخطوة 3: تعيين قيمة التعويض
وفقًا لنتائج الحساب والمحاكاة، سيتم إدخال قيمة التعويض عبر نظام التحكم في أداة الماكينة.
بالنسبة للأنظمة الهيدروليكية أو الميكانيكية، تأكد من أن إعداد التعويض يطابق الأداء الفعلي لأداة الماكينة وحدودها.
التطبيق الفعلي والتعديل
يلزم الثني التجريبي قبل الثني للتحقق من دقة إعداد التعويض. يجب تعديل مقدار التعويض بناءً على نتائج الانحناء لتحقيق زاوية الانحناء والدقة المطلوبة.
قم بتسجيل إعداد التعويض المطلوب لقطع العمل ذات المواد والمواصفات المختلفة، وهو أمر مناسب للرجوع إليه في المستقبل.
المراقبة المستمرة والتحسين المستمر
فحص نظام التتويج وصيانته بانتظام لضمان الدقة والموثوقية. جمع وتحليل بيانات الإنتاج وتحسين إعدادات التعويض لتحسين كفاءة الإنتاج وجودة المنتج.
V. الخاتمة
باختصار، يلعب تتويج مكابح الضغط دورًا محوريًا في تصنيع مكابح الضغط. من خلال تحديد معلمات تعويض الانحناء المعقولة، يمكن تقليل الزنبرك الخلفي لقطعة الشغل المثنية بشكل فعال، مما يحسن دقة الانحناء مع ضمان جودة المنتج.
مع التطور السريع للتكنولوجيا، سيتم تطبيق تقنيات مثل المستشعرات المتقدمة وتحليل البيانات والتعلم الآلي على تتويج مكابس الضغط، مما يحقق تحكمًا فوريًا وديناميكيًا وقابلًا للتكيف في التتويج، ويعزز دقة وكفاءة معالجة مكابس الضغط.
في هذا العصر الذي يشهد تطورًا تكنولوجيًا سريعًا، من المهم اختيار شركة تصنيع مكابح ضغط متطورة وذات خبرة.
لا تقدم شركة ADH Machine Tool، وهي شركة متخصصة في تصنيع مكابح الضغط منذ أكثر من 40 عامًا، مكابح ضغط عالية الجودة والدقة فحسب، بل تكرس نفسها أيضًا للابتكار والبحث لتلبية المتطلبات المتغيرة للسوق.
ندعوك بإخلاص إلى تصفح صفحة مكابح الصحافة ومعرفة المزيد عن تفاصيل منتجاتنا ومزاياها التقنية.