مكابح الضغط يُستخدم على نطاق واسع في تصنيع الصفائح المعدنية، وهناك العديد من النصائح وإرشادات السلامة التي يجب وضعها في الاعتبار.
على سبيل المثال، تقليل وقت الإعداد المادي لماكينة الضغط، وتنظيم مكونات الأداة بكفاءة، ووضع اللوح المعدني بسرعة على طاولة العمل.
بالإضافة إلى ذلك، يمكن أن تؤدي برمجة إجراءات الثني، وضبط معلمات قطعة العمل، وتحديد موضع قطعة العمل بدقة إلى تحسين كفاءة عمليات مكابح الضغط.
وضع العلامات على الأدوات وتخزينها
عند ثني قطعة العمل باستخدام مكابح الضغط، فإن توفر الأدوات والمعلومات اللازمة بسهولة يمكن أن يحسن من كفاءة العمل بشكل كبير.
ولتحقيق ذلك، من المهم وضع علامة واضحة على جميع المعلومات المطلوبة على الماكينة أو الأدوات، مثل الرقم والطول وزاوية الانحناء ونصف القطر والارتفاع وأقصى حمولة.
من المهم أيضًا وجود تخزين منظم للأدوات.
يمكن توفير خزانة أدوات مخصصة لتخزين أحجام وكميات مختلفة من مجموعات الأدوات، ويجب أن تكون قريبة من مكابح الضغط قدر الإمكان لسهولة الوصول إليها أثناء التشغيل.
لا يساعد ذلك على منع تلف الأدوات فحسب، بل يسهل أيضًا استبدالها ونقلها إلى مواقع معالجة أخرى باستخدام شاحنة شوكية.
إزالة علامات القالب
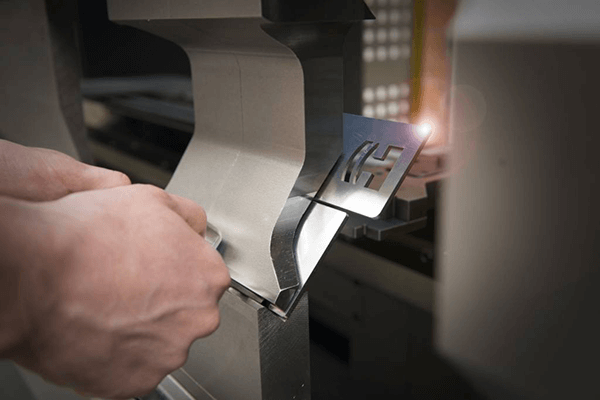
أثناء الثني، قد تترك القوالب علامات على قطعة العمل أثناء الثني.
يمكن معالجة ذلك باستخدام مكبس تعطل المكابح فيلم، مثل فيلم البولي يوريثين غير المدمر، والذي يستخدم عادةً لثني الألومنيوم والفولاذ المقاوم للصدأ.
لاستخدام الفيلم، ما عليك سوى لصقه وتثبيته على الجزء العلوي من القالب قبل ثنيه.
سيمنع ذلك القالب من ترك علامات على قطعة العمل. الغشاء مصنوع من البولي يوريثين ويمكن إعادة استخدامه.
اختر المواد المناسبة
يمكن أن تختلف خواص المواد وقوة شدها وليونتها، وستؤثر هذه الاختلافات على عملية الانحناء.
يمكن تشكيل الألواح إلى ألواح سميكة أو رقيقة من خلال الدرفلة على الساخن أو الدرفلة على البارد، مما قد يؤدي إلى اختلافات في التركيب وظروف الدرفلة.
يمكن أن تتغير خصائص المادة أثناء الانحناء، مما يسبب تغيرات في زاوية الانحناء.
كلما كانت المادة أكثر صلابة، زاد الارتداد على جانبي الانحناء.
تآكل القالب وقطعة العمل
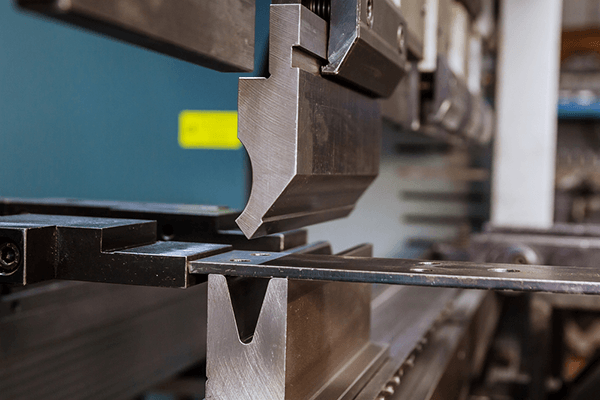
يرتبط تآكل القالب أو قطعة العمل بعد الثني بنصف قطر ثني القالب السفلي، مما قد يؤدي إلى تلف سطح القالب على شكل حرف V وينتج عنه خدوش على سطح قطعة العمل.
عند اختيار قالب على شكل حرف V، ضع في اعتبارك حجم الفتحة ونصف قطر الانحناء للقالب على شكل حرف V.
يمكن أيضًا اختيار القوالب المقواة السطحية لتقليل احتمالية التآكل.
ثني الحمولات الكبيرة
قبل اختيار الأداة، من المهم التأكد من أن حمولة الثني تقع ضمن نطاق حمولة المثقاب والقالب.
على سبيل المثال، إذا كان النطاق المقدر للقالب هو 20 طنًا لكل قدم وكان طول قطعة العمل المراد ثنيها 3 أقدام، فيجب ألا تتجاوز القوة القصوى التي تبذلها مكابح الضغط على قطعة العمل 60 طنًا.
يمكن أن يؤدي تجاوز هذه القوة إلى تلف مكابح المكبس والأدوات وقطعة العمل، بل وقد يشكل خطرًا على سلامة المشغل.
بالإضافة إلى ذلك، فإن نظام المشبك الخاص بمكابح الضغط له أيضًا نطاق قوة محدود.
يمكن أن يتسبب التحميل الزائد على نظام المشبك في تلف أدوات التشبيك.
عند ثني الألواح السميكة، يمكنك تقليل الحمولة المطلوبة عن طريق اختيار قالب على شكل V بفتحة أوسع.
يمكن أن يتدحرج القالب على شكل حرف V المزود بقضيب تحديد الموضع المقوى والكتف أثناء عملية الثني، مما يقلل من الاحتكاك بين قطعة العمل والقالب ويتطلب في النهاية كمية أقل قوة الانحناء مقارنة بالقالب الصلب.
ومع ذلك، لا يمكن لهذه الطريقة تغيير نصف قطر الانحناء وطول شفة قطعة العمل.
يمكن أيضًا أن يؤدي وضع كمية كبيرة من زيت التشحيم على كتف القالب على شكل حرف V إلى تقليل الاحتكاك المتولد أثناء الثني، مما يقلل بشكل فعال من الحمولة المطلوبة.
على الرغم من إمكانية استخدام هذه الطريقة من حين لآخر، إلا أنه من المهم تنظيف مكابح الكبس بعد الاستخدام.
تصحيح زاوية الانحناء غير الطبيعية
إذا انحرفت زاوية ثني الشُّغْلَة عن الزاوية المبرمجة، فقد يرجع ذلك إلى عدم كفاية الحمولة.
بالإضافة إلى ذلك، يجب الحفاظ على شوط الانحناء لمدة محددة من أجل تشكيل الزاوية الصحيحة.
قد يكون السبب الآخر المحتمل هو سرعة الثني البطيئة، والتي لا تولد ضغطاً كافياً على الصفيحة.
تؤثر الليونة وقوة الشد للمواد المختلفة على درجة الارتداد بعد الانحناء.
يؤثر حجم الفتحة في القالب على شكل حرف V أيضًا على نتيجة الثني النهائية.
لتصحيح زاوية الانحناء غير الطبيعية، حاول زيادة الحمولة، وتحسين سرعة الانحناء، وإطالة مدة عملية الانحناء.
بالإضافة إلى ذلك، ضع في اعتبارك استخدام صفيحة معدنية ذات ارتداد أقل وقوالب على شكل حرف V بفتحة أوسع.
تعديل المقياس الخلفي
يمكن تحسين دقة المقياس الخلفي من خلال ضبط موضع إصبع الإيقاف.
يمكنك قياس أي خطأ باستخدام مقياس عمق، والتأكد من اتساق المسافة بين إصبع الإيقاف ومركز القالب السفلي.
بعد ذلك، تحقق من الخطأ على المحور X. إذا كان هناك أي اختلاف، قم بتصحيح قيمة النقطة المرجعية للمحور X، ثم قم بإجراء عملية الانحناء بعد إجراء التصحيح.
لمحاذاة المحور X مع القالب، اضبط حزام التوقيت وحرّك البرغي الموجود على المحور X للأمام أو للخلف.
تحقق من وجود أخطاء في كلا طرفي شعاع المحور X، وإذا لم يتم العثور على أي خطأ، فقم بإحكام ربط البراغي على حزام التوقيت، ثم قم بإجراء قياس الانحناء.
إذا كان هناك خطأ في المحور Y، اضبط النقطة المرجعية للمحور Y لتصحيح الخطأ.
ثبت شريط التمرير أسفل نقطة انتقال الانحناء، وبعد ضبط معلمات المحورين Y1 و Y2، قم بإجراء قياس الانحناء للتأكد من عدم وجود أخطاء.
الخاتمة
لقد ناقشنا في هذه المقالة بعض الاعتبارات والنصائح المهمة لاستخدام مكابح الكبس.
يتطلب استخدام مكابح الكبس فهماً واسعاً للماكينة وخبرة كبيرة.
في ADH، لدينا خبرة واسعة في مجال ماكينة الثني التصنيع.
إذا كنت بحاجة إلى مزيد من المعلومات، فلا تتردد في التواصل معنا للمناقشة.
نحن شركة محترفة في تصنيع ماكينات الصفائح المعدنية ومزود خدمات، نقدم مجموعة من الماكينات، بما في ذلك مكابح الضغط CNC،ماكينة قطع الألياف الليزرية ماكينة القصوآلة الشق.
إذا كانت لديك أي أفكار أو متطلبات لماكينة ثني، فإن أعضاء فريقنا هنا لمساعدتك.
الأسئلة الشائعة
ما هو تعويض ماكينة الثني؟
يمكن أن تتعرض مكابح الكبس للانحراف تحت الحمل الزائد، خاصةً عند الموضع المركزي للكبش ومنضدة الشُّغْلة، مما يتسبب في عدم اتساق زاوية الشُّغْلَة المثنية في المركز والزاوية عند كلا الطرفين.
وللتعويض عن هذا الانحراف، يجب أن تكون مكابح الضغط مزودة بـ تتويج جهاز يمكنه توليد قوة معاكسة، ومعاكسة انحراف الكبش والقاعدة.
كيف يتم شد حزام التوقيت؟
لشد حزام التوقيت، اتبع الخطوات التالية:
- أوقف مكابح الكبس وافتح مبيت الماكينة.
- قم بفك البراغي التي تثبت لوحة توصيل محرك المحور x.
- اضبط موضع الشداد وأحكم ربط البراغي.
- أعد تركيب مبيت الماكينة.
كيف يتم تغيير فلتر مكابح الضغط؟
- قم بإيقاف تشغيل مصدر الطاقة لكل من محرك مضخة زيت الماكينة ومكبح المكابس.
- افتح مبيت الماكينة وقم بإزالة الفلتر.
- استبدل الفلتر بفلتر جديد وقم بتركيب مبيت الماكينة.
- ابدأ تشغيل مصدر الطاقة للماكينة، وشغِّل محرك المضخة، واترك الزيت الهيدروليكي للترشيح لفترة من الوقت.
- وأخيراً، قم بتشغيل الماكينة بشكل طبيعي.



