I. Introduction
Dans l'industrie manufacturière moderne, la presse plieuse est un équipement indispensable pour le traitement des tôles.
Ses propriétés ont une incidence directe sur la précision et la qualité des produits. Dans de nombreuses technologies de pliage, le bombage de la presse plieuse est la clé pour assurer la précision du pliage.
Le bombage est une technologie conçue pour compenser la courbure inégale causée par la déformation élastique de la machine-outil, de la matrice et du matériau.
En bref, il peut ajuster correctement la forme du poinçon supérieur et de la matrice inférieure pendant le pliage pour garantir un angle de pliage constant sur toute la longueur du pliage, améliorant ainsi la précision et la qualité de la pièce à usiner.
II. Définition et importance du couronnement
Définition
Le bombage des presses plieuses est essentiel pour corriger la précision de pliage des pièces.
Au cours de la processus de pliageLe cylindre à huile situé aux deux extrémités de la presse plieuse entraîne le vérin qui exerce une pression sur la pièce.
La servovalve située au-dessus des cylindres à huile gauche et droit, ainsi que le dispositif de positionnement situé sous les cylindres à huile, peuvent contrôler la position de levage du cylindre à huile.
Lors de chaque pliage, le système servo-hydraulique contrôle la position du cylindre à huile à l'aide de paramètres prédéfinis afin de s'assurer que le vérin atteint la position prédéfinie du contrôleur, ce qui permet d'obtenir des angles de pliage plus précis.
Cependant, lors du pliage d'une plaque métallique, les deux extrémités du coulisseau de la presse plieuse sont soumises à la force maximale, et la force de réaction générée lors du pliage de la plaque déforme la surface inférieure du coulisseau.
En conséquence, les deux extrémités de la tôle sont pliées à l'angle correct, mais la déformation au milieu du coulisseau est la plus importante, en particulier lors du pliage de longues plaques de métal.
Comme le montre la figure, lors du pliage d'une plaque de métal, le coulisseau de la presse plieuse se déplace vers le haut tandis que le banc de la machine se déplace vers le bas.
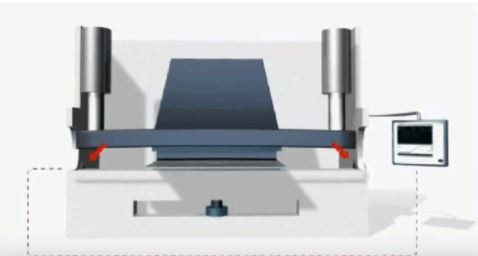
Afin d'améliorer la précision du pliage et d'éliminer les erreurs d'angle de pliage causées par la déformation du vérin et de l'établi, il est nécessaire de compenser leur déflexion.
Un système de compensation ou de couronnement peut être installé pour générer une force opposée qui équilibre la déflexion du coulisseau et de l'établi.
Ce système de couronnement est généralement installé pour le cintrage de grandes tôles et de tôles à haute résistance, car l'erreur de déviation du cintrage de grandes tôles est relativement importante.
Importance
Avant l'invention du système de compensation, certains fabricants de presses plieuses ont utilisé des tables de travail convexes pour contrôler le couronnement, mais la compensation était moins précise.
Avec l'amélioration du système CNC, le système de couronnement est désormais contrôlé par le système CNC.

Par conséquent, l'opérateur n'a qu'à saisir la longueur, l'épaisseur, l'angle de pliage et d'autres informations relatives au pliage.
Le système de bombage calculera automatiquement les valeurs de compensation. Le système peut stocker ces informations et les réutiliser directement lors de la prochaine procédure de pliage.
Le système de bombage améliore la précision et l'efficacité du cintrage des pièces en petites séries. La précision de l'angle de pliage peut être garantie pour les pièces de grand tonnage et de haute résistance.
Le bombage comprend la compensation de la déformation naturelle et de la flexion qui se produisent dans la base et le coulisseau de la presse plieuse pendant le fonctionnement normal en raison de la force de flexion appliquée à la pièce.
Lorsqu'une presse plieuse plie la pièce, les traverses supérieures et inférieures peuvent subir des déviations et des déformations, ce qui peut avoir des effets indésirables sur le produit final.
En maîtrisant efficacement la compensation des presses plieuses, les opérateurs peuvent assurer un pliage précis, ce qui réduit les déchets dans le processus de fabrication et améliore la productivité.
III. Choix du système de couronnement
Le bombage est généralement utilisé pour les presses plieuses à grand tonnage et à haute résistance, car le tonnage de la machine est directement proportionnel à la demande de compensation de la déflexion.
Toutefois, la compensation peut également être utilisée pour les presses plieuses de plus faible tonnage. Plus la longueur de l'établi et du coulisseau de la presse plieuse est grande, plus la déflexion de la machine est importante.
Il existe deux méthodes de couronnement couramment utilisées : le couronnement hydraulique et le couronnement mécanique. Toutes deux produisent une déformation élastique vers le haut au milieu de la table de travail pour compenser la déformation du coulisseau et de la table de travail.
Le bombage mécanique peut être un dispositif optionnel pour la presse plieuse, tandis que le bombage hydraulique est un dispositif standard pour la presse plieuse. Dans les presses plieuses modernes, il existe deux types de bombage : le bombage hydraulique et le bombage mécanique.
Nous allons présenter le principe de fonctionnement, les avantages et les inconvénients de ces deux méthodes.
Couronnement hydraulique
Le bombage hydraulique nécessite l'installation d'un ensemble de cylindres à huile sous l'établi de la presse plieuse.
La position et la taille de chaque cylindre de couronnement sont déterminées en fonction de la courbe de couronnement de la déflexion obtenue à partir de l'analyse par éléments finis du coulisseau et de l'établi.
Le couronnement hydraulique est utilisé pour réaliser le couronnement de la plaque neutre par le biais d'un déplacement relatif entre les plaques verticales avant, centrale et arrière.
Son principe est d'obtenir un renflement par la déformation élastique de la plaque d'acier elle-même, et son couronnement peut être ajusté dans la plage élastique de l'établi.
Lorsque le coulisseau et l'établi se déforment pendant le pliage, le système de couronnement hydraulique transmet la pression au cylindre de compensation par le biais de la pression hydraulique.
Le coulisseau et l'établi produisent alors une déformation compensatoire, réduisant ainsi l'influence de la déformation de la machine sur la plaque.
Toutefois, ce système de couronnement hydraulique ne peut pas compenser pour l'ensemble de l'établi. La compensation locale dépend de la position du cylindre de compensation.
Certains systèmes de couronnement hydrauliques ne placent qu'un seul cylindre de compensation au centre de l'établi, mais il existe également des systèmes à plusieurs cylindres.
Le couronnement hydraulique à commande numérique définit les paramètres en fonction de la longueur, de l'épaisseur et d'autres données de la pièce à plier dans le système de commande numérique.
Le système informatique de la machine calcule ensuite les valeurs de compensation requises et transmet la commande à l'amplificateur de compensation.
La vanne proportionnelle hydraulique de couronnement reçoit le signal envoyé par l'amplificateur de compensation pour commander les vérins à huile situés sous l'établi.
Une compensation est effectuée pour réduire la déformation de la plaque pendant la flexion.
Le système de couronnement hydraulique est complexe et des problèmes tels que des fuites d'huile, des bagues d'étanchéité desserrées et d'autres problèmes peuvent survenir.
Ces problèmes peuvent affecter la quantité de compensation hydraulique à chaque fois, ce qui entraîne un traitement incohérent des plaques.
L'avantage du couronnement hydraulique est qu'avec l'augmentation du temps de service, la machine n'aura pas de problèmes d'usure. Le couronnement mécanique, quant à lui, présente des problèmes d'usure.
Par rapport aux systèmes de couronnement mécaniques, les systèmes de couronnement hydrauliques permettent un contrôle précis et un ajustement opportun du tonnage.
Couronnement mécanique

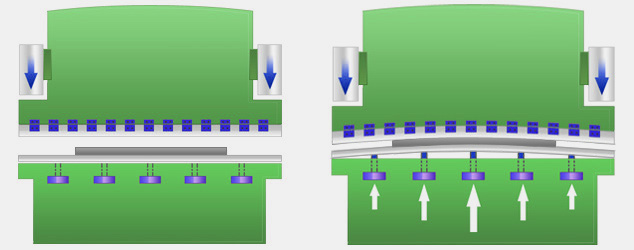
Le couronnement mécanique utilise une cale pour compenser la table de travail. Les blocs de calage peuvent être divisés en blocs de calage simples et en groupes multiples de blocs de calage.
Le système de couronnement mécanique composé de plusieurs groupes de blocs de calage comporte plus de points de compensation que les trois points de compensation du couronnement hydraulique ordinaire, et il n'y a pas de zone aveugle de compensation.
Le système de couronnement mécanique peut réaliser une compensation sur l'ensemble de la table de travail. La déflexion peut être compensée par une opération convexe à n'importe quelle position sur la longueur de la table de travail.
Le système CNC calcule la force de bombage requise en fonction de la force de charge lorsque la pièce est pliée. Cette force entraînera une déformation du coulisseau et de la plaque verticale de l'établi.
Le système contrôle automatiquement le mouvement relatif des blocs de calage afin de compenser efficacement la déformation causée par le vérin et la plaque verticale de l'établi.
La pièce pliée présente une grande précision et une faible différence dans le traitement des plaques à chaque fois, ce qui la rend adaptée à la production de masse.
Comparé au système de couronnement hydraulique, le système de couronnement mécanique présente certains avantages tels que l'absence de fuites d'huile, un faible taux de défaillance et le respect de l'environnement.
Le bombardement mécanique utilise une échelle linéaire pour mesurer la position du signal de retour. La commande numérique rend la valeur du couronnement plus précise. Toutefois, avec le temps, la cale peut s'user, ce qui peut affecter l'effet de compensation.
L'opération de couronnement mécanique est très exigeante. Si la même pièce doit être pliée plusieurs fois, l'ouvrier doit procéder à des ajustements en temps réel.
Même si les travailleurs ont une expérience suffisante, des erreurs imprévisibles peuvent se produire. C'est pourquoi les opérations de compensation mécanique doivent répondre à des exigences élevées.
Si la pièce n'a pas besoin d'être pliée plusieurs fois et si l'ouvrier est qualifié, le couronnement mécanique peut être envisagé pour la précision de la pièce.
Comparaison entre le bombage hydraulique et le bombage mécanique
| Projet | Couronnement hydraulique | Couronnement mécanique |
| Avantage | 1. Avec l'augmentation du temps d'utilisation, il n'y aura pas de problèmes d'usure. 2. Par rapport au couronnement mécanique, il permet un contrôle précis et un ajustement du tonnage en temps voulu. | 1. Il est possible de compenser l'ensemble de l'établi, et la compensation des écarts peut être réalisée à n'importe quelle position sur la longueur de l'établi grâce à une opération convexe. 2. Le pliage de la pièce permet d'obtenir une grande précision et des différences minimes dans le traitement de chaque feuille, ce qui convient à la production de masse. 3. Par rapport aux systèmes de couronnement hydrauliques, il ne contient pas d'huile, présente un faible taux de défaillance et est respectueux de l'environnement. |
| Inconvénient | 1. La compensation ne peut pas couvrir la totalité de l'établi ; la compensation partielle dépend de la position du vérin de compensation. 2. Le système est complexe et peut connaître des problèmes tels que des fuites d'huile et le desserrage des joints, ce qui affecte le montant de la compensation hydraulique à chaque fois et conduit à un traitement incohérent de la tôle. | 1. Avec le temps, les cales peuvent s'user, ce qui affecte l'effet de compensation. 2. Les exigences en matière de fonctionnement sont élevées. Si la même pièce doit être pliée plusieurs fois, les travailleurs doivent s'adapter en temps réel. Même avec une grande expérience, des erreurs imprévisibles peuvent se produire, d'où la forte demande de précision dans les opérations de compensation mécanique. |
IV. Calcul et réglage de la compensation de cintrage pour différentes pièces à usiner
Comprendre la nécessité d'une indemnisation
Le module d'élasticité des matériauxLes matériaux ont des modules élastiques différents, qui affectent le degré de déformation élastique des matériaux soumis à une contrainte.
Epaisseur de la piècePlus l'épaisseur est importante, plus la rigidité à la flexion est élevée, ce qui nécessite une compensation plus importante.
Longueur de la piècePlus la longueur est grande, plus la déformation de la machine-outil et du moule est importante pendant le processus de pliage, ce qui nécessite une compensation plus importante.
Calculer le montant de l'indemnisation
Le calcul du montant de la compensation dépend généralement de formules empiriques, de l'analyse par éléments finis (FEA) ou de l'algorithme de compensation de la machine-outil. Voici une procédure de calcul simplifiée :
Étape 1 : Vérifier les paramètres de base
S'assurer du type, de l'épaisseur et de la longueur du matériau. Obtenir ou calculer le module d'élasticité et la limite d'élasticité d'un matériau.
Étape 2 : Utiliser des formules empiriques ou des logiciels
Pour les applications simples, vous pouvez utiliser des formules empiriques pour estimer la compensation. Ces formules sont généralement basées sur le type de matériau, l'épaisseur et la longueur.
Pour des applications plus complexes ou plus précises, vous pouvez utiliser un logiciel d'analyse par éléments finis (tel que ANSYS ou SolidWorks Simulation) pour effectuer des simulations et calculer avec précision le montant de la compensation nécessaire.
De nombreuses presses plieuses modernes sont dotées d'algorithmes de compensation intégrés, qui permettent à l'opérateur de saisir les paramètres de base de la pièce à usiner et à la machine de calculer le montant de la compensation nécessaire.
Étape 3 : Définir la valeur de compensation
En fonction des résultats du calcul et de la simulation, la valeur de compensation sera introduite via le système de contrôle de la machine-outil.
Pour les systèmes hydrauliques ou mécaniques, assurez-vous que le réglage de la compensation correspond aux performances et aux limites réelles de la machine-outil.
Application et ajustement réels
Un essai de cintrage est nécessaire avant le cintrage pour vérifier la précision du réglage de la compensation. Le montant de la compensation doit être ajusté en fonction des résultats du cintrage afin d'obtenir l'angle de cintrage et la précision requis.
Enregistrez le réglage de compensation requis pour les pièces à usiner ayant des matériaux et des spécifications différents, ce qui est pratique pour s'y référer à l'avenir.
Contrôle et optimisation continus
Vérifier et entretenir régulièrement le système de couronnement afin d'en garantir la précision et la fiabilité. Recueillir et analyser les données de production et optimiser le réglage de la compensation afin d'améliorer l'efficacité de la production et la qualité des produits.
V. Conclusion
En résumé, le bombage de la presse plieuse joue un rôle essentiel dans la fabrication de la presse plieuse. En définissant des paramètres raisonnables de compensation du pliage, le retour élastique de la pièce à plier peut être efficacement réduit, ce qui améliore la précision du pliage tout en garantissant la qualité du produit.
Avec le développement rapide de la technologie, des technologies telles que les capteurs avancés, l'analyse des données et l'apprentissage automatique seront appliquées au couronnement des presses plieuses, ce qui permettra d'obtenir un contrôle instantané, dynamique et adaptable du couronnement et d'améliorer encore la précision et l'efficacité du traitement des presses plieuses.
En cette ère de développement technologique rapide, il est important de choisir un fabricant de presses plieuses expérimenté et avancé.
ADH Machine Tool, fabricant professionnel de presses plieuses depuis plus de 40 ans, propose non seulement des presses plieuses de haute qualité et de haute précision, mais se consacre également à l'innovation et à la recherche afin de répondre aux exigences changeantes du marché.
Nous vous invitons sincèrement à consultez notre page sur les presses plieuses et découvrez les détails et les avantages techniques de nos produits.