I. Введение
Сайт листогибочный пресс является незаменимым оборудованием в металлообрабатывающей промышленности, а оснастка - это "сердце" листогибочного пресса. Инструментальная оснастка листогибочного пресса делится на две части.
Инструмент, установленный в верхней части плунжера, называется верхним пуансоном, а инструмент, установленный в нижней части рабочего стола, - нижним штампом. Верхний пуансон и нижний штамп, состоящие из двух частей, совместно воздействуют на металлический лист для завершения гибки заготовки.
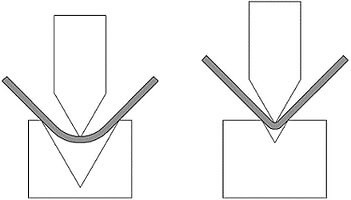
Процесс, когда верхний пуансон листогибочного пресса прикладывает усилие к металлическому листу на нижнем штампе, является процессом гибки. Верхний пуансон приводит в движение плунжер для гибки металлического листа с помощью различных источников энергии. К источникам энергии относятся механические, гидравлические, серводвигатели и т. д.
Правильный выбор оснастки для листогибочного пресса может не только повысить точность и эффективность обработки, но и продлить срок службы штампа и оборудования, снизив производственные затраты. Однако, столкнувшись с широким разнообразием штампов для листогибочных станков, представленных на рынке, многие пользователи чувствуют себя в растерянности.
В этой статье мы начнем с важности выбора листогибочной оснастки, проанализируем ключевые факторы, влияющие на выбор, а также последующее обслуживание и уход, чтобы помочь вам легко выбрать лучшую листогибочную оснастку.
II. Стандарты оснастки для листогибочных прессов
Существуют различные типы пуансонов и штампов, и выбор правильных подходящих пуансонов и штампов для гибки имеет решающее значение для повышения точности и эффективности.
Замена оснастки стандартного размера более удобна, поскольку конструкция деталей оснастки со стандартными размерами является единой. Это избавляет от необходимости вносить много изменений при замене пуансонов и штампов, так как эта оснастка находится в одном и том же положении, что облегчает ее замену.
Верхние части плунжера листогибочного пресса требуют зажимного устройства для фиксации пуансонов. Зажим фиксирует пуансоны в нужном положении, позволяя им изгибать металлическую плиту при движении плунжера.
Сегментация штампа может облегчить процесс гибки заготовок различных размеров. Оснастка для листогибочных прессов требуют очень высокой точности, особенно точности наконечников пуансонов и заплечиков штампов, поскольку эти детали непосредственно соприкасаются с листовым металлом во время гибки.
Пробойники и штампы с высокой точностью позволяют сократить количество регулировок в процессе установки.

III. Типы пуансонов и штампов
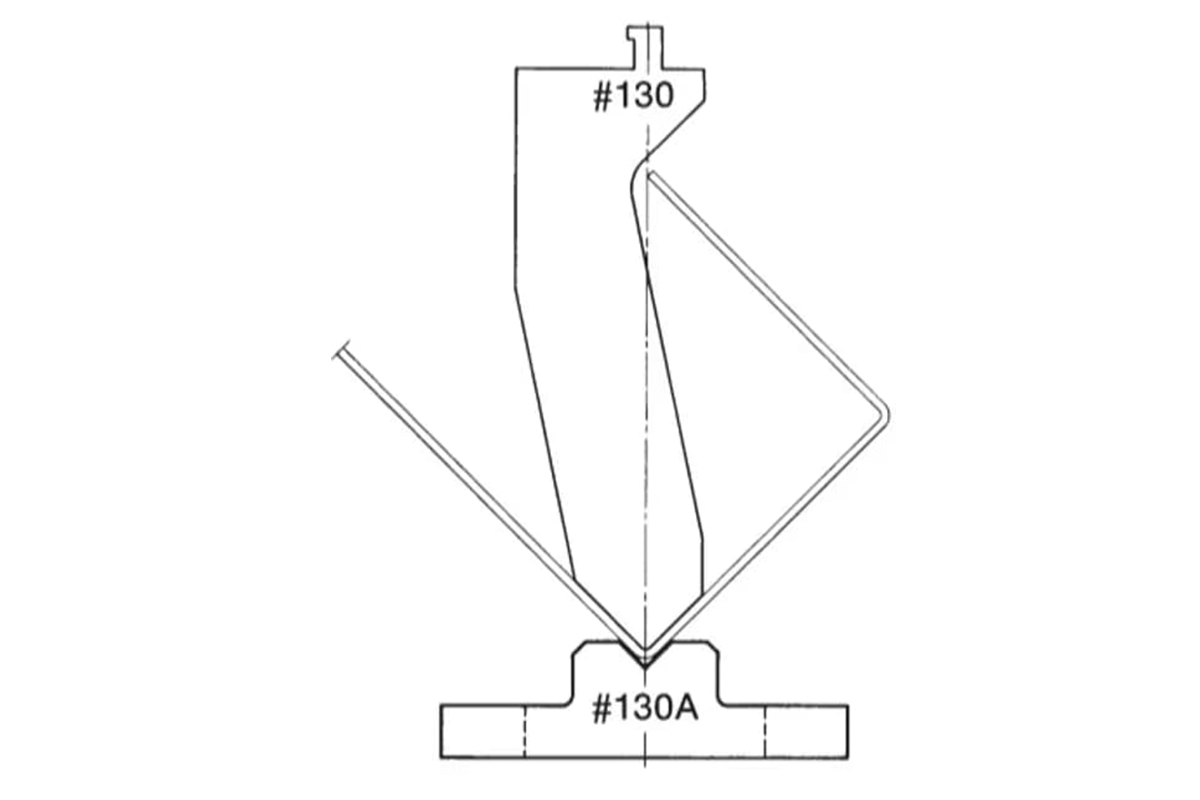
Листогибочные прессы включают в себя V-образные, U-образные и Z-образные штампы, причем V-образные штампы являются наиболее распространенными. Минимальная длина фланца должна быть не менее чем в 4 раза больше толщины материала; в противном случае невозможно получить точный угол изгиба.
Комплекты V-образных штампов с различной шириной отверстия соответствуют соответствующим пуансонам, что позволяет листогибочному прессу выполнять гибку под различными углами и из различных материалов. Таким образом листогибочный пресс может сгибаться под разными углами и из разных материалов.
Оснастка для листогибочных прессов подразделяется на 2 типа: пуансон и матрица.
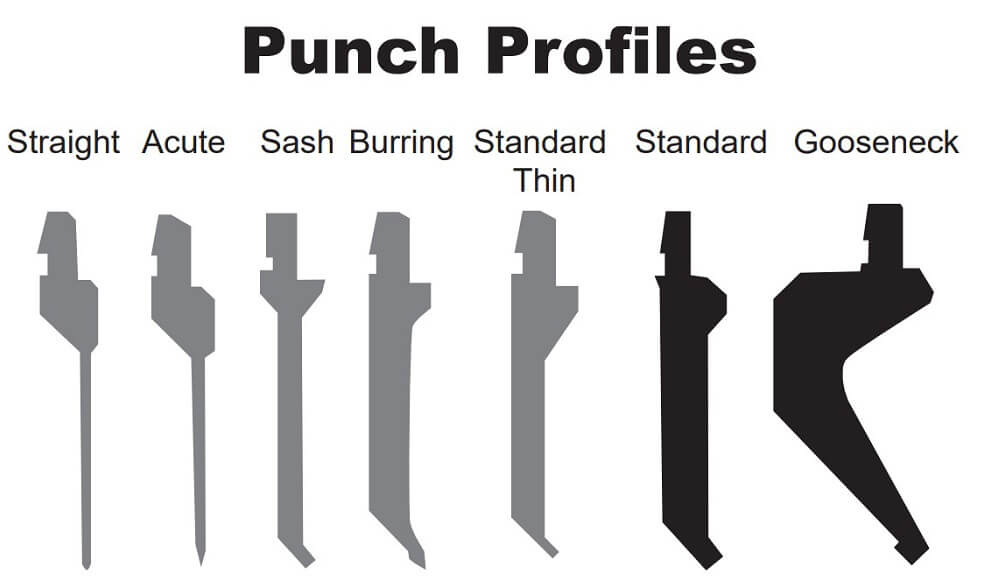
Типы пуансонов
- Стандартный пуансон: Наиболее часто используемый тип пуансона для общей гибки.
- Пробойник для острых углов: Используется для сгибания острых углов, как правило, от 25° до 60°.
- Пуансон с выступом: Используется во избежание вмешательства в заготовку.
- Дуговой пуансон: Используется для гибки дуг.
- Нож для сгибания: Используется для предотвращения множественных изгибов.
- Формовочный пуансон: Используется для единовременной формовки сложных форм.
Типы штампов
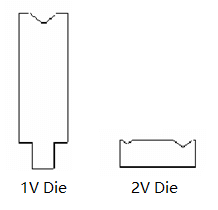
- V-образный штамп: самый распространенный штамп, который подразделяется на одинарный V, двойной V и мульти-V.
- U-образный штамп: используется для U-образной гибки.
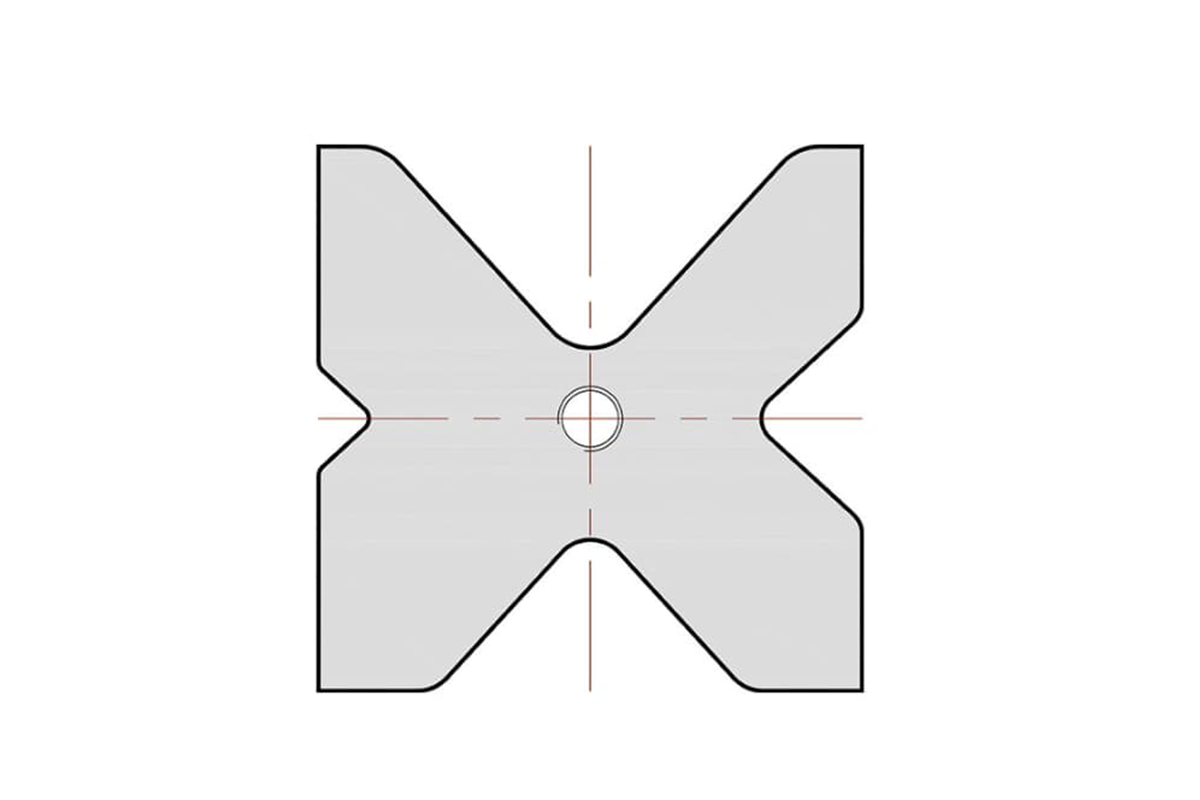
- Четырехсторонний штамп: все четыре стороны имеют канавки разного размера.
- Формовочный штамп: используется для гибки деталей коробчатой формы.
- Гофрированный штамп: используется для формирования гофрированных заготовок.
- Штамп без оттиска: включает в себя тип с шарикоподшипником, тип с клапаном и полиуретановый тип, что позволяет избежать следов от сгибания.
IV. Учет при выборе инструмента
1. Материал для сгибания
Тип металла, который вы хотите согнуть, является важным фактором. Толщина металла определяет отверстие штампа, радиус гибки и угол гибки.
Например, некоторые стали обладают большей прочностью и сопротивлением, чем другие, и это сопротивление называется прочностью металла на разрыв (UTS). Прочность на разрыв у металлов разная, что требует разной прочности пресс-форм.
Кроме того, длина металлической пластины определяет, сколько инструментов потребуется. Еще один фактор - толщина металла. Инструменты, предназначенные для листового металла, могут не подходить для более толстых материалов и могут привести к преждевременному износу или повреждению инструментов и листогибочных машин.
2. V открытия и радиус материала
При гибке листового металла, если толщина и тип металла одинаковы, существует не только один размер отверстия V-образного штампа. Листовой металл не должен теряться во время гибки.
Если внутренний радиус меньше толщины металлической пластины, пластина будет растягиваться, что приведет к деформации заготовки.
Радиус, превышающий толщину листа, не вызовет деформации. При выборе идеального отверстия V-образного штампа следует не только избегать деформации радиуса, но и выбирать меньший радиус.
3. Правило 8
Существует эмпирическое правило, применимое к V-образному открытию штампов листогибочного пресса, известное как правило 8. Правило 8 основано на холоднокатаной стали с растяжением 60 000 PSI и гласит, что толщина V-образного штампа должна быть в восемь раз больше толщины гибочного материала.
Правило 8 применимо к большинству процессов гибки. В заданном диапазоне тоннажа можно получить внутренний радиус, приблизительно равный толщине материала.
Однако это не идеальный закон, поскольку коэффициент будет увеличиваться или уменьшаться при изменении толщины материала. В результате ширина некоторых отверстий V-образного штампа в 6, 10 или даже 12 раз превышает толщину материала.
Для более толстых листов обычно требуется V-образное отверстие в 10 раз больше толщины, чтобы распределить усилие на большую площадь и избежать трещин в листе из-за его пониженной пластичности.
Перед определением штампов для листогибочного пресса сначала определите самый толстый и самый тонкий металлический лист, подлежащий гибке, и используйте правило 8 для определения правильного размера штампов V.
Выберите наименьший V-образный штамп и удвойте его размер, чтобы определить следующий V-образный штамп, пока не будет достигнута максимальная пресс-форма. Если точного соответствия найти не удается, размеры следует округлить до ближайшей доступной формы.
4. V-образное отверстие влияет на радиус изгиба материала
V-образное отверстие матрицы листогибочного пресса влияет на радиус сгибаемого материала. В целом, идеально, если внутренний радиус материала равен его толщине.
Если внутренний радиус меньше 1 толщины, это означает, что материал, извлеченный из радиуса, исчезает. При гибке листа, если внутренний радиус меньше 1 толщины, на изгибе может появиться "боковая выпуклость".
Чем больше отверстие V-образного штампа, тем больше радиус металлической пластины. Однако прочность материала на разрыв также влияет на радиус. Для данного отверстия V-образного штампа чем прочнее материал, тем больше радиус.
Для низкоуглеродистой стали радиус изгиба (R) обычно составляет 1/8 отверстия V-образного штампа, что приводит к следующей формуле: R = V/8. Однако для разных типов металла это правило может отличаться.
5. Минимальная длина фланца или ножки
При выборе V-образных штампов важно обращать внимание на длину фланца или ножки, требуемой для заготовки. Во время гибки листовой металл всегда должен находиться в прямом контакте с буртиком штампа.
Если длина фланца меньше указанной, он попадет в V-образное отверстие, что приведет к неточным результатам гибки. Поэтому, чем больше V-образное отверстие, тем больше минимальный фланец или ножка, необходимая на металлической пластине.
Минимальный фланец, образуемый V-образным штампом, составляет около 70% от отверстия стандартного V-образного штампа, в то время как штамп с острым углом может достигать 110% или более от отверстия V-образного штампа.
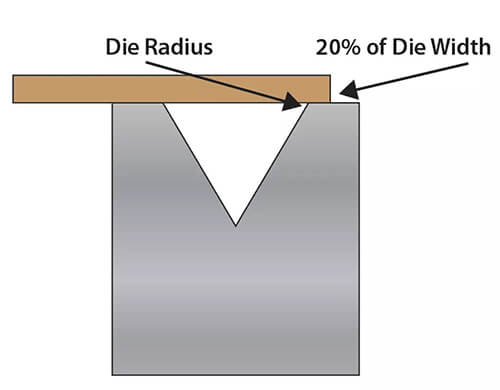
Прежде чем определить минимальную длину фланца, лист металла следует положить на штамп так, чтобы материал соприкасался с буртиком штампа в точке, равной 20% V-образного отверстия штампа.
V. Анализ конкретного случая выбора штампов для листогибочного пресса
Пример 1 Выбор инструмента для обработки листов из нержавеющей стали
На заводе необходимо обработать листы из нержавеющей стали марки 304 толщиной 2 мм, углом изгиба 90° и длиной изгиба 1000 мм. Учитывая высокую прочность нержавеющей стали, возникает обратная пружина (части материалов возвращаются к своей первоначальной форме после изгиба из-за упругой деформации).
Таким образом, штампы с v-образным устьем R4 (контактная поверхность между верхним пуансоном и нижним штампом имеет v-образную форму, а радиус v-образного устья составляет 4 мм).
В то же время материал SKD11 (высококачественная инструментальная сталь с высоким содержанием углерода и хрома) выбран для повышения абразивности и срока службы листогибочного пресса. После пробной обработки точность размеров и качество поверхности листогибочного пресса соответствуют требованиям.
Пример 2 Выбор инструмента для обработки пластины из алюминиевого сплава
Заводу автоматизированного оборудования требуется обработать лист алюминиевого сплава 6061-T6 с углом изгиба 120° и толщиной листа 3 мм. Из-за мягкости материала алюминиевого сплава на нем будут появляться вмятины и отслоения (частичные выпуклости на поверхности материала).
После тестирования выбирается штамп R8 с U-образным устьем (поверхность контакта между верхним пуансоном и нижним штампом имеет U-образную форму, радиус U-образного устья составляет 8 мм), и поверхность штампа подвергается азотированию (процесс термической обработки поверхности, позволяющий повысить поверхностную твердость штампа).
При этом усилие сгибания уменьшается должным образом во время сгибания, а поверхность штампа окрашивается смазочным маслом. Окончательная поверхность пластины из алюминиевого сплава гладкая и чистая, без явных прогибов.
VI. Материалы и качество оснастки
Материал оснастки является важным фактором улучшения качества заготовки и продления срока службы оснастки. Стоимость материала оснастки варьируется в зависимости от таких факторов, как материал заготовки и точность гибки.
Как правило, к высококачественным инструментальным материалам относятся закаленная сталь, быстрорежущая сталь (HSS) и карбид вольфрама. Закаленная сталь долговечна, износостойка и может выдерживать большие веса.
Быстрорежущая сталь износостойка, имеет длительный срок службы и более высокую стоимость, чем закаленная сталь. А карбид вольфрама - самый высокий по качеству и стоимости.
VII. Правильное обслуживание и хранение
Для продления срока службы и обеспечения качества гибки оснастка листогибочного пресса нуждается в правильном обслуживании. Необходимо регулярно смазывать, шлифовать и следить за работой оснастки в соответствии с инструкциями по эксплуатации.
Храните оснастку в специализированных местах, например, в инструментальных шкафах с ящиками или отделениями. Закрепите и изолируйте каждый пуансон и матрицу с помощью пенопласта или пластика. Кроме того, регулярно очищайте оснастку, протирайте ее мягкой тканью и регулярно используйте антикоррозийный спрей.
VIII. Заключение
Оснастка листогибочного пресса влияет на форму и качество гибки заготовок. Перед гибкой необходимо выбрать оснастку, подходящую для данного материала, в соответствии с листом металла.
Также необходимо определить форму, угол и размер отверстия штампа в соответствии с заготовкой для гибки. Правильный выбор инструмента и использование материалов позволяют повысить точность гибки заготовок.
Они влияют на угол изгиба, внутренний радиус, минимальную длину фланца и внешний вид всей заготовки. Использование правильной оснастки позволяет повысить эффективность гибки, снизить затраты, предотвратить деформацию профиля и обеспечить безопасность операторов листогибочных машин.
Если вы все еще сомневаетесь в выборе листогибочного пресса и листогибочной оснастки, приглашаю вас связаться с моей компанией, ADH Machine Tool.
Являясь производителем листогибочных машин с 40-летним опытом, мы не только предлагаем высококачественные листогибочные машины, но и предлагаем комплексные решения по гибочной обработке.
Я искренне приглашаю вас посетите страницу нашей продукции и узнайте больше о наших сериях листогибочных прессов и подходящей оснастке. А наша команда готова предоставить технологические консультации и поддержку.




