I. Introdução
A dobragem por prensa dobradeira é uma tecnologia de processo fundamental na indústria de conformação de metais.
A pressão entre o punção e a matriz pode fazer com que a chapa metálica se dobre e deforme com precisão.
Isto faz com que os produtos sejam amplamente aplicados nas indústrias transformadoras.
Em comparação com a dobragem manual, dobragem por prensa dobradeira apresenta elevada eficiência, baixo custo, etc., e desempenha um papel fundamental nas empresas de fabrico de metais.
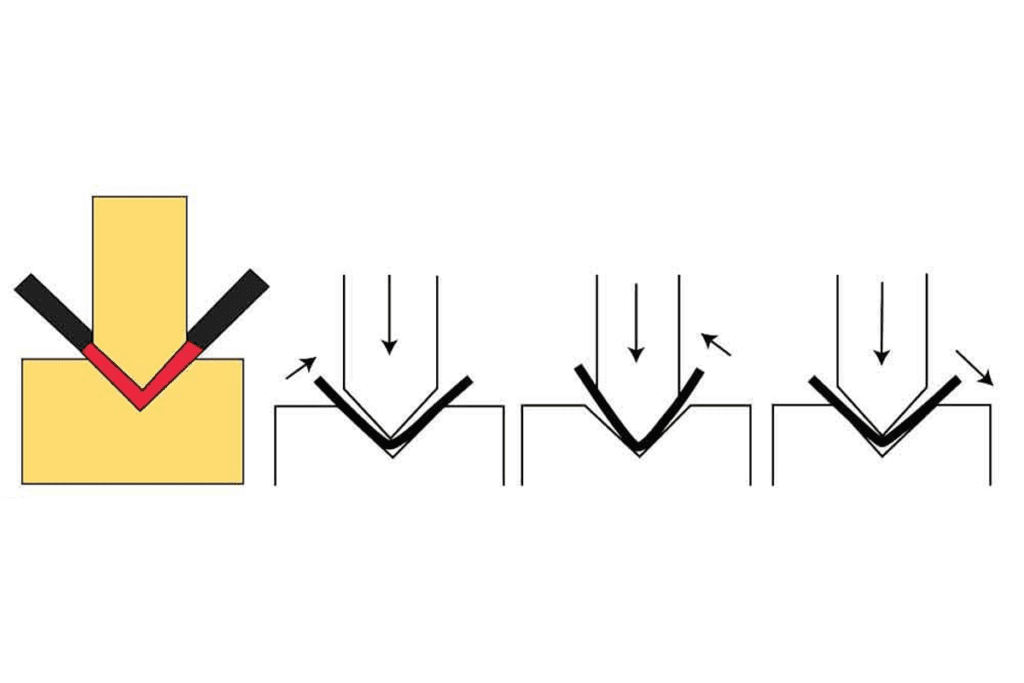
Travão de imprensa A dobragem apresenta três métodos, flexão de ar, dobragem do fundo e cunhagem.
A dobragem por ar utiliza o princípio da alavanca, segundo o qual o ângulo de dobragem é determinado pela profundidade de prensagem, o que é adequado para produtos de pequenas e médias dimensões.
O fenómeno de recuperação ocorrerá durante a fase inferior processo de dobragem.
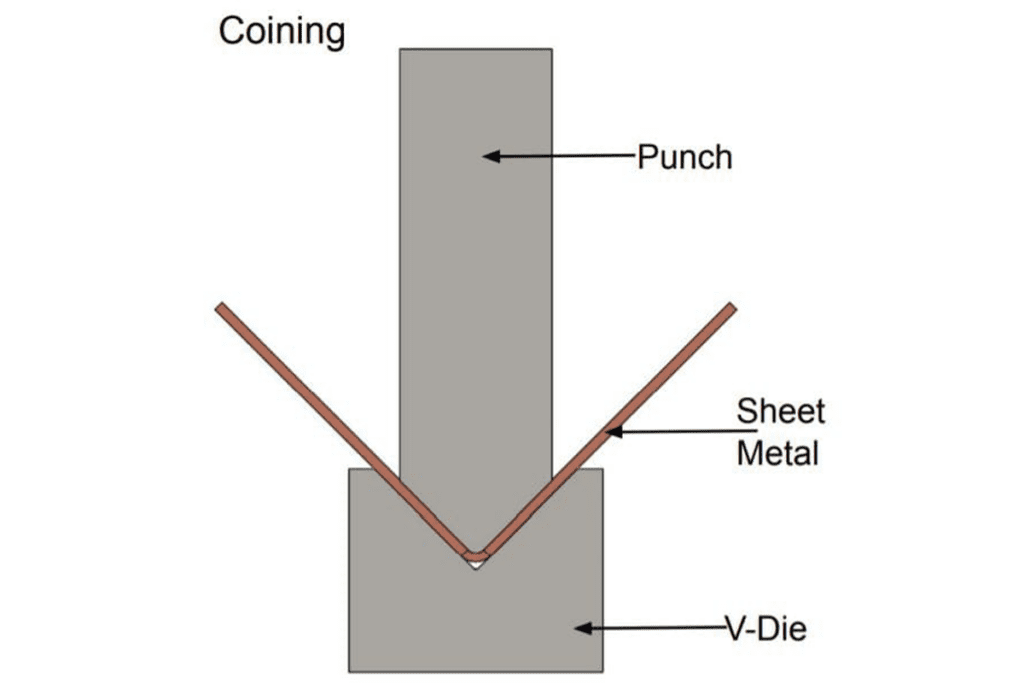
E a cunhagem pode fazer com que o metal se adapte totalmente à forma da matriz.
Entre estes métodos de dobragem, a cunhagem é o mais popular, porque pode oferecer resultados de dobragem precisos e consistentes.
O metal pode ser dobrado no ângulo que se ajusta ao punção e à matriz com precisão através de uma elevada tonelagem. Assim, garante os resultados de dobragem previstos.
II. Três tipos principais de curvatura
A tecnologia de dobragem foi desenvolvida durante centenas de anos no fabrico de metais. Com o avanço da tecnologia, existem muitos métodos de dobragem opcionais. Estes métodos são diferentes uns dos outros, e aqui estão os três principais tipos de dobragem:
Dobragem por Ar
A dobragem por ar comprimido é um método de dobragem que permite um contacto mínimo entre o metal e as ferramentas.
O ângulo de flexão é determinado pela profundidade a que o punção desce na matriz.
Utiliza o princípio da alavanca e requer apenas algumas forças de haste para conseguir uma dobragem de 90 graus, porque utiliza uma força de empurrão menor em comparação com a cunhagem.
O metal e a ferramenta só entram em contacto com três pontos: a ponta do punção e os dois lados das matrizes.
Este método é adequado para a produção em massa de pequena e média dimensão. E aqui estão os características principais da dobragem do ar:
Poucos contactosNo processo de dobragem a ar, o quadrado de contacto entre a matriz e o metal é pequeno, o que é benéfico para reduzir os danos e a abrasividade da superfície metálica.
Soco descendente: o ângulo de curvatura é determinado pela profundidade a que o punção desce na matriz, o que facilita a regulação do ângulo.
Tonelagem relativamente baixaEm comparação com a cunhagem, a força de tonelagem exigida pela dobragem a ar é muito menor, o que é benéfico para prolongar a vida útil do punção e da matriz.
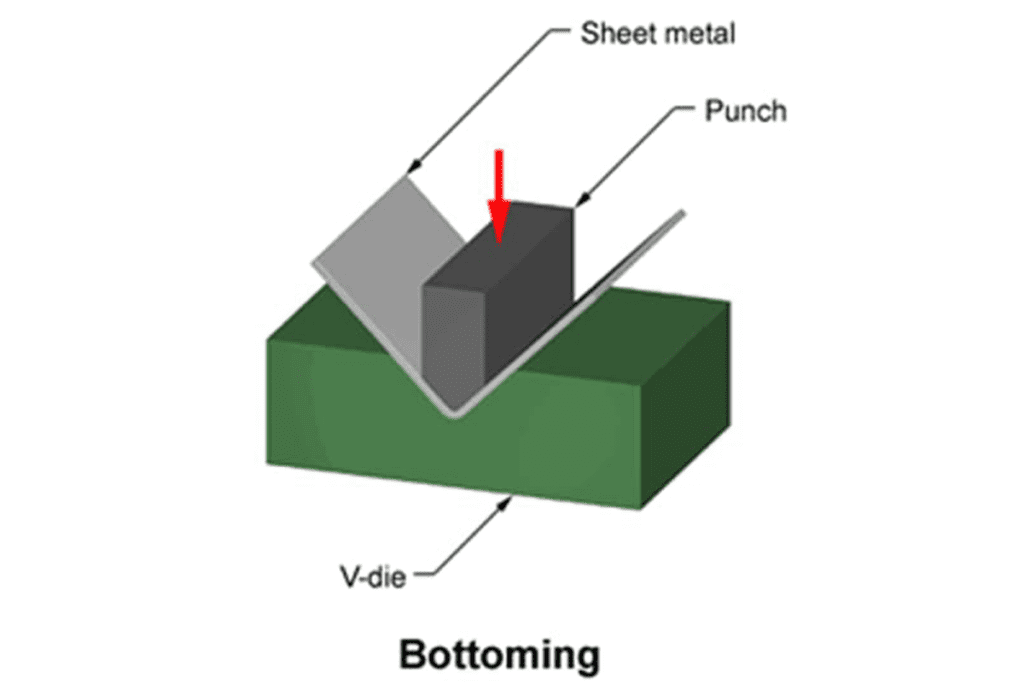
Dobragem do fundo
Na dobragem por baixo, a chapa metálica está muito mais em contacto com as matrizes.
No entanto, ao contrário da cunhagem, a chapa metálica não é exatamente igual à forma da matriz na dobragem do fundo.
Este método necessita de uma tonelagem superior à dobragem por ar, mas inferior à cunhagem. Ou seja, a dobragem pelo fundo é um método intermédio para combinar a dobragem pelo ar e a cunhagem. Eis os características principais de flexão inferior:
Não corresponde exatamente ao ânguloO material metálico não será dobrado no mesmo ângulo que as matrizes na dobragem inferior. Em vez disso, mantém a sua forma original até certo ponto.
Baixa tonelagem: a dobragem do fundo requer uma força de tonelagem relativamente baixa, o que é benéfico para reduzir a abrasividade do equipamento e os custos de manutenção.
Grande variedadeA dobragem por baixo é adequada para materiais metálicos de vários tipos e espessuras, o que a torna o método de dobragem mais comum.
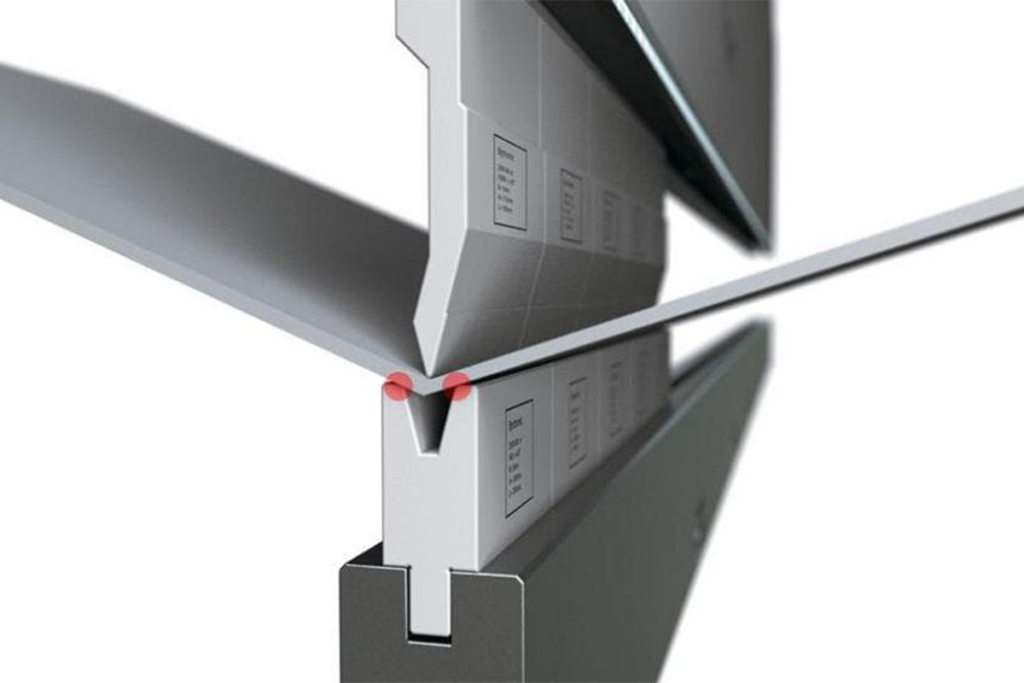
Moeda
A cunhagem utiliza uma tonelagem elevada para fazer com que as chapas metálicas correspondam exatamente à forma do punção e das matrizes. A principal vantagem da cunhagem é o facto de poder oferecer um ângulo de dobragem totalmente preciso.
No entanto, exige uma maior prensa eléctrica conceção de ferramentas com travão e precisão.
Devido à grande potência que requer, o metal pode ficar mais fino e danificado durante o processo de dobragem. E aqui estão os características de cunhagem:
Elevada tonelagem: a cunhagem necessita de uma força de tonelagem elevada para garantir que o material metálico corresponde totalmente à forma do punção e da matriz.
Alta precisãoA cunhagem é geralmente aplicada a utilizações que requerem ângulos de curvatura precisos, devido ao facto de o metal corresponder perfeitamente à forma geométrica.
O metal torna-se mais fino: devido à elevada tonelagem, a cunhagem pode levar ao desbaste do material metálico, o que deve ser tido em consideração.
Ao escolher o método de dobragem, os engenheiros e técnicos devem ter em conta muitos factores, incluindo o tipo de material, a espessura, o ângulo de dobragem necessário e o custo de produção.
Cada método tem o seu próprio cenário aplicável, pelo que a escolha do método adequado pode garantir a produção de produtos de elevada qualidade.
III. Mergulho profundo na moeda
Contexto histórico
A palavra "cunhagem" remonta à antiga tecnologia de cunhagem.
Antigamente, a folha de metal era colocada no molde e podia ser pressionada na forma geométrica da moeda através de alta pressão e de uma forma precisa do molde.
Este método garante que a forma e o tamanho de cada moeda são muito precisos.
Com o passar do tempo, esta tecnologia é utilizada noutras indústrias de fabrico de metais, especialmente na dobragem de chapas metálicas.
Processo
A cunhagem é um processo de fabrico de chapas metálicas, cuja essência consiste em utilizar uma tonelagem elevada para fabricar chapas metálicas que se adaptem perfeitamente à forma geométrica do punção e das matrizes.
Isto é conseguido colocando a folha de metal na matriz e utilizando o punção para exercer muita pressão.
Este método garante que o metal não será deformado e dobrado durante o processo de dobragem. Aqui estão os procedimentos-chave da cunhagem processo:
Preparação do material: em primeiro lugar, escolher o material metálico adequado e, em seguida, cortá-lo com a forma e o tamanho pretendidos.
Fixação da matrizO punção e a matriz devem ser concebidos de forma rigorosa para que as suas formas geométricas possam ser adaptadas ao ângulo de quinagem. Colocar a ferramenta na prensa dobradeira.
Posicionamento do metalA chapa de metal é posicionada na prensa dobradeira para garantir que não se desloca e não se desvia durante o processo de dobragem.
Exercer a tonelagem elevadaO punção utiliza uma tonelagem elevada para pressionar a chapa metálica, fazendo com que esta se adapte à forma da matriz e do punção. Este processo exige grande precisão e controlo.
Acabamento de dobragem: uma vez terminada a dobragem, a chapa metálica manterá a sua forma geométrica necessária para conseguir uma dobragem de alta precisão.
Benefícios
PrecisãoA cunhagem é um método de dobragem de alta precisão, que pode produzir uma dobragem precisa e consistente, e é muito adequado para aplicações que exigem alta precisão, como o fabrico de dispositivos aeroespaciais e médicos.
ConsistênciaDevido ao facto de o metal se adaptar exatamente à forma do punção e da matriz, a cunhagem pode produzir uma dobragem consistente, quer se trate de produção em massa ou de produção personalizada.
Ampla aplicabilidadeA estampagem é amplamente aplicada a vários materiais metálicos com diferentes tipos e espessuras, o que a torna um método de dobragem universal.
IV. Comparação da cunhagem com outros métodos de dobragem
Dobragem a ar vs. cunhagem
Diferença de tonelagem
A quinagem por ar comprimido requer normalmente menos tonelagem. Devido ao pequeno quadrado de contacto entre o metal e a matriz, a força necessária é relativamente baixa durante o processo de dobragem.
A cunhagem requer uma tonelagem elevada para garantir que o metal se adapta completamente ao punção e à matriz. Isto significa que a cunhagem necessita normalmente de mais tonelagem.
Contacto Diferença
Na dobragem a ar, o quadrado de contacto entre o metal e a matriz é extremamente limitado, ou seja, apenas vários pontos de contacto, o que é benéfico para reduzir a abrasão e os danos na superfície do metal.
Enquanto na cunhagem, o contacto entre o metal e a ferramenta é mais próximo, para garantir que o metal pode ser dobrado completamente de acordo com a forma da matriz, o que pode levar a que algum metal fique mais fino e deformado.
Determinação do ângulo de curvatura
O ângulo de flexão do ar é determinado pela profundidade a que o punção desce na matriz.
A cunhagem utiliza uma pressão de alta tonelagem para fazer com que o metal se adapte completamente ao ângulo exato do punção e da matriz.
Dobragem de fundo vs. cunhagem
Diferença de tonelagem
A dobragem inferior necessita normalmente de menos tonelagem porque o metal não se ajusta exatamente à forma da matriz.
A cunhagem de moeda requer uma tonelagem maior para garantir que o metal se adapta exatamente à forma do punção e da matriz.
Conformidade dos materiais
Na dobragem por baixo, o contacto entre o metal e a matriz é mais próximo, mas não está exatamente em conformidade com a forma da matriz devido ao ressalto.
A cunhagem pode garantir que o metal é completamente dobrado de acordo com a forma da matriz, obtendo assim resultados mais precisos.
Em conclusão, em comparação com a cunhagem, a dobragem a ar requer menos tonelagem e poucos contactos, e o seu ângulo de dobragem pode não ser consistente com a cunhagem.
A dobragem inferior necessita de menos tonelagem, mas o seu material não se ajusta exatamente ao ângulo de dobragem. Enquanto a cunhagem necessita de mais tonelagem e pode gerar uma dobragem de elevada consistência e precisão.
V. Conclusão
Não há dúvida de que a tecnologia de dobragem de metais é muito importante no fabrico de metais.
O conhecimento e a aquisição de diferentes métodos de dobragem podem não só ajudar os fabricantes a melhorar a eficiência do trabalho, mas também a garantir a qualidade e a precisão dos produtos.
Nesta passagem, aprofundamos um dos principais processos da prensa dobradeira: o revestimento.
Ficamos a saber mais sobre o seu contexto histórico, processo, comparação com a dobragem de ar, etc.
A cunhagem tem muito valor no fabrico moderno. Além disso, oferece maior precisão e flexibilidade em comparação com outros métodos, o que a torna ideal para vários cenários.
Se tiver curiosidade sobre o processo de cunhagem por prensa dobradeira ou outros problemas, informações detalhadas sobre o produto ou cotação, recomendamos vivamente que visite o nosso sítio Web oficial.
A equipa profissional da ADH Machine Tool oferece-lhe apoio sempre que quiser garantir que o seu projeto seja realizado com sucesso.
Obrigado por navegar nesta passagem e espero que possa ser benéfico para compreender a cunhagem do travão de prensa e conduzi-lo a um caminho de sucesso na aplicação do travão de prensa.




