折弯机 在金属板制造中被广泛使用,有几个提示和安全准则要牢记。
例如,减少冲压机的物理设置时间,有效地组织工具部件,快速将金属板放在工作台上。
此外,对折弯程序进行编程,调整工件参数,并准确定位工件,可以提高折弯机的操作效率。
工具的标记和储存
在用折弯机折弯工件时,随时准备好必要的工具和信息可以大大提高工作效率。
要做到这一点,重要的是在机器或工具上清楚地标记所有需要的信息,如数量、长度、弯曲角度、半径、高度和最大负荷。
拥有有组织的工具存储也很重要。
可以提供一个定制的工具柜,以储存不同尺寸和数量的成套工具,并应尽可能地靠近折弯机,以便在操作中方便使用。
这不仅有助于防止工具的损坏,而且便于更换和使用叉式卡车搬运到其他加工点。
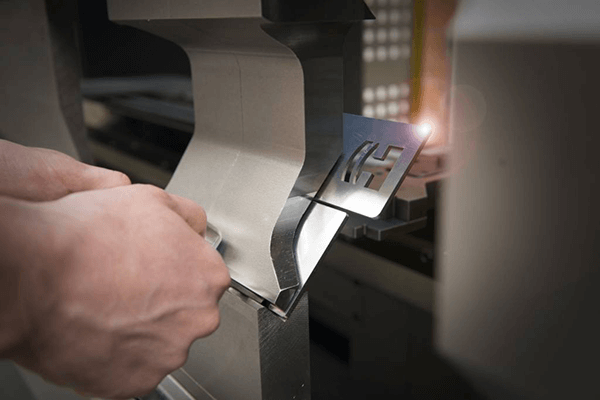
移除模具印记
弯曲过程中,模具可能会在工件上留下痕迹。
这可以通过使用按压式 刹车片 膜,如聚氨酯无损膜,常用于弯曲铝和不锈钢。
要使用薄膜,只需在弯曲前用胶带将其夹在模具的顶部。
这样可以防止模具在工件上留下痕迹。该薄膜是由聚氨酯制成的,可以重复使用。
选择适当的材料
材料的特性、拉伸强度和延展性可能会有所不同,而这些变化将影响到整个工程。 弯曲过程.
板材可以通过热轧或冷轧形成厚或薄的板材,这可能导致成分和轧制条件的差异。
在弯曲过程中,材料特性会发生变化,导致弯曲角度的变化。
材料越硬,弯曲两边的反弹就越大。
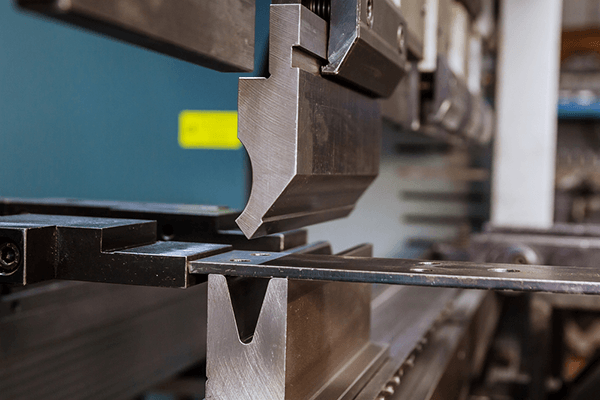
模具和工件磨损
弯曲后的模具或工件的磨损与底模的弯曲半径有关,会损坏V型模具的表面,导致工件表面出现划痕。
在选择V型模具时,要考虑V型模具的开口尺寸和弯曲半径。
也可以选择表面硬化的模具,以尽量减少磨损的可能性。
大吨位折弯
在选择模具之前,必须确保弯曲吨位在冲床和模具的负荷范围内。
例如,如果模具的额定范围是每英尺20吨,而要弯曲的工件是3英尺长,那么折弯机对工件施加的最大力不应超过60吨。
超过这个力可能导致折弯机、工具和工件的损坏,甚至对操作者构成安全风险。
此外,折弯机的夹紧系统也有一个有限的力的范围。
钳工系统过载会导致钳工工具的损坏。
弯曲厚板时,可以通过选择具有较宽开口的V型模具来减少所需吨位。
带有淬硬定位杆和肩的 V 型模可在弯曲过程中滚动,从而减少工件与模具之间的摩擦,最终降低对模具的要求。 弯曲力 与实心模具相比。
然而,这种方法不能改变工件的弯曲半径和凸缘长度。
在V型模具的肩部涂抹大量的润滑油,也可以减少弯曲过程中产生的摩擦,有效减少所需的吨位。
虽然这种方法可以偶尔使用,但使用后清洁折弯机是很重要的。
纠正不正常的弯曲角度
如果工件的弯曲角度偏离了编程的角度,可能是由于吨位不足。
此外,为了形成正确的角度,弯曲行程需要保持一个特定的时间。
另一个可能的原因可能是弯曲速度太慢,没有在板上产生足够的压力。
不同材料的延展性和抗拉强度影响弯曲后的回弹程度。
V形模具的开口大小也影响到最终的弯曲结果。
为了纠正异常的弯曲角度,尝试增加吨位,提高弯曲速度,延长弯曲过程的时间。
此外,考虑使用反弹力较小的金属板和开口较宽的V形模具。
调整后挡料
通过调整其止动指的位置,可以提高背规的准确性。
你可以通过使用深度计来测量任何误差,确保止动指和下模中心的距离是一致的。
接下来,检查X轴上的误差。如果有任何差异,修正X轴参考点的值,然后在进行修正后执行折弯过程。
为了使X轴与模具对齐,调整同步带,将X轴上的螺丝向前或向后移动。
检查X轴横梁的两端是否有误差,如果没有发现,请拧紧同步带的螺丝,然后进行弯曲测量。
如果Y轴上有误差,请调整Y轴参考点以纠正误差。
将滑块固定在弯曲过渡点以下,调整好Y1和Y2轴的参数后,进行弯曲测量,确认没有误差。
总结
在这篇文章中,我们讨论了使用折弯机的一些重要考虑和技巧。
使用折弯机需要对机器有广泛的了解和丰富的经验。
在 ADH,我们在以下领域拥有丰富的经验 折弯机 制造。
如果你需要进一步的信息,请随时与我们联系,进行讨论。
我们是一家专业的钣金机械制造商和服务提供商,提供一系列的机器,包括 CNC数控折弯机光纤激光切割机、 剪板机和开槽机。
如果你对折弯机有任何想法或要求,我们的团队成员将在这里提供帮助。
常见问题
折弯机的补偿是什么?
在过大的负载下,特别是在滑块和工作台面的中心位置,折弯的工件在中心的角度和两端的角度会出现偏差。
为了补偿这种偏差,压力制动器必须配备一个 加冠 可产生反作用力的装置,抵消柱塞和底座的偏移。
如何紧固同步带?
要紧固正时皮带,请遵循以下步骤。
- 停止折弯机,打开机器外壳。
- 松开固定X轴电机连接板的螺丝。
- 调整张紧器的位置并拧紧螺丝。
- 重新安装机器外壳。
如何更换折弯机的过滤器?
- 关闭机器油泵电机和制动器的电源。
- 打开机器外壳,取出过滤器。
- 用新的过滤器替换,并安装机器外壳。
- 启动机器的电源,打开泵的马达,让液压油过滤一段时间。
- 最后,正常操作机器。



