I. Introduction
Le pliage à l'aide d'une presse plieuse est l'une des procédures les plus importantes dans l'industrie de la transformation des tôles. Il s'agit de donner à la tôle le profil souhaité en appliquant une force à la pièce.
Ce processus est généralement réalisé à l'aide d'une presse plieuse - un outil d'usinage mécanique principalement utilisé pour le pliage et le formage de la tôle.
Le pliage est un processus courant utilisé pour la fabrication de pièces dans divers domaines industriels. Il permet de traiter aussi bien des petites pièces que des pièces de grande taille.
En raison des différentes épaisseurs, de la dureté des tôles et des différentes formes de profils anticipés. C'est pourquoi nous avons besoin presses plieuses de différents tonnages et la pression pour plier les tôles.

Le pliage étire et comprime la tôle. La force extérieure ne fait que modifier la forme de la plaque de métal.
La longueur de la partie extérieure de la tôle sera allongée, tandis que la partie intérieure sera comprimée, et la longueur sera raccourcie. Cependant, la longueur de l'axe neutre reste inchangée.
La ductilité de la tôle permet de modifier sa forme alors que d'autres paramètres, tels que le volume et l'épaisseur, restent constants.
Dans certains cas, le pliage peut modifier les caractéristiques externes de la tôle. En outre, le pliage peut modifier le moment d'inertie des pièces.
Le tonnage des presses plieuses est déterminé par la source d'entraînement, qui peut être mécanique, hydraulique, pneumatique ou servo.
En outre, il est également nécessaire de faire correspondre des poinçons (matrices supérieures) et des matrices (moules inférieurs) de hauteurs, de formes et de tailles d'ouverture en V différentes.
En général, les matrices de cintrage sont fabriquées en fonte grise ou en acier à faible teneur en carbone. Toutefois, les matériaux des poinçons et des matrices varient du bois dur au carbure en fonction de la pièce à usiner.
La tôle est placée correctement sur la matrice inférieure et le poinçon est abaissé sur la matrice grâce à la puissance du vérin. Le processus de pliage consiste à répéter plusieurs fois la course de pliage pour obtenir les profils souhaités.
La plaque métallique rebondit légèrement après le pliage. Pour garantir que le rayon de courbure prédéterminé et l'angle de courbure restent inchangés, le rayon de courbure doit être réglé à une valeur supérieure au rayon de courbure prédéterminé pendant l'opération.
Par conséquent, l'angle de pliage final sera plus faible.
II. Qu'est-ce que le pliage à la presse plieuse ?
Définition et explication
Le pliage par presse plieuse est une technologie de fabrication qui utilise une presse plieuse pour plier des feuilles de métal en diverses formes. La presse plieuse exerce une pression sur les tôles, les obligeant à épouser la forme de la matrice et à former le pli selon un angle prédéterminé.
Le processus de pliage consiste à placer la pièce de métal entre l'outil supérieur (poinçon) et l'outil inférieur (matrice). Le poinçon fait descendre la pièce dans la matrice, forçant le métal à se plier et à prendre la forme définie par les outils du poinçon et de la matrice.
Composants de base d'une presse plieuse
La presse plieuse est composée de trois parties principales :
CadreLe cadre : il supporte toute la structure de la machine, et il s'agit généralement d'un cadre soudé en forme de C.
Outil à bélier ou outil supérieur: la poutre supérieure mobile qui maintient l'outil de poinçonnage. Elle applique la force de flexion.
Outil de lit ou de fond: la table inférieure stationnaire qui supporte la matrice. La pièce à usiner repose sur la matrice.
Parmi les autres éléments essentiels, citons les systèmes hydrauliques ou électriques qui entraînent le coulisseau, la butée arrière pour le positionnement de la pièce et le système de commande (CNC ou manuel).
Aperçu du processus de pliage
Le processus classique de pliage par presse plieuse comprend les procédures suivantes :
Tout d'abord, la tôle plate est positionnée sur la matrice inférieure. Ensuite, l'outil serre la pièce entre le poinçon supérieur et la matrice inférieure. Ensuite, le poinçon descend et presse la tôle dans la matrice, ce qui la fait plier.
L'angle de pliage est déterminé par la profondeur de pénétration du poinçon supérieur. Ensuite, le poinçon se rétracte et libère la pièce pliée. La pièce pliée est déplacée et les procédures sont répétées pour la pièce suivante.
III. Types de pliage à la presse plieuse
Les différents types de méthodes de pliage de la tôle sont basés sur la relation entre la position de l'outil final et l'épaisseur du matériau. Ces méthodes se distinguent également par la méthode de déformation plastique de la tôle.
Bien que les techniques de pliage soient différentes, l'outillage et les configurations sont fondamentalement les mêmes. Le matériau, la taille et l'épaisseur des tôles déterminent également les méthodes de pliage.
Les dimensions de cintrage, le rayon de cintrage, l'angle de cintrage, la courbure de cintrage et la position de cintrage dans la pièce à usiner sont également essentiels pour les méthodes de cintrage.
Le pliage en V est l'une des méthodes de pliage de tôles les plus courantes. Il nécessite un poinçon et une matrice en forme de V.
Pendant le processus de pliage, la plaque métallique est placée sur la matrice en forme de V, et le poinçon presse la plaque métallique dans la matrice en forme de V sous l'action de la pression.
L'angle de pliage de la plaque métallique est déterminé par le point de pression du poinçon. Les angles et les formes des matrices comprennent l'angle aigu, l'angle obtus, l'angle droit, etc. Le pliage en V peut être subdivisé en trois catégories : le pliage à l'air, le pliage par le bas et le pliage à l'emporte-pièce.
Cintrage de l'air
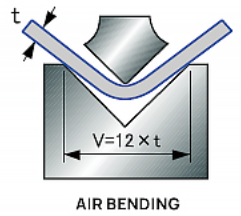
Le cintrage à l'air est également appelé cintrage partiel car la pièce n'est pas entièrement en contact avec la matrice. Dans le cintrage à l'air, la tôle n'est reliée qu'à l'épaulement de la matrice et à la pointe du poinçon.
Le poinçon est pressé sur la plaque et passe à travers la partie supérieure de la matrice dans l'ouverture en forme de V, mais n'entre pas en contact avec la surface de l'ouverture en forme de V.
Par conséquent, la distance entre le poinçon et la paroi latérale de la matrice doit être supérieure à l'épaisseur de la plaque de métal. Le cintrage à l'air est la méthode de cintrage qui a le moins de contact avec la tôle.
L'équipement ne doit entrer en contact avec la tôle qu'en trois points, à savoir le poinçon, la pointe du poinçon et l'épaulement de la matrice. Par conséquent, la relation entre l'angle de pliage et l'angle d'outillage n'est pas très significative.
La profondeur de l'enfoncement du poinçon dans l'ouverture en forme de V est le facteur important qui affecte l'angle de pliage. Plus la profondeur d'enfoncement du poinçon est importante, plus l'angle de pliage est aigu.
La matrice et le poinçon de fond utilisés pour le cintrage pneumatique ne doivent pas nécessairement avoir le même rayon, car le rayon de cintrage est déterminé par l'élasticité de la tôle.
Avantages
Comme la pointe du poinçon n'a pas besoin d'être poussée au-delà de la surface du métal, elle nécessite moins de force de flexion ou de tonnage. En outre, il ne nécessite pas trop d'outils et son fonctionnement est simple et flexible.
Le contact minimal entre la tôle et l'outillage réduit le marquage de la surface. Il est capable de plier une gamme de types et d'épaisseurs de matériaux.
Inconvénients
Il en résultera un certain degré de retour élastique après la flexion. Une surcourbure est souvent nécessaire pour compenser le retour élastique.
Par conséquent, l'angle de pliage réel doit être plus aigu que l'angle de pliage prédéfini pendant le pliage afin d'obtenir l'angle de pliage final.
En outre, dans le cas du cintrage à l'air, la plaque métallique et la matrice n'étant pas en contact total, il est difficile de garantir la précision du cintrage. Il est également difficile de maintenir une profondeur de course très précise.
Ne convient pas aux pièces nécessitant des tolérances angulaires très serrées. Des incohérences dans l'épaisseur et les propriétés du matériau peuvent entraîner des variations d'angle.
Le fond de l'eau
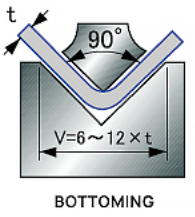
L'emboutissage est également connu sous le nom de pressage par le bas, de pliage par le bas ou de frappe par le bas. Comme le cintrage à l'air, le cintrage par le bas nécessite un poinçon et une matrice. La géométrie du poinçon et de la matrice est adaptée à l'angle de pliage final souhaité, généralement 90°.
Dans le cas du pliage par le bas, le poinçon presse la plaque de métal au fond de la matrice, de sorte que l'angle de la matrice détermine l'angle de pliage final de la plaque de métal.
Lorsque le poinçon est relâché, la tôle revient en arrière et entre en contact avec la matrice. Un pliage excessif contribue à réduire le retour élastique. L'utilisation d'une force plus importante permet également de réduire l'effet de retour et d'obtenir une meilleure précision.
La différence entre le cintrage à l'air et le cintrage par le bas réside dans le rayon. Le rayon de la matrice détermine le rayon intérieur de la tôle pliée.
La largeur de l'ouverture en forme de "V" est généralement de 6 à 18 fois l'épaisseur de la tôle.
Avantages
Dans le cas du cintrage par le bas, l'angle de la matrice étant fixe, la précision du cintrage est plus élevée et le retour élastique est plus faible. L'angle de cintrage est plus précis et plus constant que le cintrage à l'air, généralement à ±0,5°.
Il permet d'obtenir un rayon de cintrage plus petit que le cintrage à l'air, et sa ligne de cintrage et ses angles sont aigus et arrondis.
Inconvénients
Le coût des matrices est élevé en raison des matrices rectifiées avec précision qui sont nécessaires pour chaque angle de pliage et chaque matériau. Les forces de contact élevées entre le poinçon, le matériau et la matrice augmentent l'abrasivité de l'outil.
Monnaie
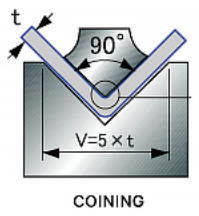
Le monnayage est également une méthode de pliage très répandue. Le mot "monnayage" vient de l'anglais "coin making" (fabrication de pièces de monnaie). Aux États-Unis, pour imprimer le profil de Lincoln sur une pièce de monnaie, une machine de fort tonnage est utilisée pour comprimer la pièce afin d'obtenir la même image que celle du moule.
Dans le cas du monnayage, le poinçon et la plaque métallique se trouvent au fond de la matrice. La force produite par le poinçon est 5 à 8 fois supérieure à celle du pliage à l'air. De cette manière, la tôle ne revient pas en arrière.
Avantages
Le matériau est parfaitement adapté à la forme de la matrice et présente une grande précision et une bonne répétabilité.
Le retour élastique est le plus faible car il dépasse la limite élastique du matériau. Il n'est pas nécessaire d'effectuer un pliage excessif. La précision de pliage du monnayage est extrêmement élevée et le rayon de pliage est faible.
Inconvénients
Son coût de fabrication est également très élevé. Il n'est pas adapté aux lots de petite taille ou aux angles de pliage variables. Dans ce processus de pliage, le frottement endommage facilement la presse plieuse et l'outillage.
En outre, il est nécessaire d'équiper davantage d'outils. En principe, chaque épaisseur de plaque nécessite des poinçons et des matrices différents. Il faut également tenir compte de l'angle, du rayon et de l'ouverture de la matrice.
Comparaison entre les trois types de pliage ci-dessus
| Caractéristique | Monnaie | Pliage du fond | Cintrage de l'air |
| Principe | Un tonnage élevé est utilisé pour comprimer la tôle entre le poinçon et la matrice précisément adaptés, afin que le matériau épouse parfaitement la forme de l'outil. | Le poinçon force la tôle à entrer complètement dans le fond de la matrice en forme de V, ce qui correspond à l'angle de pliage final requis. | Procédé courant de formage de la tôle sur une presse à poinçonner, dans lequel la tôle est placée sur une matrice en forme de V et le poinçon presse le matériau dans la matrice sans en toucher le fond. |
| Pression requise | Très élevé, 5 à 30 fois celui du cintrage de l'air | Élevée, généralement de 3 à 5 fois supérieure à celle du cintrage de l'air | Relativement faible |
| Précision de l'angle | Un tonnage élevé est utilisé pour comprimer la tôle entre le poinçon et la matrice précisément adaptés, afin que le matériau épouse parfaitement la forme de l'outil. | Élevée, généralement à ± 0,5 ° | Plus faible, généralement de l'ordre de ± 0,5 °, nécessitant une compensation de la courbure pour le retour élastique. |
| Montant du retour élastique | Minimum, dépassant la limite élastique du matériau | Lorsqu'une grande précision angulaire est requise et que la production est importante | Plus grande, nécessitant généralement un super pliage |
| Exigences en matière de matrices | Matrices spéciales nécessitant un usinage de précision | Grande polyvalence : la même matrice peut être utilisée pour différents angles. | Le plus élevé, le matériau s'adapte parfaitement à la matrice |
| Efficacité de la production | Faible, nécessitant un temps de maintien de la pression plus long | Plus bas, le poinçon doit être pressé au fond de la matrice. | Temps de cycle court et élevé |
| Qualité de la surface | Il y a des indentations évidentes et un amincissement au point de flexion | Il existe certaines marques de contact de la matrice au point de pliage | Traces de surface minimales |
| Occasions d'application | Lorsqu'il y a une forte demande de précision angulaire et une grande production | - Exigences élevées en matière de tonnage - Risque accru d'usure et de casse des outils - Temps de cycle plus lent que le cintrage à l'air - Coûts d'outillage plus élevés - Limitations des géométries et des angles de flexion - Amincissement du métal et marquage de la surface au niveau des lignes de pliage - Pas rentable pour les petits lots ou les angles de courbure variables | Faible exigence en matière de précision angulaire, de production de petits lots, de matériaux et d'angles variables |
| Avantage | Lorsqu'une grande précision angulaire est requise et que la production est importante | - Angles de pliage plus précis et plus constants que le pliage à l'air. - Retour élastique minimal. - Lignes de pliage et angles nets et bien définis. - Convient pour le cintrage de matériaux à haute résistance. - Permet d'obtenir des rayons de courbure intérieure plus petits que le cintrage à l'air. | - Grande flexibilité - Nécessite moins de pression que le pliage ou l'emboutissage par le bas - Moins de contact entre la tôle et l'outil, d'où une diminution des marques de surface - Temps de cycle plus rapide par rapport au pliage par le bas - Capacité à plier différents types et épaisseurs de matériaux |
| Lacunes | - Force de cintrage et tonnage plus élevés que pour le cintrage pneumatique - Des temps de cycle plus lents en raison de la nécessité d'un fond complet du poinçon - Augmentation des coûts d'outillage - Usure de l'outil due à des forces de contact plus élevées - Risque accru d'endommagement ou de surcharge de l'outil - Marques ou rayures sur la surface métallique au contact de l'outil - Formabilité limitée par rapport au cintrage pneumatique | - Force de cintrage et tonnage plus élevés que pour le cintrage pneumatique - Des temps de cycle plus lents en raison de la nécessité d'un fond complet du poinçon - Augmentation des coûts d'outillage - Usure de l'outil due à des forces de contact plus élevées - Risque accru d'endommagement ou de surcharge de l'outil - Marques ou rayures sur la surface métallique au contact de l'outil - Formabilité limitée par rapport au cintrage pneumatique | - La précision angulaire est plus faible vers le coude inférieur. - Ne convient pas aux composants nécessitant des tolérances angulaires très serrées. - Des incohérences dans l'épaisseur et les propriétés des matériaux peuvent entraîner des variations angulaires. - Les anciennes poinçonneuses, moins rigides, peuvent avoir du mal à obtenir des angles réguliers. |
IV. Quels sont les éléments à prendre en compte lors du pliage d'un métal à l'aide d'une presse plieuse ?
Types de matériaux de cintrage
Avant de plier des tôles, il faut d'abord s'assurer que les matériaux se prêtent bien au pliage.
Certains matériaux métalliques ont une bonne ductilité et se prêtent mieux au cintrage, tandis que d'autres métaux sont moins malléables ou cassants et sont faciles à endommager ou à briser pendant le cintrage.
Acier
- L'acier laminé à froid est largement utilisé, en particulier dans les calibres 16 à 10.
- Des qualités spécifiques comme A36, A1011, A1008 sont des choix populaires. L'A36 est utilisé pour les plaques de 1/4" et plus, tandis que l'A1008 est utilisé pour les tôles d'une épaisseur allant jusqu'à 3/16".
- Les aciers inoxydables tels que 304 (usage général), 316 (environnements caustiques) et 430 (applications magnétiques) sont fréquemment pliés.
Aluminium
- Les alliages d'aluminium 5052 et 3003 sont utilisés de manière interchangeable et sont faciles à former et à souder. Le 5052 offre une meilleure solidité et une meilleure résistance à la corrosion.
- L'aluminium 5083, l'alliage non traitable à chaud le plus résistant, est utilisé dans les applications marines nécessitant soudabilité, formabilité et résistance à la corrosion.
- L'aluminium 6061 est utilisé pour les plaques de 3/16" et plus, les formes extrudées et les pièces usinées. Il peut être traité thermiquement pour gagner en résistance, mais il est plus fragile.
Flexion Retour élastique
Lors du processus de pliage, la surface intérieure de la tôle est comprimée et la surface extérieure est étirée.
La plaque métallique ayant une bonne capacité de flexion, la surface comprimée produira un certain retour élastique après le relâchement de la charge.
L'importance du retour élastique est déterminée par les propriétés des matériaux, telles que la limite d'élasticité, le module d'élasticité et la ductilité. Un métal plus dur et de forte intensité présentera un retour élastique plus important.
Pour compenser le retour élastique, le métal doit être surplié dans une certaine mesure afin qu'il revienne à l'angle final requis.
Le rayon de courbure affecte le retour élastique de la plaque. Plus le rayon de courbure est grand, plus le retour élastique est important.
L'utilisation d'un poinçon pointu peut réduire le retour élastique. En effet, le rayon intérieur du poinçon acéré est faible.
Tolérance de courbure
La surépaisseur de pliage est un facteur essentiel à prendre en compte lors du calcul de la longueur de matériau nécessaire à une opération de pliage.
Il s'agit de la longueur de l'axe neutre entre les deux lignes de pliage, qui peut varier en fonction de l'épaisseur, du matériau et de l'angle de pliage de la pièce.
Pour calculer la marge de pliage, il faut tenir compte de la résistance à la traction, de l'allongement et de l'épaisseur du matériau, ainsi que du rayon et de l'angle de pliage.
Une fois la surépaisseur de pliage déterminée, vous l'ajoutez à la longueur totale à plat du matériau pour obtenir la longueur de matériau requise pour la pièce à usiner souhaitée.
Il est essentiel de s'assurer que la surépaisseur de pliage est exacte, car même une légère erreur de calcul peut entraîner des erreurs dans les dimensions et la forme de la pièce finale.
En tenant compte de la surépaisseur de pliage, vous pouvez obtenir des résultats plus précis et plus cohérents dans vos opérations de pliage.
V. Conclusion
A travers mon passage, vous pouvez voir que le pliage par presse plieuse est une méthode courante de formage et de traitement des tôles.
Il utilise le poinçon pour exercer une pression sur la tôle, provoquant sa déformation plastique pour la plier. Le pliage à l'air, le pliage par le bas et le pliage par le haut sont les méthodes de pliage les plus courantes et les plus efficaces.
Si vous êtes intéressé par la technologie de la presse plieuse ou si vous envisagez d'acheter l'équipement, vous pouvez considérer la machine-outil ADH.
En tant que fabricant professionnel de presses plieuses avec plus de 40 ans d'expérience, ADH peut offrir de nombreux produits de presses plieuses à haute pression de haute qualité qui répondent aux exigences de différentes industries et occasions. Bienvenue chez ADH consultez nos pages produits et en savoir plus sur une série de presses plieuses.