プレスブレーキ は板金製造に広く使用されており、留意すべきいくつかのヒントと安全ガイドラインがある。
例えば、プレス機械の物理的なセットアップ時間の短縮、金型部品の効率的な整理、ワークベンチへのシートメタルの迅速な配置などである。
さらに、曲げ手順のプログラミング、ワークパラメータの調整、ワークの正確な位置決めを行うことで、プレスブレーキの作業効率を向上させることができます。
工具のマーキングと保管
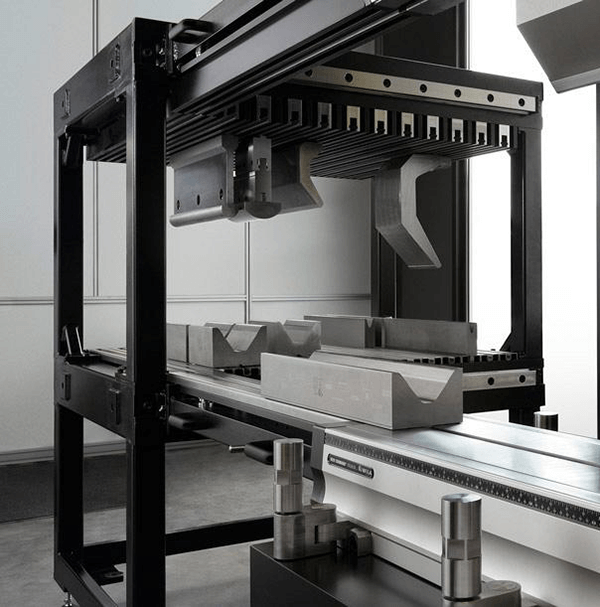
プレスブレーキでワークを曲げる場合、必要な工具や情報をすぐに入手できるようにしておくと、作業効率が大幅に向上します。
そのためには、機械や工具の番号、長さ、曲げ角度、半径、高さ、最大荷重など、必要な情報をすべて明確にマークすることが重要です。
整理整頓された道具置き場があることも重要だ。
カスタマイズされたツールキャビネットは、さまざまなサイズと量のツールセットを保管するために提供することができ、運転中に簡単にアクセスできるように、プレスブレーキのできるだけ近くに配置する必要があります。
これは、工具の損傷を防ぐだけでなく、工具の交換やフォーク・トラックによる他の加工現場への移動も容易にする。
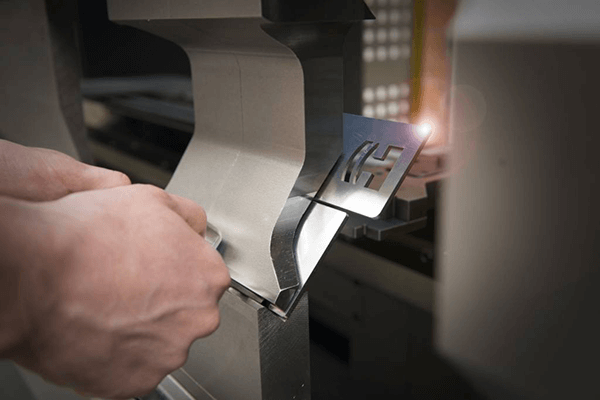
ダイ・マークの除去
曲げ加工の際、金型がワークピースに跡を残すことがあります。
これは、プレス機を使用することで改善できる。 ブレーキ金型 フィルム、例えばアルミニウムやステンレスの曲げ加工によく使われるポリウレタン非破壊フィルム。
フィルムを使用するには、曲げる前にダイの上部にテープで固定するだけでよい。
これにより、ダイがワークピースに跡を残すのを防ぐことができる。フィルムはポリウレタン製で、再利用が可能です。
適切な素材を選ぶ
材料の特性、引張強さ、延性はさまざまであり、これらのばらつきは全体に影響を与える。 曲げ加工.
板は、熱間圧延や冷間圧延によって厚板や薄板に成形されるが、その際、成分や圧延条件が異なることがある。
曲げ加工中に材料の特性が変化し、曲げ角度が変化することがある。
素材が硬ければ硬いほど、曲げの両側での反発は大きくなる。
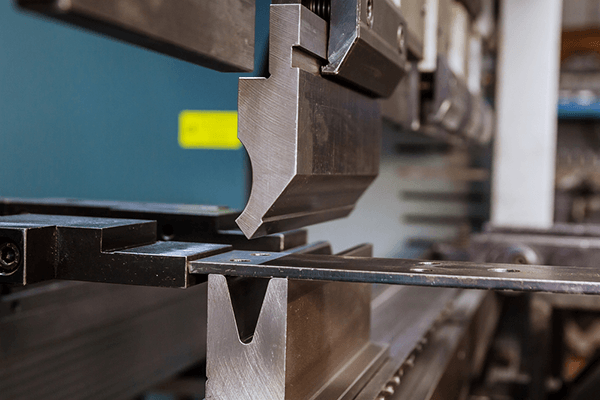
金型とワークの摩耗
曲げ加工後の金型やワークの摩耗は、下金型の曲げ半径に関係するため、V金型の表面が損傷し、ワークの表面に傷がつく可能性がある。
V字ダイスを選択する場合は、V字ダイスの開口部の大きさと曲げ半径を考慮してください。
摩耗の可能性を最小限に抑えるために、表面硬化ダイを選択することもできる。
大トン曲げ
金型を選択する前に、曲げトン数がパンチとダイの荷重範囲内に収まっていることを確認することが重要です。
例えば、金型の定格範囲が1フィートあたり20トンで、曲げられるワークピースの長さが3フィートの場合、プレスブレーキがワークピースに及ぼす最大力は60トンを超えてはなりません。
この力を超えると、プレスブレーキ、工具、ワークピースが損傷し、オペレーターに安全上のリスクをもたらす可能性があります。
さらに、プレスブレーキのクランプシステムも、力の及ぶ範囲が限られている。
クランプシステムに過負荷をかけると、クランプツールが損傷することがあります。
厚板を曲げる場合は、開口部の広いVダイを選択することで、必要なトン数を減らすことができます。
焼き入れされた位置決めロッドとショルダーを備えたVダイは、曲げ加工中に転がることができるため、ワークとダイの間の摩擦が減少し、最終的に必要な作業時間が短縮されます。 曲げ力 ソリッドダイに比べて
しかし、この方法ではワークの曲げ半径やフランジ長を変えることはできない。
また、Vダイのショルダー部に多量の潤滑油を塗布することで、曲げ加工時に発生する摩擦を減らし、必要トン数を効果的に減らすことができる。
この方法は時々使うことができるが、使用後はプレスブレーキをきれいにすることが重要である。
異常な曲げ角度を修正する
ワークピースの曲げ角度がプログラムされた角度からずれた場合、トン数不足が原因である可能性がある。
さらに、正しい角度を形成するためには、曲げストロークを特定の時間維持する必要がある。
もう一つの原因として、曲げ速度が遅く、プレートに十分な圧力がかかっていないことが考えられる。
異なる材料の延性と引張強さは、曲げ後の反発度に影響する。
V字型ダイスの開口部の大きさも、最終的な曲げ結果に影響する。
異常な曲げ角度を修正するには、トン数を増やし、曲げ速度を改善し、曲げ工程の時間を延長してみてください。
さらに、反発の少ない金属板や、開口部の広いV字型の金型を使用することも検討する。
バックゲージの調整
バックゲージの精度は、ストップフィンガーの位置を調整することで向上させることができる。
デプスゲージを使い、ストップフィンガーと下型の中心との距離が一定であることを確認することで、誤差を測定することができる。
次にX軸の誤差を確認する。ズレがあればX軸の基準点の値を修正し、修正後に曲げ加工を行う。
X軸を金型に合わせるには、タイミングベルトを調整し、X軸のネジを前後に動かします。
X軸ビームの両端に誤差がないか確認し、なければタイ ミングベルトのネジを締め、曲げ測定を行います。
Y軸に誤差がある場合は、Y軸の基準点を調整して誤差を修正する。
スライダーを曲げ移行点の下に固定し、Y1軸とY2軸のパラメータを調整した後、曲げ測定を行い、誤差がないことを確認する。
結論
今回は、プレスブレーキを使用する際の注意点やコツについてご紹介しました。
プレスブレーキの使用には、機械に対する幅広い理解と豊富な経験が必要です。
ADHでは、以下の分野で豊富な経験を積んでいます。 ベンディングマシン を製造している。
さらに詳しい情報が必要な場合は、お気軽にお問い合わせください。
私たちは、板金機械の専門メーカーであり、サービスプロバイダです。 CNCプレスブレーキファイバーレーザー切断機、 剪断機そしてスロットマシン。
ベンディングマシンに関するアイデアやご要望があれば、私たちのチームメンバーがお手伝いいたします。
よくあるご質問
ベンディングマシンの補償は?
プレスブレーキは過大な荷重がかかるとたわみが発生し、特にラムとワークテーブルの中央位置でたわみが発生し、曲げ加工されたワークの中央の角度と両端の角度が一定でなくなることがあります。
このたわみを補正するには、プレスブレーキに 戴冠 ラムのたわみとベースのたわみを打ち消す、対抗力を発生させることができる装置。
タイミングベルトの締め方は?
タイミングベルトを締めるには、以下の手順に従います:
- プレスブレーキを停止し、機械のハウジングを開きます。
- X軸モーター接続プレートを固定しているネジを緩めます。
- テンショナーの位置を調整し、ネジを締める。
- マシンハウジングを再度取り付けます。
プレスブレーキのフィルターの交換方法は?
- 機械オイルポンプモーターとプレスブレーキの両方の電源を切る。
- 機械のハウジングを開け、フィルターを取り外します。
- フィルターを新しいものと交換し、マシンハウジングを取り付ける。
- 機械への電源供給を開始し、ポンプモータをオンにし、作動油を一定時間ろ過させる。
- 最後に、マシンを普通に操作する。



