Frein de presse est largement utilisé dans la fabrication de tôles, et il y a plusieurs conseils et directives de sécurité à garder à l'esprit.
Par exemple, la réduction du temps de préparation physique de la machine à imprimer, l'organisation efficace des composants de l'outil et la mise en place rapide de la tôle sur l'établi.
En outre, la programmation des procédures de pliage, l'ajustement des paramètres de la pièce et le positionnement précis de la pièce peuvent améliorer l'efficacité des opérations de la presse plieuse.
Marquage et stockage des outils
Lors du pliage d'une pièce à l'aide d'une presse plieuse, le fait d'avoir les outils et les informations nécessaires à portée de main peut grandement améliorer l'efficacité du travail.
Pour ce faire, il est important de marquer clairement toutes les informations requises sur la machine ou les outils, telles que le nombre, la longueur, l'angle de flexion, le rayon, la hauteur et la charge maximale.
Il est également important d'organiser le rangement des outils.
Une armoire à outils personnalisée peut être prévue pour stocker des jeux d'outils de tailles et de quantités différentes. Elle doit être située aussi près que possible de la presse plieuse pour en faciliter l'accès pendant le fonctionnement.
Cela permet non seulement d'éviter d'endommager les outils, mais aussi de faciliter leur remplacement et leur transport vers d'autres sites de traitement à l'aide d'un chariot élévateur.
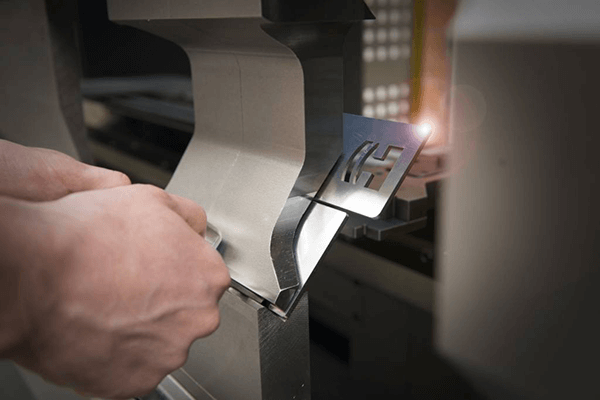
Enlever les marques de découpe
Lors du pliage, les matrices peuvent laisser des marques sur la pièce.
Il est possible d'y remédier en utilisant une presse matrices de frein film, tel qu'un film non destructif en polyuréthane, couramment utilisé pour le cintrage de l'aluminium et de l'acier inoxydable.
Pour utiliser le film, il suffit de le coller sur la partie supérieure de la matrice avant de la plier.
Cela permet d'éviter que la matrice ne laisse des marques sur la pièce à usiner. Le film est en polyuréthane et peut être réutilisé.
Choisir les matériaux appropriés
Les propriétés, la résistance à la traction et la ductilité des matériaux peuvent varier, et ces variations auront un impact sur l'ensemble de la chaîne de production. processus de pliage.
Les tôles peuvent être transformées en tôles épaisses ou minces par laminage à chaud ou à froid, ce qui peut entraîner des différences de composition et de conditions de laminage.
Les caractéristiques du matériau peuvent changer pendant le pliage, ce qui entraîne des modifications de l'angle de pliage.
Plus le matériau est dur, plus le rebond est important des deux côtés de la courbe.
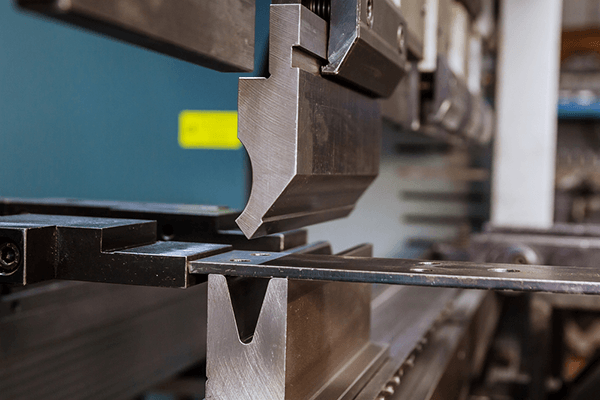
Usure de la matrice et de la pièce
L'usure de la matrice ou de la pièce après le cintrage est liée au rayon de cintrage de la matrice inférieure, qui peut endommager la surface de la matrice en V et entraîner des rayures sur la surface de la pièce.
Lors de la sélection d'une filière en V, il faut tenir compte de la taille de l'ouverture et du rayon de courbure de la filière.
Des matrices à trempe superficielle peuvent également être sélectionnées pour minimiser le risque d'usure.
Cintrage de gros tonnages
Avant de choisir l'outillage, il est important de s'assurer que le tonnage de pliage se situe dans la plage de charge du poinçon et de la matrice.
Par exemple, si la portée nominale de la matrice est de 20 tonnes par pied et que la pièce à plier mesure 3 pieds de long, la force maximale exercée par la presse plieuse sur la pièce ne doit pas dépasser 60 tonnes.
Le dépassement de cette force peut endommager la presse plieuse, l'outillage et la pièce à usiner, voire présenter un risque pour la sécurité de l'opérateur.
En outre, le système de serrage de la presse plieuse a également une plage de force limitée.
La surcharge du système de serrage peut endommager les outils de serrage.
Lors du pliage de tôles épaisses, vous pouvez réduire le tonnage nécessaire en choisissant une matrice en V avec une ouverture plus large.
Une matrice en V dotée d'une tige de positionnement et d'un épaulement trempés peut rouler pendant le processus de pliage, ce qui réduit la friction entre la pièce à usiner et la matrice et, en fin de compte, nécessite moins d'efforts de la part de l'utilisateur. force de flexion par rapport à une filière solide.
Toutefois, cette méthode ne permet pas de modifier le rayon de courbure et la longueur de la bride de la pièce.
L'application d'une grande quantité d'huile lubrifiante sur l'épaulement de la matrice en V peut également réduire le frottement généré pendant le pliage, ce qui permet de réduire efficacement le tonnage nécessaire.
Bien que cette méthode puisse être utilisée occasionnellement, il est important de nettoyer la presse plieuse après utilisation.
Corriger un angle de flexion anormal
Si l'angle de pliage de la pièce s'écarte de l'angle programmé, cela peut être dû à un tonnage insuffisant.
En outre, la course de pliage doit être maintenue pendant une durée spécifique afin de former l'angle correct.
Une autre cause possible est une vitesse de pliage trop lente, qui ne génère pas assez de pression sur la plaque.
La ductilité et la résistance à la traction des différents matériaux influencent le degré de rebondissement après la flexion.
La taille de l'ouverture dans la matrice en forme de V influence également le résultat final du pliage.
Pour corriger un angle de pliage anormal, essayez d'augmenter le tonnage, d'améliorer la vitesse de pliage et de prolonger la durée du processus de pliage.
En outre, envisagez d'utiliser une feuille de métal avec moins de rebond et une matrice en forme de V avec une ouverture plus large.
Réglage de la jauge arrière
La précision de la jauge arrière peut être améliorée en ajustant la position de son doigt d'arrêt.
Vous pouvez mesurer toute erreur en utilisant une jauge de profondeur, en vous assurant que la distance entre le doigt de butée et le centre de la matrice inférieure est constante.
Ensuite, vérifiez l'erreur sur l'axe X. En cas de divergence, corrigez la valeur du point de référence de l'axe X, puis effectuez le processus de pliage après avoir effectué la correction.
Pour aligner l'axe X sur le moule, réglez la courroie de distribution et déplacez la vis de l'axe X vers l'avant ou vers l'arrière.
Vérifier s'il y a des erreurs aux deux extrémités du faisceau de l'axe X et, s'il n'y en a pas, resserrer les vis de la courroie de distribution, puis effectuer une mesure de flexion.
En cas d'erreur sur l'axe Y, ajustez le point de référence de l'axe Y pour corriger l'erreur.
Fixez le curseur sous le point de transition de flexion et, après avoir ajusté les paramètres des axes Y1 et Y2, effectuez une mesure de flexion pour confirmer qu'il n'y a pas d'erreur.
Conclusion
Dans cet article, nous avons abordé quelques considérations et conseils importants pour l'utilisation d'une presse plieuse.
L'utilisation d'une presse plieuse nécessite une connaissance approfondie de la machine et une grande expérience.
Chez ADH, nous disposons d'une vaste expérience dans les domaines suivants machine à plier fabrication.
Si vous avez besoin de plus d'informations, n'hésitez pas à nous contacter pour en discuter.
Nous sommes un fabricant professionnel de machines de tôlerie et un fournisseur de services, offrant une gamme de machines, notamment Presse plieuse CNCMachine de découpe laser à fibre, machine à cisailleret machine à rainurer.
Si vous avez des idées ou des exigences concernant une cintreuse, les membres de notre équipe sont là pour vous aider.
FAQs
Quelle est la compensation de la cintreuse ?
La presse plieuse peut se déformer sous l'effet d'une charge excessive, en particulier à la position centrale du coulisseau et de la table de travail, ce qui entraîne une incohérence entre l'angle de la pièce pliée au centre et l'angle aux deux extrémités.
Pour compenser cette déviation, la presse plieuse doit être équipée d'une couronnement un dispositif capable de générer une force opposée, contrebalançant la déflexion du bélier et de la base.
Comment serrer la courroie de distribution ?
Pour tendre la courroie de distribution, procédez comme suit :
- Arrêter la presse plieuse et ouvrir le carter de la machine.
- Desserrer les vis qui fixent la plaque de connexion du moteur de l'axe x.
- Ajuster la position du tendeur et serrer les vis.
- Réinstallez le boîtier de la machine.
Comment changer le filtre de la presse plieuse ?
- Couper l'alimentation électrique du moteur de la pompe à huile de la machine et de la presse plieuse.
- Ouvrez le boîtier de la machine et retirez le filtre.
- Remplacez le filtre par un nouveau et installez le boîtier de la machine.
- Mettez la machine sous tension, mettez le moteur de la pompe en marche et laissez l'huile hydraulique filtrer pendant un certain temps.
- Enfin, faites fonctionner la machine normalement.



