I. مقدمة
يُعد ثني مكابح الضغط أحد الإجراءات المهمة في صناعة معالجة الصفائح المعدنية. وهي تنطوي على تشكيل الصفائح المعدنية في المظهر الجانبي المطلوب من خلال تطبيق القوة على قطعة العمل.
يتم تنفيذ هذه العملية بشكل عام باستخدام مكابح الضغط - وهي أداة معالجة ميكانيكية تُستخدم بشكل أساسي في ثني الصفائح المعدنية وتشكيلها.
الثني هو عملية شائعة تستخدم لتصنيع الأجزاء وقطع العمل في مختلف المجالات الصناعية. ويمكنها التعامل مع الأجزاء الصغيرة وكذلك قطع العمل الكبيرة.
نظرًا لاختلاف سماكة وصلابة الصفائح المعدنية والأشكال المختلفة للملامح المتوقعة. لذلك، نحتاج إلى مكابح الضغط ذات الحمولات المختلفة والضغط لثني الصفائح المعدنية.

يقوم الثني بتمديد الصفيحة المعدنية وضغطها. القوة الخارجية تغير شكل الصفيحة المعدنية فقط.
سيتم إطالة طول الجزء الخارجي من الصفيحة المعدنية، بينما سيتم ضغط الجزء الداخلي، وسيتم تقصير الطول. ومع ذلك، يظل طول المحور المحايد دون تغيير.
تسمح ليونة الصفائح المعدنية بتغيير شكلها بينما تظل المعلمات الأخرى، مثل الحجم والسماكة، ثابتة.
في بعض الحالات، قد يؤدي الانحناء إلى تغيير الخصائص الخارجية للصفائح المعدنية. بالإضافة إلى ذلك، يمكن أن يؤدي الانحناء إلى تغيير عزم القصور الذاتي لقطع العمل.
يتم تحديد حمولة مكابس المكابس من خلال مصدر التشغيل، والذي يمكن أن يكون محرك مكبس ميكانيكي أو محرك مكبس هيدروليكي أو محرك مكبس هوائي أو محرك مكبس مؤازر.
وعلاوة على ذلك، من الضروري أيضًا مطابقة اللكمات (القوالب العلوية) والقوالب (القوالب السفلية) بارتفاعات وأشكال وأحجام فتحات على شكل حرف V مختلفة.
بشكل عام، تُصنع قوالب الثني بشكل عام من الحديد الزهر الرمادي أو الفولاذ منخفض الكربون. ومع ذلك، تختلف مواد اللكمات والقوالب من الخشب الصلب إلى الكربيد وفقًا لقطعة العمل.
يتم وضع الصفيحة المعدنية بشكل صحيح على القالب السفلي ويتم إنزال المثقاب على القالب من خلال قوة المكبس. تتضمن عملية الثني تكرار شوط الثني عدة مرات لتحقيق الملامح المطلوبة.
سوف ترتد الصفيحة المعدنية قليلاً بعد الثني. لضمان بقاء نصف قطر الانحناء المحدد مسبقًا وزاوية الانحناء دون تغيير، يجب ضبط نصف قطر الانحناء على قيمة أكبر من نصف قطر الانحناء المحدد مسبقًا أثناء التشغيل.
ونتيجة لذلك، ستصبح زاوية الانحناء النهائية أصغر.
II. ما هو ثني مكابح الضغط
التعريف والشرح
الثني باستخدام مكابح الضغط هي تقنية تصنيع تستخدم مكابح الضغط لثني الصفائح المعدنية إلى أشكال متنوعة. تقوم مكابح الضغط بالضغط على الصفائح المعدنية، مما يجبرها على مطابقة شكل القالب وتشكيل الثني بزاوية محددة مسبقًا.
تتضمن عملية الثني وضع قطعة عمل الصفيحة المعدنية بين الأداة العلوية (المثقاب) والأداة السفلية (القالب). يقوم المثقاب بإنزال قطعة العمل إلى القالب، مما يجبر المعدن على الانحناء واتخاذ الشكل الذي تحدده أدوات الثقب والقالب.
المكونات الأساسية لمكابح الضغط
تتكون مكابح الضغط من ثلاثة أجزاء رئيسية:
الإطار:: يدعم هيكل الماكينة بالكامل، وعادةً ما يكون إطار ملحوم على شكل حرف C.
الكبش أو الأداة العلوية:: العارضة العلوية المتحركة التي تحمل أداة التثقيب. تقوم بتطبيق قوة الثني.
السرير أو الأداة السفلية:: الطاولة السفلية الثابتة التي تدعم القالب. تستند قطعة العمل على القالب.
تشمل الأجزاء الأساسية الأخرى الأنظمة الهيدروليكية أو الكهربائية التي تحرك الكبش، والمقياس الخلفي لتحديد موضع قطعة العمل، ونظام التحكم (CNC أو يدوي).
نظرة عامة على عملية الانحناء
تتضمن عملية ثني مكابح الضغط الكلاسيكية الإجراءات التالية:
أولاً، يتم وضع الصفيحة المعدنية المسطحة على القالب السفلي. بعد ذلك، تقوم الأداة بتثبيت قطعة العمل بين المثقاب العلوي والقالب السفلي. بعد ذلك، تنزل المثقاب وتضغط الصفيحة المعدنية في القالب، مما يجعلها تنحني.
يتم تحديد زاوية الثني من خلال عمق اختراق المثقاب العلوي. بعد ذلك، تتراجع المثقاب وتحرر قطعة الشُّغْلَة المثنية. يتم تحريك الجزء المثني، وتكرر الإجراءات لقطعة الشُّغْلَة التالية.
ثالثاً أنواع ثني مكابح الضغط
تعتمد الأنواع المختلفة من طرق ثني الصفائح المعدنية على العلاقة بين موضع الأداة النهائية وسُمك المادة. تختلف هذه الطرق أيضًا في طريقة التشوه البلاستيكي للوحة.
على الرغم من اختلاف تقنيات الثني، إلا أن الأدوات والتكوينات هي نفسها بشكل أساسي. كما تحدد مادة الصفائح المعدنية وحجمها وسُمكها أيضًا طرق الثني.
كما أن بُعد الانحناء، ونصف قطر الانحناء، وزاوية الانحناء، وانحناء الانحناء، وموضع الانحناء في قطعة العمل ضرورية أيضًا لطرق الانحناء.
الثني على شكل V هو أحد أكثر أنواع طرق ثني الصفائح المعدنية شيوعاً. وهي تتطلب ثقباً وقالباً على شكل حرف V.
أثناء عملية الثني، يتم وضع اللوح المعدني على القالب على شكل حرف V، ويضغط المثقاب على اللوح المعدني في القالب على شكل حرف V تحت تأثير الضغط.
يتم تحديد زاوية ثني الصفيحة المعدنية من خلال نقطة ضغط المثقاب. تشمل زوايا وأشكال القوالب الزوايا الحادة، والزاوية المنفرجة، والزاوية القائمة، وما إلى ذلك. يمكن تقسيم الانحناء على شكل حرف V إلى الانحناء الهوائي والانحناء القاعي، والخرم.
ثني الهواء
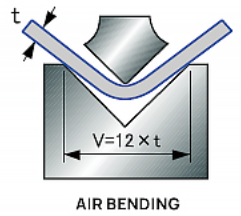
يُطلق على الثني الهوائي أيضاً اسم الثني الجزئي لأن قطعة العمل ليست على تلامس كامل مع القالب. في الثني الهوائي، تكون الصفيحة المعدنية متصلة فقط بكتف القالب وطرف المثقاب.
يتم ضغط المثقاب على الصفيحة ويمر من خلال الجزء العلوي من القالب إلى فتحة القالب على شكل حرف V ولكنه لا يلامس سطح الفتحة على شكل حرف V.
ولذلك، يجب أن تكون المسافة بين المثقاب والجدار الجانبي للقالب أكبر من سُمك الصفيحة المعدنية. الثني الهوائي هو طريقة الثني الهوائي بأقل تلامس مع الصفيحة المعدنية.
يحتاج الجهاز فقط إلى ملامسة الصفيحة المعدنية عند ثلاث نقاط، وهي المثقاب، وطرف المثقاب، وكتف القالب. ولذلك، فإن العلاقة بين زاوية الانحناء وزاوية الأدوات ليست مهمة للغاية.
عمق ضغط المثقاب في الفتحة على شكل حرف V هو العامل المهم الذي يؤثر على زاوية الانحناء. فكلما زاد عمق ضغط المثقاب، زادت زاوية الانحناء.
لا يلزم أن يكون للقالب السفلي واللكمة المستخدمة في الثني بالهواء نفس نصف القطر، حيث يتم تحديد نصف قطر الثني حسب مرونة الصفيحة المعدنية.
المزايا
نظرًا لأن طرف المثقاب لا يحتاج إلى دفعه إلى ما بعد سطح المعدن، فإنه يتطلب قوة ثني أو حمولة أقل. علاوة على ذلك، لا يتطلب الكثير من الأدوات، كما أن العملية بسيطة ومرنة.
يؤدي الحد الأدنى من التلامس بين الصفيحة والأدوات إلى تقليل علامات السطح. وهي قادرة على ثني مجموعة من أنواع المواد وسماكاتها.
العيوب
سينتج عنه درجة معينة من الارتداد الزنبركي بعد الانحناء. وغالباً ما يكون الانحناء الزائد ضرورياً للتعويض عن الارتداد الزنبركي.
ولذلك، يجب أن تكون زاوية الانحناء الفعلية أكثر حدة من زاوية الانحناء المضبوطة مسبقًا أثناء الانحناء لتحقيق زاوية الانحناء النهائية.
بالإضافة إلى ذلك، في الثني بالهواء، نظرًا لأن اللوح المعدني والقالب ليسا على تلامس كامل، فإن ضمان دقة الثني أمر صعب. كما أنه من الصعب أيضًا الحفاظ على عمق شوط دقيق للغاية.
غير مناسب تمامًا للأجزاء التي تتطلب تفاوتات زاويّة ضيقة جدًا. يمكن أن تؤدي التناقضات في سُمك المادة وخصائصها إلى اختلافات في الزوايا.
الوصول إلى القاع
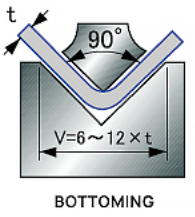
يُعرف الثني من الأسفل أيضًا باسم الكبس من الأسفل أو الثني من الأسفل أو الضرب من الأسفل. وعلى غرار الثني الهوائي، يتطلب الثني السفلي أيضًا ثقبًا وقالبًا. تتم مطابقة هندسة المثقاب والقالب مع زاوية الانحناء النهائية المرغوبة، وعادةً ما تكون 90 درجة.
في الثني من الأسفل، يضغط المثقاب على الصفيحة المعدنية إلى أسفل القالب، وبالتالي فإن زاوية القالب تحدد زاوية الثني النهائية للصفيحة المعدنية.
سيؤدي تحرير المثقاب إلى ارتداد الصفيحة المعدنية إلى الخلف وملامستها للقالب. يساعد الانحناء المفرط على تقليل الارتداد الزنبركي. كما أن استخدام المزيد من القوة سيقلل من تأثير الارتداد الزنبركي ويوفر دقة أفضل.
يكمن الفرق بين الثني الهوائي والثني السفلي في نصف القطر. حيث يحدد نصف قطر القالب نصف القطر الداخلي للصفائح المعدنية المثنية.
عادةً ما يكون عرض الفتحة على شكل حرف "V" من 6 إلى 18 ضعف سُمك الصفيحة.
المزايا
في الانحناء السفلي، نظرًا لأن زاوية القالب ثابتة، تكون دقة الانحناء أعلى، ويكون الزنبرك الخلفي أصغر. تكون زاوية الانحناء أكثر دقة واتساقًا من الانحناء الهوائي، وعادة ما تكون في حدود ± 0.5 درجة.
يمكن أن يحقق نصف قطر انحناء أصغر من الانحناء الهوائي، ويكون خط الانحناء والزوايا حادة ومحددة.
العيوب
تكلفة القالب مرتفعة بسبب القوالب الأرضية الدقيقة المطلوبة لكل زاوية ثني ومادة. تزيد قوى التلامس العالية بين المثقاب والمادة والقالب من كشط الأداة.
صك العملة
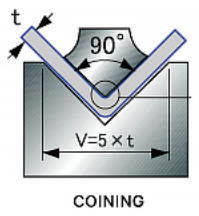
كما أن سك العملة هو أيضاً طريقة ثني مستخدمة على نطاق واسع. وتأتي كلمة "سك العملة" من صناعة العملات المعدنية. في الولايات المتحدة، من أجل طباعة صورة لينكولن على عملة معدنية، يتم استخدام آلة ذات حمولة كبيرة لضغط العملة المعدنية للحصول على نفس الصورة الموجودة على القالب.
في ثني العملة، يكون المثقاب والصفيحة المعدنية في أسفل القالب. تبلغ القوة الناتجة عن الثقب من 5 إلى 8 أضعاف قوة الثني بالهواء. وبهذه الطريقة، فإن الصفيحة المعدنية بالكاد تنثني إلى الخلف.
المزايا
تتطابق المادة تمامًا مع شكل القالب وتتمتع بدقة عالية وإمكانية تكرار جيدة.
الزنبرك الخلفي هو الأصغر لأنه يتغلب على الحد المرن للمادة. ليست هناك حاجة إلى الإفراط في الانحناء. دقة الانحناء في الثني عالية للغاية، ونصف قطر الانحناء صغير.
العيوب
كما أن تكلفة تصنيعها مرتفعة للغاية. وهي غير مناسبة لأحجام الدفعات الصغيرة أو زوايا الانحناء المتفاوتة. في عملية الثني هذه، يؤدي الاحتكاك بسهولة إلى إتلاف مكابح الكبس والأدوات.
علاوة على ذلك، يجب تجهيز المزيد من الأدوات. في الأساس، يحتاج كل سمك صفيحة في الأساس إلى لكمات وقوالب مختلفة. ضع في اعتبارك أيضًا الزاوية ونصف القطر وفتحة القالب.
مقارنة بين أنواع الانحناء الثلاثة المذكورة أعلاه
| الخصائص | صك العملة | الانحناء السفلي | ثني الهواء |
| المبدأ | استخدم حمولة عالية لضغط الصفيحة المعدنية بين المثقاب والقالب المتطابقين بدقة، مما يضمن توافق المادة تمامًا مع شكل الأداة. | تقوم المثقاب بدفع الصفيحة المعدنية بالكامل إلى قاع القالب على شكل حرف V، بما يتوافق مع زاوية الثني النهائية المطلوبة. | عملية تشكيل صفيحة معدنية شائعة تتم على مكبس تثقيب، حيث يتم وضع الصفيحة المعدنية على قالب على شكل حرف V ويقوم المثقاب بضغط المادة في القالب دون لمس القاع. |
| الضغط المطلوب | عالية جدًا، 5-30 مرة من الانحناء الهوائي | عالية، عادة ما تكون 3-5 أضعاف الانحناء الهوائي | منخفضة نسبيًا |
| دقة الزاوية | استخدم حمولة عالية لضغط الصفيحة المعدنية بين المثقاب والقالب المتطابقين بدقة، مما يضمن توافق المادة تمامًا مع شكل الأداة. | عالية، عادةً في حدود ± 0.5 درجة مئوية | أقل، عادةً حوالي ± 0.5 درجة، مما يتطلب تعويض الانحناء الزائد عن الانحناء الزنبركي |
| مقدار سبرينغ باك | الحد الأدنى، بما يتجاوز الحد المرن للمادة | عندما تكون دقة الزاوية العالية مطلوبة، ويكون الإخراج كبيرًا | أكبر، وعادة ما يتطلب ثنيًا فائقًا |
| متطلبات القالب | القوالب الخاصة التي تتطلب تصنيع آلي دقيق | تعددية الاستخدامات القوية: يمكن استخدام القالب نفسه لزوايا مختلفة | أعلى، المادة تناسب القالب تماماً |
| كفاءة الإنتاج | منخفض، مما يتطلب وقتاً أطول للضغط | إلى الأسفل، يجب ضغط المثقاب إلى أسفل القالب | دورة زمنية عالية وقصيرة |
| جودة السطح | توجد مسافات بادئة واضحة وترقق عند نقطة الانحناء | توجد علامات تلامس معينة للقالب عند نقطة الانحناء | الحد الأدنى من الآثار السطحية |
| مناسبات قابلة للتطبيق | عندما يكون هناك طلب عالٍ على دقة الزوايا ومخرجات كبيرة | - متطلبات الحمولة العالية - زيادة خطر تآكل الأدوات وكسرها - زمن الدورة أبطأ من ثني الهواء - ارتفاع تكاليف الأدوات - قيود على هندسة الانحناء وزوايا الانحناء - ترقق المعدن وعلامات السطح عند خطوط الانحناء - ليست فعالة من حيث التكلفة للدفعات الصغيرة أو زوايا الانحناء المتفاوتة | متطلبات منخفضة لدقة الزوايا، وإنتاج دفعات صغيرة، ومواد وزوايا متغيرة |
| الميزة | عندما تكون دقة الزاوية العالية مطلوبة، ويكون الإخراج كبيرًا | - زوايا ثني أكثر دقة واتساقاً من الثني بالهواء. - الحد الأدنى من الارتداد إلى الخلف. - خطوط انحناء وزوايا حادة وواضحة المعالم. - مناسبة لثني المواد عالية القوة. - قادرة على تحقيق أنصاف أقطار انحناءات داخلية أصغر من الانحناء الهوائي. | - مرونة عالية - يتطلب ضغطًا أقل مقارنةً بالثني أو الختم السفلي - تلامس أقل بين الصفيحة المعدنية والأداة، مما ينتج عنه علامات سطحية أقل - زمن دورة أسرع مقارنة بالثني السفلي - قادرة على ثني مختلف أنواع المواد وسماكاتها |
| التقصير | - قوة ثني أعلى وحمولة أعلى من الثني الهوائي - أزمنة دورة أبطأ بسبب الحاجة إلى القاع الكامل للتثقيب - زيادة تكاليف الأدوات - تآكل الأدوات بسبب ارتفاع قوى التلامس - زيادة خطر تلف الأداة أو التحميل الزائد - العلامات أو الخدوش على السطح المعدني حيث تلامس الأداة - قابلية تشكيل محدودة مقارنةً بالتشكيل الهوائي | - قوة ثني أعلى وحمولة أعلى من الثني الهوائي - أزمنة دورة أبطأ بسبب الحاجة إلى القاع الكامل للتثقيب - زيادة تكاليف الأدوات - تآكل الأدوات بسبب ارتفاع قوى التلامس - زيادة خطر تلف الأداة أو التحميل الزائد - العلامات أو الخدوش على السطح المعدني حيث تلامس الأداة - قابلية تشكيل محدودة مقارنة بثني الهواء | - الدقة الزاوية أقل نحو الانحناء السفلي. - غير مناسب للمكونات التي تتطلب تفاوتات زاوية ضيقة للغاية. - قد تؤدي التناقضات في سُمك المادة وخصائصها إلى اختلافات في الزوايا. - قد تواجه المكابس المثقّبة الأقدم والأقل صلابة صعوبة في تحقيق زوايا ثابتة. |
رابعًا. ما الذي يجب مراعاته عند ثني المعدن باستخدام مكابح الضغط؟
أنواع مواد الثني
قبل ثني الصفائح المعدنية، يجب أن نتأكد أولاً من المواد الصالحة للثني.
تتمتع بعض المواد المعدنية بليونة جيدة، وهذه الأنواع من المعادن أكثر ملاءمة للثني، في حين أن بعض المعادن أقل مرونة أو هشاشة ويسهل تلفها أو كسرها أثناء الثني.
الفولاذ
- يُستخدم الفولاذ المدلفن على البارد على نطاق واسع، خاصة في المقاسات من 16 إلى 10.
- تعتبر الدرجات المحددة مثل A36، A1011، A1008 خيارات شائعة. يستخدم A36 للألواح مقاس 1/4 بوصة وأكثر سمكًا، بينما يستخدم A1008 للصفائح التي يصل سمكها إلى 3/16 بوصة.
- وكثيرًا ما يتم ثني الفولاذ المقاوم للصدأ مثل 304 (للأغراض العامة) و316 (البيئات الكاوية) و430 (التطبيقات المغناطيسية).
ألومنيوم
- تُستخدم سبائك الألومنيوم 5052 و3003 بالتبادل، وهي سهلة التشكيل واللحام. يوفر 5052 قوة ومقاومة أفضل للتآكل.
- يُستخدم الألومنيوم 5083، وهو أقوى سبيكة غير قابلة للمعالجة بالحرارة، في التطبيقات البحرية التي تتطلب قابلية اللحام وقابلية التشكيل ومقاومة التآكل.
- يُستخدم الألومنيوم 6061 للألواح مقاس 3/16 بوصة وأكثر سمكًا، والأشكال المبثوقة، والأجزاء المشكّلة آليًا. يمكن معالجته بالحرارة للحصول على القوة ولكنه أكثر هشاشة.
ثني سبرينجباك الانحناء
في عملية الانحناء، يتم ضغط السطح الداخلي للصفائح المعدنية ويتم شد السطح الخارجي.
نظرًا لأن الصفيحة المعدنية لديها قابلية جيدة للانحناء، فإن السطح المضغوط سينتج عنه ارتداد معين بعد تخفيف الحمل.
يتم تحديد مقدار الزنبرك الخلفي حسب خصائص المواد، مثل قوة الخضوع ومعامل المرونة والليونة. سيُظهر المعدن الأكثر صلابة وعالية الكثافة رجوعًا نابضًا أكبر.
للتعويض عن الزنبرك إلى الخلف، يجب أن يكون المعدن مثنيًا إلى حد ما بحيث يعود إلى الزاوية النهائية المطلوبة.
ويؤثر نصف قطر الانحناء على نصف قطر الانحناء على ظهر الصفيحة. كلما كان نصف قطر الانحناء أكبر، كلما زاد نصف قطر الانحناء، كلما زاد الزنبرك الخلفي.
يمكن أن يقلل استخدام المثقاب الحاد من رجوع الزنبرك. لأن المثقاب الحاد له نصف قطر داخلي صغير.
بدل الانحناء
بدل الانحناء هو عامل حاسم يجب أخذه في الاعتبار عند حساب طول المادة المطلوبة لعملية الانحناء.
وهو يشير إلى طول المحور المحايد بين خطي الانحناء، ويمكن أن يختلف اعتمادًا على السُمك والمادة وزاوية الانحناء لقطعة الشغل.
لحساب بدل الانحناء، يجب أن تأخذ في الاعتبار قوة الشد والاستطالة والسُمك للمادة، بالإضافة إلى نصف قطر الانحناء وزاويته.
بمجرد تحديد بدل الانحناء، يمكنك إضافته إلى إجمالي الطول المسطح للمادة للحصول على طول المادة المطلوب لقطعة العمل المطلوبة.
من الضروري التأكد من دقة بدل الانحناء، لأن حتى الخطأ الطفيف في الحساب يمكن أن يؤدي إلى أخطاء في أبعاد وشكل الشُّغْلَة النهائية.
من خلال مراعاة بدل الانحناء، يمكنك تحقيق نتائج أكثر دقة واتساقاً في عمليات الثني الخاصة بك.
V. الخاتمة
من خلال مروري، يمكنك أن ترى أن ثني مكابح الضغط هي طريقة شائعة لتشكيل الصفائح المعدنية ومعالجتها.
تستخدم المثقاب للضغط على الصفيحة المعدنية بالضغط على الصفيحة المعدنية، مما يتسبب في تشوهها البلاستيكي للثني. يُعد الثني الهوائي، والثني القاعي، والثني القاعي، والثني بالثقوب، من طرق الثني الشائعة والفعالة.
إذا كنت مهتمًا بتقنية مكابح الكبس أو تفكر في شراء المعدات، فقد ترغب في التفكير في ماكينة ADH Machine Tool.
وباعتبارها شركة محترفة في تصنيع مكابح الضغط مع أكثر من 40 عامًا من الخبرة، يمكن لشركة ADH تقديم العديد من منتجات مكابح الضغط العالي الجودة وعالية الضغط التي تلبي متطلبات الصناعات والمناسبات المختلفة. مرحبًا بكم في تصفح صفحات منتجاتنا ومعرفة المزيد عن سلسلة مكابح الضغط.